Formación en fabricación de chapa metálica: Curso para principiantes 101
¿Y si pudiera dominar una habilidad que combina creatividad y precisión? La fabricación de chapas metálicas es esencial en sectores que van desde la automoción a la industria aeroespacial. Esta guía para principiantes se sumerge en los fundamentos, desde la selección de materiales hasta el uso de herramientas y técnicas clave. Al final, comprenderá los procesos básicos y la maquinaria que convierten las chapas metálicas en componentes vitales, sentando una base sólida para adquirir más experiencia en este versátil oficio.
Aunque no existe una definición universalmente aceptada de chapa metálica, el consenso de la industria suele caracterizarla del siguiente modo:
La chapa metálica es un material metálico delgado y plano, normalmente de menos de 6 mm (0,25 pulgadas) de grosor, que sirve como insumo principal para una amplia gama de procesos de fabricación por conformado en frío. Estos procesos incluyen, entre otros, los siguientes:
Operaciones de corte: cizallado, punzonado, corte por láser, corte por plasma y corte por chorro de agua.
Operaciones de conformado: plegado, perfilado, estampado y embutición profunda
Métodos de unión: soldadura, remachado, unión adhesiva y fijación mecánica.
Tratamientos superficiales: acabado, revestimiento y pintura
Una característica distintiva clave de la chapa metálica es su grosor uniforme en toda la pieza, aunque este grosor puede variar entre los distintos componentes de la chapa.
La versatilidad de la chapa metálica permite su aplicación en diversas industrias, desde paneles de carrocería de automóviles y componentes aeroespaciales hasta sistemas de calefacción, ventilación y aire acondicionado y carcasas de electrónica de consumo. Su maleabilidad, relación resistencia-peso y rentabilidad la convierten en el material preferido para muchas aplicaciones de fabricación.
La fabricación moderna de chapa metálica integra a menudo tecnologías avanzadas como maquinaria CNC (control numérico por ordenador), robótica y sistemas CAD/CAM para mejorar la precisión, la eficacia y la complejidad del diseño.
Equipos de procesamiento
La maquinaria básica de una instalación moderna de fabricación de chapas metálicas abarca una amplia gama de sofisticados equipos diseñados para tratar diversos aspectos del procesamiento de metales. Esto incluye normalmente:
Preparación del material:
Devanadora: Para desenrollar chapas enrolladas
Nivelador: Para aplanar y retirar el juego de bobinas de la chapa
Tecnologías de corte:
Cizalla: Para el corte rectilíneo de chapas
Punzonadora CNC: Para hacer agujeros precisos y recortes complejos
Máquina de corte por láser: Ofrece cortes de alta precisión y diseños intrincados
Máquina de corte por plasma: Para el corte rápido de materiales más gruesos
Máquina de corte por chorro de agua: Para corte sin zonas afectadas por el calor
Equipos de conformado:
Máquina plegadora: Para operaciones de plegado y conformado
Máquina perfiladora: Para el curvado continuo de chapas largas
Acabado y montaje:
Desbarbadora: Para eliminar bordes afilados y rebabas
Soldador por puntos: Para la unión rápida de componentes metálicos
Sistemas multifuncionales:
Máquina combinada: Integración de múltiples procesos como el punzonado y el corte por láser.
Los tres procesos fundamentales en la fabricación de chapas metálicas son:
Cizallado: El paso inicial en la preparación de la materia prima a medida
Perforar o troquelar: Crear agujeros, recortes o separar partes de la hoja.
Doblado: Conformación del metal en las formas y ángulos deseados.
Estos procesos fundamentales forman la espina dorsal de la fabricación de chapa metálica, permitiendo la producción de una amplia gama de componentes y productos. La selección e integración de estas máquinas son cruciales para optimizar la eficiencia del flujo de trabajo, mantener la calidad del producto y satisfacer los diversos requisitos de los clientes en la industria moderna de la chapa metálica.
Clasificación por grosor: chapa fina, chapa media, chapa gruesa y chapa extragruesa.
Clasificación basada en el método de producción: chapa de acero laminada en caliente y chapa de acero laminada en frío.
Clasificación basada en las características de la superficie: inmersión en caliente chapa galvanizadachapa electrogalvanizada, hojalata y chapa de acero con revestimiento de color.
