Las grietas de enfriamiento rápido son un problema común que puede surgir durante el tratamiento térmico y que tiene múltiples causas. Para prevenir eficazmente estos defectos, es crucial iniciar el proceso de prevención durante la fase de diseño del producto. Esto implica seleccionar cuidadosamente los materiales adecuados, realizar un diseño bien estructurado y proponer requisitos técnicos adecuados para el tratamiento térmico.
Además, es esencial organizar adecuadamente la ruta del proceso, lo que incluye elegir razonablemente la temperatura de calentamiento, el tiempo de mantenimiento y el medio de calentamiento, medio refrigerantemétodo de refrigeración y modo de funcionamiento.
En cuanto a los materiales
El carbono es un factor crucial para determinar la tendencia al temple del acero. A medida que el contenido en carbono aumenta, el punto de fusión (MS) disminuye, lo que hace que el acero sea más susceptible al agrietamiento por enfriamiento rápido. Para minimizar este riesgo, es aconsejable elegir un acero con un contenido de carbono lo más bajo posible, manteniendo al mismo tiempo la resistencia deseada. dureza y resistencia propiedades.
El impacto de los elementos de aleación en la tendencia al enfriamiento se observa principalmente en sus efectos sobre la templabilidad, Punto MScrecimiento del tamaño de grano y descarburación. El efecto de los elementos de aleación sobre la templabilidad también puede afectar a la probabilidad de agrietamiento por enfriamiento rápido. Sin embargo, el aumento de la templabilidad también tiende a aumentar la tenacidad. Para piezas con formas complejas, se recomienda elegir un acero con buena templabilidad y utilizar un medio de enfriamiento con menor capacidad de enfriamiento para evitar deformaciones y grietas.
Los elementos de aleación influyen más en el punto MS. Generalmente, cuanto más bajo es el punto MS, mayor es la tendencia al agrietamiento por enfriamiento rápido. Sin embargo, si el punto MS es alto, la martensita formados durante el proceso de transformación pueden autotemplarse, reduciendo la tensión de transformación y evitando el agrietamiento por enfriamiento rápido. Por lo tanto, al elegir el acero, es mejor seleccionar una pequeña cantidad de elementos de aleación o acero con elementos que tengan menos influencia en el punto MS.
Por último, es importante tener en cuenta la sensibilidad al sobrecalentamiento al seleccionar el acero. El acero sensible al sobrecalentamiento es más propenso a agrietarse, por lo que es esencial prestar mucha atención al hacer la selección.
Diseño estructural de piezas
El tamaño de la sección es uniforme.
Durante el tratamiento térmico de piezas con cambios rápidos en las dimensiones de la sección transversal, tensión interna puede provocar grietas. Para minimizar este riesgo, se recomienda evitar cambios bruscos en el tamaño de la sección y mantener un espesor de pared uniforme.
Si es necesario, se pueden taladrar agujeros en piezas de paredes gruesas que no sean imprescindibles para la aplicación, pero es aconsejable convertir estos agujeros en pasantes siempre que sea posible.
Para piezas con espesores variables, se puede utilizar un diseño dividido y ensamblar las piezas tras el tratamiento térmico. Esto ayuda a reducir tensión interna y minimizar el riesgo de agrietamiento.
Transición de esquina redondeada.
Piezas con esquinas, bordes afilados, las ranuras y los agujeros transversales son susceptibles de concentrar tensiones, lo que puede provocar grietas. Para mitigar este riesgo, es aconsejable diseñar piezas sin concentración de tensiones y redondear las esquinas afiladas y los escalones.
Las variaciones en la velocidad de enfriamiento durante el temple también pueden deberse a factores relacionados con la forma. La velocidad de enfriamiento puede variar en función de la forma de la pieza, e incluso diferentes partes del mismo objeto pueden tener diferentes velocidades de enfriamiento debido a diversos factores. Para evitar el agrietamiento por enfriamiento rápido, es importante minimizar las diferencias excesivas en las velocidades de enfriamiento.
Condiciones técnicas del tratamiento térmico
Es aconsejable utilizar el endurecimiento local o endurecimiento superficial técnicas. La dureza local de las piezas templadas debe ajustarse adecuadamente en función de sus condiciones de servicio.
Cuando el requisito de dureza local es bajo, no es necesario forzar una dureza uniforme en toda la pieza. También es importante tener en cuenta el efecto de masa del acero.
Al templar, evite la zona quebradiza del primer tipo de templado para prevenir el agrietamiento. Tomando estas precauciones, se puede minimizar el riesgo de agrietamiento y optimizar el rendimiento de las piezas templadas.
