¿Cómo se consiguen dobleces precisos en chapa metálica? Comprender los moldes y las técnicas que hay detrás de este proceso es crucial. Este artículo profundiza en varios métodos de plegado, desde el plegado libre al plegado correctivo, destacando sus aplicaciones y ventajas. Explica cómo los distintos moldes, como los doblados en V y en U, influyen en la precisión y calidad del producto final. Al final, comprenderá lo esencial de la selección y utilización de técnicas de plegado para mejorar la eficacia de la fabricación y la calidad del producto.
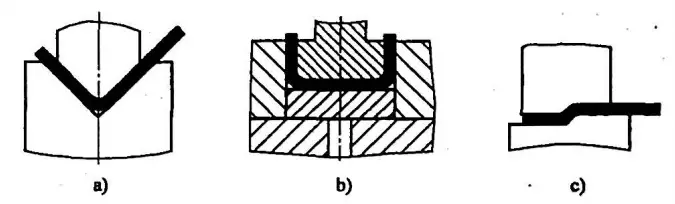
Los métodos de deformación para el curvado de chapas pueden clasificarse en: curvado libre, curvado de contacto y curvado correctivo, como se ilustra en la figura 1.
Figura 1 Métodos de deformación por plegado de chapas
a) Flexión libre
b) Flexión por contacto
c) Flexión correctiva
La flexión libre (figura 1a) requiere menos fuerza de flexiónLa forma y el tamaño de la pieza se determinan ajustando la anchura de la matriz y la posición de punto muerto del punzón.
Este método suele dar como resultado una menor precisión en la forma y el tamaño de las piezas procesadas, especialmente en la producción a gran escala, donde la calidad de las piezas dobladas puede ser inconsistente. Por lo tanto, el plegado libre se utiliza a menudo para la producción de bajo volumen de piezas medianas y grandes. chapa metálica componentes.
En cambio, durante el curvado por contacto (figura 1b) y el curvado correctivo (figura 1c), la precisión de forma y tamaño de las piezas curvadas está garantizada por el molde, lo que proporciona una calidad mayor y más estable.
Sin embargo, estos métodos requieren más fuerza de doblado, ciclos de fundición de moldes más largos y costes más elevados. Suelen utilizarse para la producción a gran escala de piezas pequeñas y medianas y componentes de chapa metálica en los que se requiere una mayor calidad.
2. Métodos de plegado
En general, los métodos de curvado pueden dividirse en curvado de moldes (que incluye el curvado de la placa superior y el curvado sin placa superior) y plegado con plegadora.
El plegado en plegadora es un caso especial de plegado en molde (sin plegado de la placa superior), en el que se suele utilizar un molde de plegado universal. Ambos métodos de plegado tienen sus respectivos principios, características y aplicabilidad.
(1) Doblado de moldes
El doblado de moldes se utiliza habitualmente para plegado de chapa piezas que requieren estructuras complejas, volúmenes más pequeños, mayor precisión y procesamiento a gran escala. En la figura 2 se muestra el principio de un molde de doblado sencillo y común. Para prolongar la vida útil del molde, el diseño de la pieza debe utilizar un radio (r>0,5t) en el punto de doblado siempre que sea posible.
Figura 2 Diagrama esquemático de los principios comunes de las matrices de doblado
La plegadora plegadora se utiliza habitualmente para el mecanizado de chapas metálicas. piezas curvadas que son de mayor tamaño o no se producen en grandes cantidades. Las prensas plegadoras pueden dividirse en prensas plegadoras ordinarias y Prensa plegadora CNC.
Para hoja doblado de metales piezas con requisitos de precisión relativamente altos y formas complejas, las plegadoras CNC se utilizan generalmente para el procesamiento de plegado. El principio básico del plegado, como las piezas plegadas en frío de acero de sección abierta y las piezas plegadas de chapa de chasis, armarios y productos electrónicos, consiste en utilizar la cuchilla de plegado (punzón superior) y la ranura en forma de V (troquel inferior) de la prensa plegadora para doblar la chapa, como se muestra en la figura 3.