ACERO LAMINADO EN CALIENTE
El código de la chapa laminada en caliente (HOT ROLLING STEEL) se expresa como: SPHC (S Acero, P - Chapa, H - Calor, C - Comercial), que se refiere generalmente a las chapas y bandas de acero laminadas en caliente.
SPHD representa chapas y bandas de acero laminadas en caliente para estampación.
SPHB se refiere a las chapas y bandas de acero laminadas en caliente para embutición profunda.
Propiedades mecánicas:
Dureza HRB
1/2H=74~89
1/4H=65~80
1/8H=50~71
H=superior a 89.
La resistencia a la tracción es superior a 41~52kgf/mm.
Gama de especificaciones: espesor 1.4~6.0mm, anchura máxima 1524mm, generalmente 1250mm o 1220mm, la longitud del material se puede cortar a cualquier tamaño según se requiera.
Generalmente 2500mm o 2440mm.
Características del material: La superficie del material tiene un lustre negro grisáceo y no se raya fácilmente, pero es propensa a oxidarse. Por lo tanto, hay que eliminar el óxido durante el procesado.
Este material no es apto para galvanoplastia (como cincado de colores, cincado blanco, niquelado, estañado, etc.).
Sin embargo, es adecuado para la pintura al horno y la pulverización de polvo para su uso en diversas piezas estructurales.
ACERO LAMINADO EN FRÍO
El código del acero laminado en frío es SPCC.
La tercera letra "C" significa "Frío".
SPCD representa las chapas y bandas de acero al carbono laminadas en frío para estampación, y SPCE representa las chapas y bandas de acero al carbono laminadas en frío para embutición profunda.
En temple y revenido código para chapas y flejes de acero al carbono laminados en frío: "A" representa el estado recocido, mientras que "S" representa el temple y revenido estándar.
Propiedades mecánicas:
La resistencia mínima a la tracción es de 270 MPa
El límite máximo de rendimiento es de 210 MPa.
Dureza HRB:
1H=superior a 85;
1/2=74~89;
1/4H-65~80;
1/8H=50~70.
Gama de especificaciones: 0,25-3,0 mm de espesor, los materiales de más de 3,0 mm deben ser personalizados, con anchura de 1220 mm y 1250 mm, y la longitud se puede cortar a cualquier tamaño según sea necesario.
Generalmente 2440mm y 2500mm.
Características del material: La superficie tiene un lustre gris hierro, y la superficie es fácil de rayar y oxidar.
Durante el procesamiento, es importante prestar atención a la protección y realizar cambios rápidos en secuencia.
Este material es adecuado para la galvanoplastia (como el cincado multicolor, el autozincado, el niquelado, el estañado, etc.), así como para la cocción de pintura y la pulverización de polvo.
Placa electrolítica: código SECC, ectroplaca E-E1, su material de base es SPCC, su composición química y sus propiedades mecánicas son las mismas que las del chapa laminada en frío.
Las placas electrolíticas también cuentan con materiales extensibles como SECD y SECE.
La especificación de grosor de las placas electrolíticas oscila entre 0,3 y 2,0 mm.
Las características de aplicación del material varían en función de los distintos métodos de tratamiento del SECC. Para más información, consulte la tabla siguiente.
Aplicable a la producción de dispositivos eléctricos, electrónicos, chasis de ordenador, el movimiento y otras partes de los productos de zincado.
Ho acero laminado
El código del acero laminado en caliente es SPGC, con un material base de SPCC.
La especificación del grosor oscila entre 0,3 y 3,0 mm. Los tipos de escamas de zinc en la superficie incluyen: escamas de zinc normales (Z), escamas de zinc lisas (G), escamas de zinc pequeñas (X), escamas de zinc pequeñas lisas (GX), escamas de zinc cero (N) y aleación de zinc y hierro (R).
Hojalata: Comúnmente conocida como hojalata, se utiliza principalmente como material de embalaje anticorrosión y de embutición ultra profunda, con espesores que oscilan entre 0,20,6 mm.
Chapa de aluminio: En materiales de aluminio utilizados como placas incluyen principalmente los 2 tipos siguientes: aluminio industrial puro y aluminio antioxidante.
