Manual de fabricación de chapa metálica - Conformado
¿Cómo se transforma una chapa metálica plana en formas y estructuras complejas? Esta entrada del blog profundiza en los intrincados procesos de conformado de chapas metálicas, incluidos el cizallado parcial, el estirado en puente y la extrusión de agujeros. Descubra los métodos y herramientas utilizados para crear componentes metálicos precisos y funcionales. Al final, comprenderá las técnicas fundamentales que hay detrás de los productos metálicos cotidianos y sus aplicaciones.
Aplicando una cierta presión en una dirección perpendicular a la superficie del material para hacer que el material fluya en la dirección de la fuerza, dando lugar a un efecto de conformado.
2. Funciones:
Posicionamiento, por ejemplo para soldar con semicorte.
Remachado, por ejemplo para remachar carriles conductores electrostáticos.
3. Métodos de procesamiento:
NCT: utilizando combinaciones de herramientas normales (semicorte descendente) o herramientas especialmente desarrolladas para el procesado.
Preprocesado: se puede utilizar un medio corte especial para conseguir el prensado de la placa y una fácil realización del troquel (cuando el tamaño del lote no es grande).
4. Precauciones:
Es preferible que la altura del medio corte no supere 0,6T.
Sección 2: Dibujo del puente
1. Función:
Se utiliza para posicionar por la superficie superior, a veces con una marca de punzón en ella.
Se utiliza para limitar por el borde lateral.
Se utiliza para pasar el alambre de atar por el agujero.
La extrusión de orificios y el estampado en relieve es un proceso de perforación vertical de un orificio con un diámetro interior, un diámetro exterior y una altura determinados en un chapa metálica. Se utiliza principalmente para remachar, atravesar orificios, roscar y otros fines.
Hay dos tipos de punzonadopunzonado general y punzonado de formas especiales.
A continuación se muestra el diagrama de formación:
2. Métodos de procesamiento:
El punzonado general utiliza un molde compartido para su procesamiento, mientras que el punzonado de formas especiales requiere el diseño de una matriz específica.
3. Métodos de procesamiento de moldes:
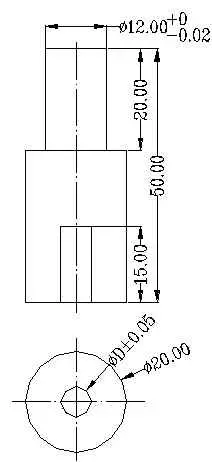
(1) Los moldes compartidos para punzonado general se muestran en la siguiente tabla:
Se utiliza junto con el portapunzón (2) cuando el valor G es 8,0 y 10,0.
El diámetro exterior máximo es de Φ12,00.
"Valor "G
8.0~12.0
Tamaño intergrado
2.0
Cantidad (Grado X piezas/grado).
9+5+3=17
Troquel inferior para taladro(4)
Número de troquel
Molde compartido 013
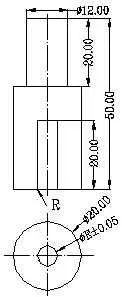
Descripción:
Se utiliza junto con el portapunzón (2) cuando el valor G es 8,0 y 10,0.
El diámetro exterior máximo es de Φ12,00.
"Valor "G
8.0~12.0
Tamaño intergrado
2.0
Cantidad (Grado X piezas/grado).
3X1=3
Soporte para punzones(1)
Número de troquel
Molde compartido 002
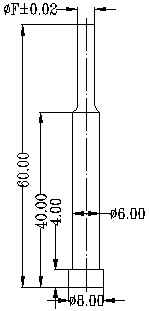
Descripción:
Se utiliza junto con el troquel inferior para perforar agujeros.
El diámetro exterior de sujeción es de Φ12,00.
"Valor "B
3.0~6.0
Tamaño intergrado
1.0
Cantidad (Grado X piezas/grado).
4X5=20
Soporte para punzones(2)
Número de troquel
Molde compartido 003
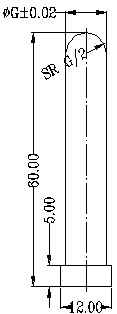
Descripción:
Se utiliza junto con el troquel inferior para perforar agujeros.
El diámetro exterior de sujeción es de Φ12,00.
"Valor "C
8.0~10.0
Tamaño intergrado
2.0
Cantidad (Grado X piezas/grado).