Figura 3 Plegado con plegadora
a) Preparación
b) Finalización
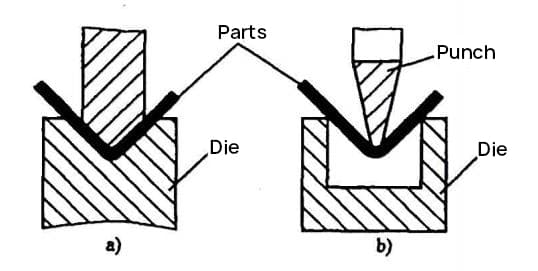
Con el fin de lograr el procesamiento de la producción de piezas dobladas con diferentes ángulos de centro de flexión, por lo general hay dos formas de doblado de plegadora, como se muestra en la Figura 4.
Figura 4 Formas de plegado con plegadora
a) Flexión correctiva
b) Flexión libre
3. Matriz de plegado universal de la plegadora
Para las piezas curvadas de gran tamaño estructural, forma transversal compleja o que no se producen en grandes cantidades, así como las piezas producidas en piezas únicas, lotes pequeños y producción de prueba, el método de diseño y fabricación de matrices de curvar especiales se ve restringido por muchos factores desfavorables, como la variedad y cantidad de piezas, la dificultad de fabricación de las matrices, los costes de producción y los plazos de entrega.
Algunas piezas con tamaños estructurales más grandes y formas de sección transversal más complejas (como las piezas estructurales de chasis y armarios) también están limitadas por la estructura de la matriz y el equipo de proceso de la empresa.
La forma más eficaz de resolver estos problemas es utilizar la matriz de doblado universal para el doblado. El troquel de doblado universal no sólo puede procesar piezas simples en forma de L, U y Z, sino que también puede procesar piezas extremadamente complejas combinando moldes convexos y cóncavos y múltiples doblados combinados en forma de V, como se muestra en las Figuras 5 y 6.
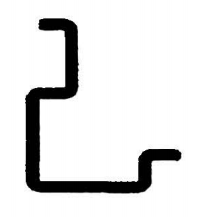
Figura 5 Acero de sección hueca curvado en frío (Eje vertical del armario)
Figura 6 Ejemplo de plegado de piezas complejas con plegadora
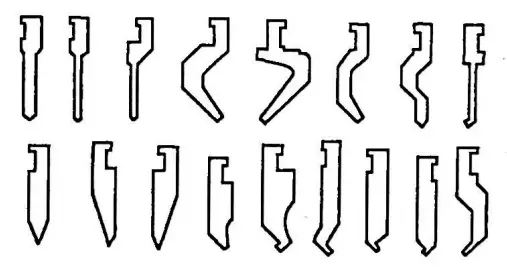
(1) Punzón (hoja dobladora)
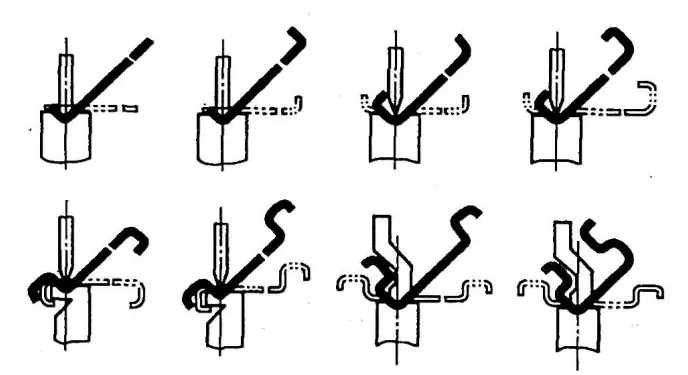
Para satisfacer la demanda de producción de curvado de diversas piezas curvadas complejas, en los últimos años se han desarrollado muchas formas y especificaciones de cuchillas curvadoras, divididas principalmente en dos tipos: cuchillas curvadoras de brazo recto y cuchillas curvadoras de brazo curvado.