Disposición razonable de las rutas y los parámetros del proceso
Una vez determinados el material, la estructura y las condiciones técnicas de las piezas de acero, los técnicos de tratamiento térmico realizarán un análisis del proceso para determinar una ruta de proceso óptima.
Esto implica disponer adecuadamente las posiciones de los procesos de tratamiento previo al calentamiento, trabajo en frío y trabajo en caliente, y determinar los parámetros de calentamiento. El análisis del proceso ayuda a garantizar que el proceso de tratamiento térmico sea eficiente y eficaz para lograr los resultados deseados.
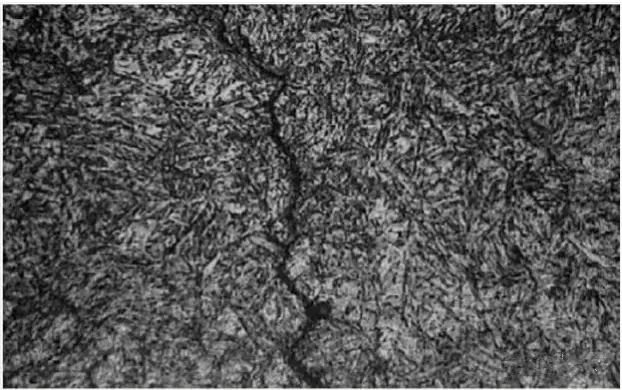
Grieta de enfriamiento
Bajo un aumento de 500X, la superficie parece tener un aspecto dentado con una grieta ancha al principio y una pequeña grieta al final.
El análisis microscópico reveló inclusiones metalúrgicas anormales y un patrón en zigzag en la morfología de la grieta. Tras la corrosión con alcohol nítrico 4%, no se observaron indicios de descarburización y la micro morfología se ilustra en la figura adjunta.
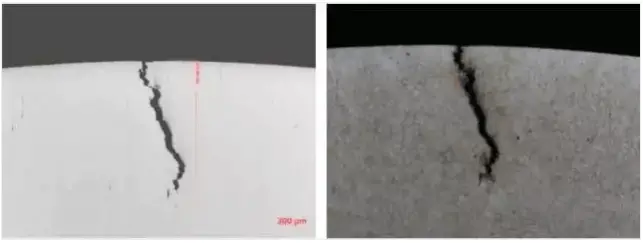
1 muestra #
No se detectaron inclusiones metalúrgicas anómalas en las grietas del producto ni indicios de descarburación. Las grietas mostraban un patrón en zigzag y presentaban las características típicas de las grietas de temple.
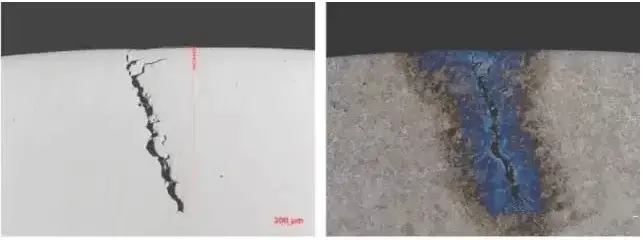
2 # muestra
Conclusiones:
La composición de la muestra se ajusta a las especificaciones estándar y coincide con la composición original del horno.
El examen microscópico no reveló inclusiones metalúrgicas inusuales en las grietas de la muestra, y no había signos de descarburación.
Las grietas muestran un patrón en zigzag y poseen los rasgos típicos de las grietas de enfriamiento.
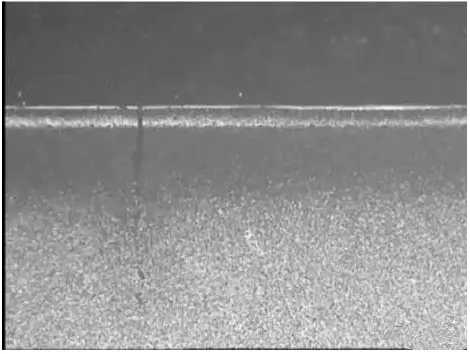
Grieta de forja
Grietas típicas causadas por materiales, los bordes son óxidos.
Según la observación microscópica, se cree que la capa blanca brillante de la superficie es la capa secundaria templada, mientras que la capa negra oscura de debajo es la capa templada a alta temperatura.
Conclusiones:
La presencia de grietas descarburadas ayuda a determinar si las grietas son consecuencia de defectos de la materia prima o no.
Normalmente, si la profundidad de descarburación en la grieta es igual o mayor que la profundidad de descarburación superficial, se considera una grieta de materia prima.
Por otro lado, si la profundidad de descarburación en la grieta es menor que la profundidad de descarburación superficial, se considera que se trata de una grieta de forja.