Estos dos materiales tienen buena plasticidad, buena soldabilidad y alta resistencia a la corrosión, pero escasa capacidad de corte.
La placa de aluminio tiene los siguientes estados: 0 - completo recocido H - estado de endurecimiento por deformación, seguido de dos números arábigos para indicar el modo de tratamiento térmico adicional.
El primer dígito del código de estado HXX indica el proceso básico utilizado para alcanzar el estado.
El segundo dígito representa el grado de endurecimiento por deformación del producto.
H1 representa el endurecimiento por deformación simple y es aplicable cuando la resistencia deseada se consigue únicamente mediante el endurecimiento por deformación sin tratamiento térmico adicional.
H2 representa el endurecimiento por deformación y el recocido incompleto, y se utiliza para productos que han superado los requisitos de endurecimiento por deformación especificados y cuya resistencia se ha reducido al nivel especificado tras el recocido incompleto.
H2 tiene el mismo valor mínimo de resistencia a la tracción que la correspondiente H1, pero con un alargamiento secundario ligeramente superior.
H3 representa el tratamiento de endurecimiento por deformación y estabilización, y se utiliza para productos que tienen propiedades mecánicas estables tras el tratamiento térmico a baja temperatura después del endurecimiento por deformación o debido al efecto de calentamiento en el procesamiento.
H4 representa las aleaciones de endurecimiento por deformación y pintura, y se utiliza para productos que han sufrido un recocido incompleto debido a la pintura tras el endurecimiento por deformación.
El aluminio puro industrial tiene un contenido de aluminio superior a 99,00% y suele encontrarse en los siguientes grados: 1050, 1060, 1070, 1100 y 1200. Las especificaciones de la placa son 1250X2500 o 1000X2000, y el espesor oscila entre 0.3 y 7.0mm.
El aluminio antioxidante incluye principalmente 3003, 3A215052, 5A02, 5A03, 5A05 y 5A06. Aleaciones de aluminio que empiezan por "3" están compuestas principalmente de manganeso, mientras que las que empiezan por "5" están compuestas principalmente de magnesio. Las especificaciones de la chapa son similares a las del duraluminio.
Chapa de acero inoxidable: La chapa de acero inoxidable incluye principalmente las series SUS300 y 400.
Entre ellos, la serie 300 es acero inoxidable austenítico y la serie 400 es acero inoxidable austenítico. acero inoxidable ferríticoque son magnéticos y fáciles de corroer. Su especificación es 2mX1m.
Placa de cobre: Las placas de cobre más comunes son la placa de cobre puro y la placa de latón.
La placa de cobre puro tiene una excelente conductividad, conductividad térmica, resistencia a la corrosión y rendimiento de procesamiento, con un contenido de cobre superior al 99,95%.
La chapa de latón tiene una resistencia ligeramente superior a la de la chapa de cobre puro y una buena plasticidad. Su especificación es de 1500 mm x 600 mm.
Equipos de corte de chapa: Tipos, principios de funcionamiento y ámbitos de trabajo.
En la actualidad, los principales equipos utilizados para el troquelado de chapas metálicas son los punzones CNC, los punzones normales y los punzones para chapa. corte por láser máquinas.
Principio de funcionamiento de los punzones CNC: La posición de las matrices superior e inferior es fija, la placa se fija en el banco de trabajo con sujeción mordazas, y la placa es movida por el banco de trabajo para conseguir la forma deseada de la pieza.
Rango de trabajo: 2500mm x 1250mm x 5.0mm.
Características de procesamiento: Alta precisión y procesamiento flexible.
Desventaja: Limitado por el molde.
Entre los principales fabricantes de punzones CNC se encuentran TRUMPF, FINN-POWER, TAILIFT, AMADA, etc.
Proceso de supresión
Corte con punzón normal (molde duro): El punzonado con un punzón ordinario (molde duro) debe combinarse con una cizalla.
En máquina cizalla corta la forma máxima de la pieza antes de que el punzón procese la forma deseada.
Características de la cizalla de corte: alta eficiencia, adecuado para la producción en masa.
La desventaja es que el desarrollo de moldes requiere un cierto plazo y coste.
Los equipos de cizallado y punzonado incluyen series de cizalladoras CNC, series de cizalladoras ordinarias, series de punzonadoras ordinarias, series de punzonadoras de alta velocidad, etc.