También pueden fabricarse en estructuras integrales o combinadas, que básicamente pueden satisfacer el procesamiento de doblado de la mayoría de las piezas complejas (como piezas en forma de caja, de puerta y otras piezas estructurales especiales). Las fábricas profesionales de troqueles han estandarizado y producido la serie de cuchillas curvadoras. En la figura 7 se muestran las formas habituales de las cuchillas de doblado.
Durante el procesamiento, la cuchilla de doblado se elige en función de la forma y el tamaño de las piezas dobladas. Normalmente, las empresas de transformación de chapa metálica tienen una gran reserva de formas y especificaciones de cuchillas curvadoras, especialmente las empresas con un alto grado de especialización profesional en la producción de chapa metálica. Para satisfacer los requisitos de doblado de diversas piezas dobladas complejas, es necesario personalizar muchas formas y especificaciones de cuchillas de doblado.
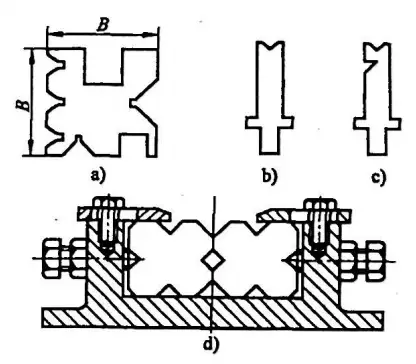
(2) Punzón universal
La figura 8 muestra las formas de sección transversal de moldes cóncavos utilizados habitualmente para la prensa plegadora. El molde cóncavo universal (véase la figura 8a) se mecaniza por los cuatro lados para doblar espesores de chapa comunes y piezas de diferentes formas y tamaños. La ranura se selecciona para el mecanizado de doblado en función del espesor del material, la forma y el tamaño de las piezas dobladas. Las figuras 8b y 8c muestran formas comunes de caras cóncavas de moldes, que pueden convertirse en estructuras integrales o combinadas (véase la figura 8d). Se utilizan principalmente para el procesamiento por plegado de piezas complejas (como piezas en forma de caja, de puerta y otras piezas estructurales especiales).
Figura 7 Molde convexo (hoja dobladora)
Figura 8 Molde cóncavo de uso común en prensas plegadoras
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Alguna vez se ha preguntado por qué las piezas de chapa metálica se agrietan o deforman durante el plegado? Este artículo explora los principios esenciales del diseño de chapas metálicas, centrándose en las técnicas de plegado...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
En esta entrada del blog, exploraremos el fascinante mundo de la flexión por aire y los diagramas de fuerzas que la hacen posible. Acompáñanos mientras profundizamos en la ciencia que hay detrás de este...
¡Atención a todos los fabricantes y diseñadores de chapas metálicas! ¿Le cuesta determinar el radio de curvatura óptimo para sus proyectos? No busque más. En esta entrada del blog,...
¿Alguna vez se ha preguntado cómo calcular con precisión el margen de plegado para sus proyectos de fabricación de metal? En esta entrada del blog, exploraremos el fascinante mundo de las fórmulas de...
¿Alguna vez se ha preguntado por el arte y la ciencia que hay detrás de dar forma compleja a las chapas metálicas? En esta cautivadora entrada del blog, nos adentramos en el fascinante mundo de la chapa...
¿Alguna vez se ha preguntado por qué sus proyectos de chapa metálica a veces se doblan con dificultad o se agrietan? Este artículo desmitifica el papel crucial de los orificios de fabricación en el plegado de chapa metálica. Aprenderá cómo estos orificios...
Imagine doblar chapa metálica sin dejar ni una sola marca o arañazo. En este artículo, exploramos técnicas innovadoras para el plegado de chapa metálica sin marcas, abordando retos como la fricción, la dureza del material y...