Cálculo de la fuerza de corte de chapa (basado en una guillotina hidráulica)
¿Alguna vez se ha preguntado por qué algunas chapas salen perfectamente planas mientras que otras se alabean y distorsionan? Este artículo revela los secretos que se esconden tras las fuerzas de corte en las cizallas rotativas para chapa. Aprenderá cómo los diferentes ángulos y holguras afectan a la calidad y eficacia del cizallado de metal. Prepárese para descubrir los mecanismos que garantizan la precisión en cada corte.
Comparación de las cizallas de chapa giratorias y las cizallas de chapa ordinarias
Diseño de la cuchilla y proceso de cizallado
En comparación con las cizallas de chapa ordinarias, la mayoría de las cizallas de chapa giratorias adoptan un diseño de cuchilla oblicua. Este diseño es ventajoso porque permite un proceso de cizallado más eficaz. La cuchilla oblicua reduce la fuerza de cizallamiento necesaria y minimiza la deformación de la chapa.
Ventajas de las cizallas rotativas de chapa
Las cizallas de chapa giratorias se utilizan ampliamente en la industria debido a varias ventajas clave:
Estructura simple: El diseño de las cizallas de chapa giratorias es sencillo, lo que simplifica el mantenimiento y el funcionamiento.
Baja tasa de fallos: La simplicidad de la estructura contribuye a reducir la probabilidad de fallos mecánicos.
Alta eficacia: El diseño oblicuo de la cuchilla aumenta la eficacia del proceso de cizallamiento.
Deformación mínima de la chapa: Las chapas procesadas con cizallas de chapa giratorias no se arquean, deforman ni distorsionan, lo que es crucial para mantener la calidad del producto final.
Mecanismo de cizallamiento
En el proceso de cizallado, el soporte de la cuchilla de la cizalladora de viga oscilante experimenta un movimiento giratorio. Este movimiento rotatorio es esencial ya que cambia el ángulo de corte y la separación de la cuchilla durante el proceso. La variación del ángulo de corte y de la separación de cizallamiento ayuda a conseguir un corte limpio y preciso.
Consideraciones y retos de diseño
Uno de los retos en el diseño de cizallas rotatorias es el cálculo de la fuerza de corte de la chapa. La metodología de diseño actual suele calcular la fuerza de corte basándose en la suposición de un movimiento rectilíneo del soporte de la cuchilla. Sin embargo, en realidad, el soporte de la cuchilla experimenta un movimiento giratorio. Esta discrepancia puede dar lugar a cálculos inexactos de la fuerza de corte, dando lugar a desviaciones en el tamaño de diseño y afectando potencialmente al rendimiento normal de la máquina.
Cálculo de la fuerza de corte
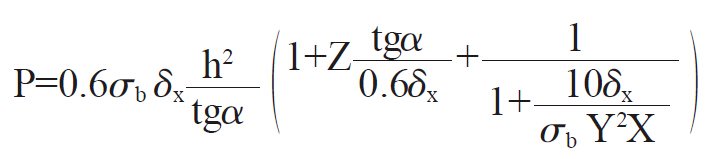
El cálculo de la fuerza de corte para la cizalla de cuchillas inclinadas con soporte de cuchillas en movimiento rectilíneo utiliza principalmente la fórmula Norshari, desarrollada por un antiguo académico soviético. Esta fórmula es crucial para determinar la fuerza necesaria en el proceso de cizallamiento, sobre todo en máquinas con soportes de cuchilla en movimiento rectilíneo.
En la fórmula de la fuerza de corte:
σb - Límite de resistencia a la tracción de la placa,N/mm;
δx-Relación de alargamiento de la placa;
h-Espesor de la placa, mm;
α- Ángulo de corte, °;
X、Y、Z - Respectivamente se refieren a fuerza de flexión coeficiente, valor relativo de la holgura lateral de la cuchilla de corte, coeficiente del material prensado.
Limitaciones de la fórmula Norshari
La fórmula Norshari no tiene en cuenta el cambio del ángulo de descarga de cizalladura durante el proceso de cizalladura y asume una holgura de cizalladura fija. En consecuencia, sólo es aplicable a cizallas con soporte de cuchilla que se mueve en un movimiento rectilíneo.