2X1=2
4. Tabla de parámetros para perforar orificios de marcado
Sistema métrico:
Modelo de orificio de roscado
Diámetro de la rosca
Diámetro interior del orificio de perforación
Requisitos del diámetro interior del orificio de perforación
MIN
MAX
M1*0.25
0.75
0.78
0.729
0.785
M1.1*0.25
0.85
0.88
0.829
0.885
M1.2*0.25
0.95
0.98
0.929
0.985
M1.4*0.3
1.1
1.14
1.075
1.142
M1.6*0.35
1.25
1.32
1.221
1.321
M1.7*0.35
1.35
1.42
1.321
1.421
M1.8*0.35
1.45
1.52
1.421
1.521
M2*0.4
1.6
1.65
1.567
1.679
M2.2*0.45
1.75
1.83
1.713
1.838
M2.3*0.4
1.9
1.97
1.867
1.979
M2.5*0.45
2.1
2.13
2.013
2.138
M2.6*0.45
2.2
2.23
2.113
2.238
M3*0.5
2.5
2.59
2.459
2.599
M3.5*0.6
2.9
3.01
2.85
3.01
M4*0.7
3.3
3.39
3.242
3.422
M4.5*0.75
3.8
3.85
3.688
3.878
M5*0.8
4.2
4.31
4.134
4.334
M6*1
5
5.13
4.917
5.153
M7*1
6
6.13
5.917
6.153
M8*1.25
6.8
6.85
6.647
6.912
M9*1.25
7.8
7.85
7.647
7.912
M10*1.5
8.5
8.62
8.376
8.676
M11*1.5
9.5
9.62
9.376
9.676
M12*1.75
10.3
10.40
10.106
10.441
Sistema imperial:
Modelo de orificio de roscado
Diámetro de la rosca
Diámetro interior del orificio de perforación
Requisitos del diámetro interior del orificio de perforación
MIN
MAX
1-64
1.55
1.57
1.425
1.582
2-56
1.8
1.86
1.695
1.871
3-48
2.1
2.14
1.941
2.146
4-40
2.3
2.36
2.157
2.385
5-40
2.6
2.69
2.487
2.697
6-32
2.8
2.86
2.642
2.895
8-32
3.4
3.52
3.302
3.530
10-24
3.9
3.91
3.683
3.962
12-24
4.5
4.57
4.344
4.597
1/4-20
5.1
5.25
4.979
5.257
5/16-18
6.6
6.72
6.401
6.731
3/8-16
8
8.15
7.798
8.153
7/16-14
9.4
9.5
9.144
9.550
1/2-13
10.8
11.0
10.592
11.023
9/16-12
12.2
12.3
11.989
12.446
5/8-11
13.6
13.8
13.386
13.868
3/4-10
16.5
16.8
16.307
16.840
7/8-9
19.5
19.6
19.177
19.761
1-8
22.2
22.5
21.971
22.606
1 1/8-7
25
25.2
24.638
25.349
Nota:
1. Utilice el grifo de corte.
2. La altura del orificio de perforación no debe ser inferior a 3 veces el paso.
3. Cuando el grosor del material es inferior a 0,5 mm, el grosor de la pared del orificio de punzonado es igual al grosor del material. Cuando el grosor del material está entre 0,5 mm y 0,8 mm, el grosor de la pared del orificio de punzonado es 0,7 veces el grosor del material. Cuando el grosor del material es superior o igual a 0,8 mm, el grosor de la pared del orificio de punzonado es 0,65 veces el grosor del material.
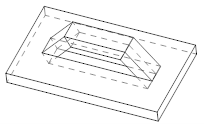
Sección 5: Calzas
El calce es un método de conformado común con forma y función fijas. El tamaño de la forma tiene poco efecto en su función, y su método de conformado se basa principalmente en moldes compartidos.
Ahora presentaremos la función y el método de formación de la cuña:
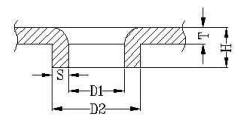
I. Estructura y función de la calza:
Tipos básicos:
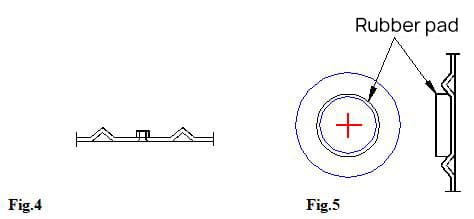
Por lo general, existen dos tipos básicos de cuñas (Figura 1) (Figura 2), y la estructura de la cuña se muestra en la Figura 3. También hay varias formas con protuberancias en forma semiesférica.
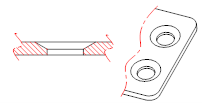
Análisis de funciones:
Es una forma de punzón circular, y su función principal es utilizar su forma de punzón para apoyar el chasis o fijar la placa base, para evitar que la parte inferior entre en contacto con el suelo por completo, por lo que su altura es consistente.
Si se trata de una cuña de chasis, la forma suele ser como la de la figura 4; si se trata de una cuña de placa base, la forma es como la de la figura 5.
Generalmente tiene marcas de perforación en la parte superior porque la cuña del chasis cumple principalmente una función de soporte y generalmente tiene una almohadilla de goma fijada debajo, y la figura 5 generalmente sólo tiene cuatro.
Sin embargo, el calce de la placa base no sólo cumple una función de soporte, sino también de fijación, por lo que tiene marcas de perforación en la parte superior.
Observe que la altura de la marca de perforación es inferior a la altura de la cuña, y el número corresponde a la placa base.
Debido a la forma fija de las calas, su tamaño influye poco en su función siempre que se garanticen la altura y la posición central. Por ello, se han diseñado varias especificaciones de moldes compartidos.
En el caso de tamaños similares (±1 mm), se puede utilizar en su lugar una especificación similar de molde compartido. Para formas con mayores diferencias y sin especificaciones similares de moldes compartidos, se puede utilizar el método de diseño de un molde de placa de presión para el conformado.