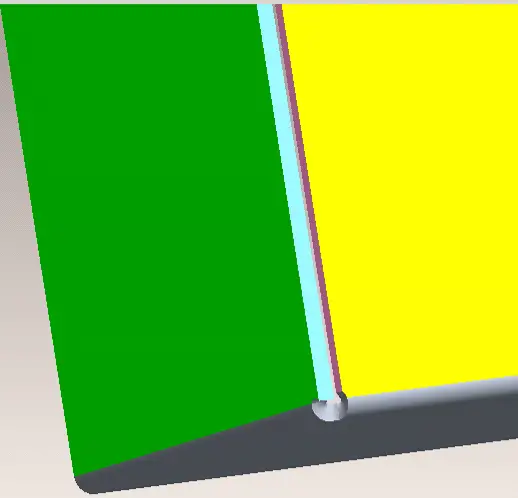
Durante el proceso de blanking, el corte de la chapa puede dividirse a grandes rasgos en cuatro capas: Ángulo R (5%), superficie lisa (60%), superficie agrietada (30%) y superficie con rebabas (5%).
Como se muestra a continuación:
Corte por láser:
Principio de funcionamiento de la máquina de corte LÁSER: utilizar la energía de los fotones en el generador láser de enfoque de espejo cóncavo convexo para fundir materiales metálicos, y luego utilizar alta presión gas protector N2 o O2 para soplar la parte fundida para su procesamiento.
Características de procesamiento: alta precisión, procesamiento flexible, no limitado por el molde.
Desventajas: Baja eficiencia, alto coste de procesamiento.
El rápido desarrollo de la industria de fabricación de maquinaria exige que los técnicos tengan conocimientos técnicos cada vez más elevados.
Para satisfacer las necesidades de los clientes, los técnicos no sólo deben dominar las operaciones prácticas, sino también tener una sólida comprensión de las teorías básicas y los conocimientos pertinentes, capacidad para analizar y resolver problemas, y un don para la innovación.
Para satisfacer las necesidades de los clientes, mejoran continuamente sus métodos de procesamiento, principios y aplicaciones en plegado, estampado, trabajo en banco, y amplían el uso de métodos y equipos de procesamiento eficientes.
Mediante la integración de equipos modernos con la experiencia práctica, el objetivo es mejorar los niveles operativos y la eficiencia de la producción, teniendo en cuenta los retos reales a los que se enfrentan los productores de primera línea y abordando los problemas del diseño original. Se proponen y procesan soluciones eficaces para cumplir los requisitos del producto.
Se enumerará y debatirá cada problema, y se ofrecerá la ayuda correspondiente en función de su viabilidad y eficacia.
Conformado por plegado Principio de funcionamiento: El conformado por plegado consiste en fijar las matrices superior e inferior en las mesas de trabajo superior e inferior de la máquina plegadora. El servomotor transmite el movimiento relativo de la mesa de trabajo a través de medios hidráulicos, y la forma de las matrices superior e inferior se combina para lograr la conformación por plegado de la chapa.
Cada pliegue puede alcanzar una precisión de 0,1 mm.
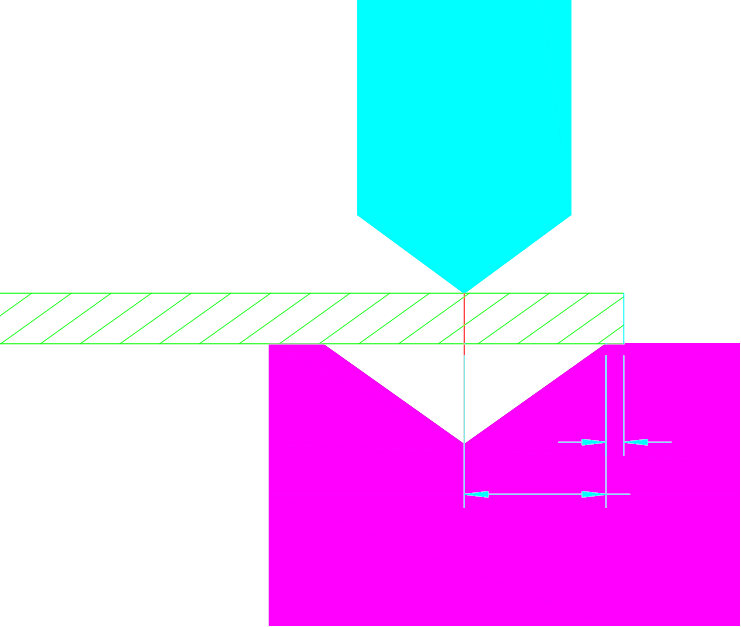
Doblado común: Las máquinas de doblado se pueden utilizar normalmente para doblado a 90 grados y sin 90 grados, dobladillado (con huecos menores que el grosor de la chapa) y flexión offsetentre otros.