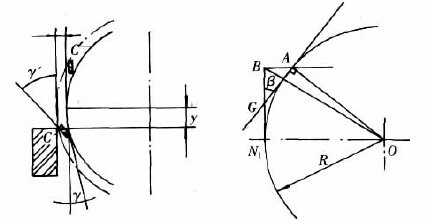
Ángulo de alivio de cizallamiento y espacio libre de cizallamiento
Durante el proceso de cizallado, el ángulo de alivio puede variar dentro del rango de γ±β. La calidad del cizallamiento de la chapa y la fuerza requerida son muy sensibles a la holgura de cizallamiento. Una mayor holgura de cizalladura aumenta la proporción de la función de tracción, lo que conduce a una peor calidad de cizalladura. Para el corte de chapas de espesor medio, lo ideal es controlar la holgura de cizalladura entre 8% y 12%.
Cizallas rotativas
En el caso de las cizallas rotativas, conseguir la γ±β requerida es todo un reto debido a la simplificación del proceso de instalación de las cuchillas. Cuando la holgura de cizallamiento supera el valor experimentado, se produce un cambio en la fuerza de cizallamiento. Un aumento de la holgura de cizallamiento da lugar a un mayor valor relativo de la holgura lateral de cizallamiento, aumentando así la fuerza necesaria para el cizallamiento.
Impacto de la función de tracción
Una función de arrastre prominente durante el proceso de corte aumenta la fuerza de corte y la pérdida de potencia, provoca la deformación plástica de la placa, aumenta la fricción entre la cuchilla y la placa, y reduce la vida útil de la cizalla. Por lo tanto, al calcular la fuerza de corte para las cizallas rotatorias, se recomienda elegir un valor relativo más alto de la holgura lateral de la cuchilla de corte y un coeficiente de embotamiento de la cuchilla más alto.
Ejemplo práctico de cálculo
El cálculo de la fuerza de cizallamiento para una cizalladora suele utilizar una fórmula técnica. La mayoría de los cálculos se basan en chapas de acero Q235 ordinarias, con factores de conversión para distintos materiales:
Placa de acero Q235: Factor de conversión = 1
Placa de acero Q345: Factor de conversión = 1,4
Acero inoxidable 304: Factor de conversión = 2
Ejemplo de cálculo
Para una chapa de acero Q235 de 10 mm de espesor y 6000 mm de longitud: Fuerza cortante=10×6000×23,5=1410000 N=141 Toneladas
Para una chapa de acero Q345: Fuerza cortante=141×1,4=197,4 toneladas
Para una placa de acero inoxidable 304: Fuerza cortante=141×2=282 toneladas
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Cómo elegir el equipo de corte de chapa adecuado? Con numerosas opciones que van desde las cizallas tradicionales hasta las avanzadas cortadoras láser, seleccionar la mejor herramienta puede resultar desalentador. Este artículo...
La cizalla para chapa, como su nombre indica, es una máquina utilizada para cortar chapa. La selección del material se basa en la chapa general Q235. Si se corta chapa Q345, entonces...
¿Alguna vez se ha preguntado cómo se cortan con tanta precisión esas enormes planchas de acero? Adéntrese en el mundo de las cizallas hidráulicas, los héroes anónimos de la industria metalúrgica: ....
¿Cómo puede asegurarse de que su cizalla de guillotina funcione de forma segura y dure más? Este artículo explora las prácticas de mantenimiento esenciales para las cizallas de guillotina, desde las comprobaciones diarias hasta las revisiones anuales. Aprenderá...
¿Se ha preguntado alguna vez qué empresas lideran el sector de las cizallas hidráulicas? Este artículo explora los 26 principales fabricantes del mundo, detallando su historia, especialidades y alcance global. Desde...
¿Alguna vez se ha preguntado cómo maximizar la eficacia y la seguridad de su cizalla? Esta guía profundiza en los consejos esenciales para manejar y mantener estas potentes herramientas. Desde la elección del...
¿Su cizalla mecánica no funciona como debería? En esta guía, encontrará pasos detallados para solucionar problemas comunes como anchuras de cizallado incoherentes, problemas de rectitud de la superficie,...
¿Alguna vez se ha preguntado cómo se cortan con precisión grandes planchas de metal con el mínimo esfuerzo? En este artículo, exploramos el fascinante mundo de las cizallas de guillotina hidráulicas. Aprenderá sobre...
¿Alguna vez se ha preguntado cómo consiguen las fábricas cortes de metal precisos con el mínimo esfuerzo? La entalladora es una herramienta versátil que permite cortar chapas metálicas en distintos ángulos. Este artículo...