Los moldes de cuña para la producción de muestras se dividen generalmente en moldes de placa de presión y moldes compartidos.
Los moldes de placa de presión tienen una velocidad de conformado rápida y pueden conformar varias calas a la vez, pero no son flexibles y sólo pueden utilizarse para conformar una pieza específica.
Los moldes compartidos utilizan las características comunes de las calas y pueden utilizarse repetidamente para formar calas con las mismas especificaciones, lo que reduce los costes de producción.
Molde de placa de presión (preprocesado)
A continuación se muestra un ejemplo de calza (NKB83001A), y observe que el material para un bloque circular puede obtenerse directamente del material de desecho del bloque circular anterior.
El diagrama de apilamiento de módulos se muestra en la figura 9.
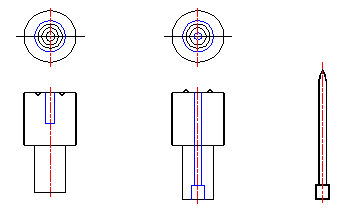
El método de diseño de utilizar un molde de máquina plegadora aumenta la altura de conformado en 0,2 para tener en cuenta el rebote, y se añade un orificio de posicionamiento en el centro del molde superior.
Se ha diseñado un punzón de posicionamiento para colocarlo en el orificio de posicionamiento, y se marca un punto central para colocar la cuña, que coincide con el punzón de posicionamiento.
A continuación se muestra el diagrama esquemático del molde (Figura 11).
Fig.11
En la actualidad, existen cuatro tipos de especificaciones de moldes compartidos para las calas (véase el cuadro 1).
Hay cuatro juegos de moldes, con los tres primeros tipos formando la forma mostrada en la Figura 2 y el cuarto juego formando la forma mostrada en la Figura 1, como se muestra en la Tabla 2.
Los punzones superior e inferior del molde se fijan a los accesorios superior e inferior del molde, y los accesorios se fijan a las ranuras superior e inferior.
Tratamiento de herramientas NCT
Véase la tabla de herramientas NCT.
III. Apéndice.
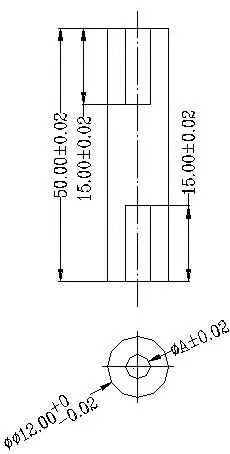
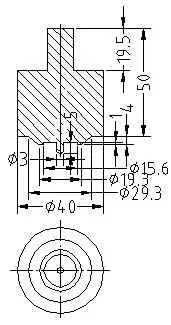
Cuadro 1: Especificaciones comunes de moldes compartidos
Número de serie
Unidad de uso
Valor correspondiente
Observaciones
Diámetro exterior (D1).
Diámetro interior (D).
Altura (H)
1
Plegadora
28
20
2.0
2
32
25
1.8
3
26.5
12.5
2.8
4
12.5
6.5
1.0
1
NCT
26.72
13.28
2.5
T=1.0
Tabla 2: Formas y especificaciones de los moldes compartidos
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Quiere reducir costes y aumentar beneficios en el procesado de chapa? En un mercado tan competitivo como el actual, calcular los costes con precisión es crucial para sobrevivir. En este artículo se analizan dos modelos...
Imagínese transformar el diseño y la fabricación de piezas de chapa metálica de un proceso engorroso y propenso a errores en una operación fluida y eficaz. Este artículo profundiza en el poderoso papel de la tecnología CAD/CAM...
Imagine convertir una chapa plana en una pieza tridimensional compleja con precisión y eficacia. El arte y la ciencia de la fabricación de chapas metálicas implican una serie de procesos meticulosos,...
¿Cómo se consigue que las piezas de chapa metálica queden firmemente unidas sin soldaduras ni tornillos? Este artículo explora el proceso de remachado, una técnica fundamental en la fabricación de metales. Aprenderá...
¿Y si pudiera dominar una habilidad que combina creatividad y precisión? La fabricación de chapas metálicas es esencial en sectores que van desde la automoción a la industria aeroespacial. Esta guía para principiantes...
¿Ha pensado alguna vez en la importancia del enderezado en la fabricación de chapas metálicas? Este proceso crucial garantiza la precisión y calidad del producto final. En este artículo, exploraremos la...
Este artículo explora el fascinante mundo de la fabricación de chapas metálicas, incluyendo el acero inoxidable, el aluminio y otros materiales. Aprenderá cómo se eligen estos materiales y por qué son esenciales para todo, desde...
¿Alguna vez se ha preguntado cómo se unen las piezas de chapa metálica para crear estructuras complejas? En esta entrada del blog exploraremos el fascinante mundo de las técnicas de unión de chapas metálicas. Como...
¿Cómo garantizar la fiabilidad de las conexiones de chapa en sus proyectos? Es esencial conocer los distintos métodos de conexiones roscadas y remachado. Este artículo profundiza en los principios...