Cuando se doblan dos bordes adyacentes que tienen una relación de unión, se recomienda hacer agujeros de proceso (con un diámetro no inferior al grosor de la placa) en las esquinas del borde de doblado, y dejar un espacio razonable (0,15 veces el grosor de la placa) basado en el grosor de la placa.
En cuanto a la distancia mínima desde el orificio hasta el borde de la pieza doblada, solemos tomar 1/2 de la anchura de la ranura del troquel+0,5 (como se muestra en la figura siguiente).
Al diseñar piezas de chapa, es mejor evitar situaciones en las que la distancia entre el borde plegado o el orificio y el borde no cumpla el requisito de tamaño.
La anchura del troquel inferior La ranura se determina en función del espesor de la chapa (T), como se indica en la tabla siguiente. Unidad: mm.
Espesor de la placa T
0.5-3
3.0-8
9-10
>12
Anchura de la abertura del troquel
6T
8T
10T
12T
Tenga en cuenta tanto la viabilidad del procesamiento como la selección adecuada de las herramientas a la hora de determinar el tamaño de plegado, como se muestra en las figuras A y B. Tenga en cuenta el desplazamiento y la selección de la matriz superior en función de las necesidades reales de procesamiento.
Cuando hay remaches a presión (fijaciones PEM) en piezas curvadas, tenga en cuenta que el punzonado de protuberancias convexas y grietas no debe realizarse demasiado cerca del borde de plegado, ya que puede interferir con la herramienta de plegado.
Al hacer el dobladillo, es aconsejable aumentar ligeramente la tolerancia de separación entre los dos bordes de la pieza galvanizada para facilitar la limpieza del interior del borde muerto durante la galvanización y evitar que la solución ácida salga temporalmente y corroa el revestimiento galvanizado después de un tiempo.
El conformado por estampación es un método de transformación que utiliza la fuerza generada por un volante motorizado para accionar la matriz superior, en combinación con la forma de la matriz superior y la matriz inferior, para separar o deformar la chapa y producir las piezas deseadas. Este proceso se realiza principalmente a temperatura ambiente y se denomina estampación en frío. La precisión del proceso de estampación depende de la precisión de la matriz; las matrices de ferretería general tienen una precisión superior a 0,1 mm.
Los punzones pueden dividirse en dos categorías: punzones ordinarios y punzones de alta velocidad. Existen muchos procesos básicos de estampación, como la perforación de agujeros, el doblado de esquinas y el embutido. Sin embargo, desde la perspectiva del principio de funcionamiento, la estampación puede dividirse en dos categorías: procesos de separación y procesos de deformación.
El proceso de separación implica que la tensión del material en bruto excede su límite de resistencia tras ser sometido a una fuerza externa, lo que provoca una fractura por cizallamiento, como el punzonado, el troquelado, el corte y la muescas. Esto se denomina "blanking" en el proceso de estampación.
El proceso de deformación implica una deformación plástica que se produce cuando la tensión de la materia prima supera su límite elástico pero está por debajo de su límite de resistencia tras ser sometida a fuerzas externas, como flexión, estirado, rebordeary formando.
El proceso de estampación suele requerir el uso de una cizalla. La cizalla puede cortar la forma más grande posible de la pieza, mientras que el punzón procesa la forma requerida de la pieza. El proceso de cizallado es sencillo, eficaz y adecuado para la producción en masa de productos.
Los productos de estampación se utilizan ampliamente en la moderna industria de la chapa debido a su alta precisión, consistencia, ausencia de factores humanos en el procesamiento, facilidad para garantizar la calidad, alto índice de utilización del material y funcionamiento sencillo. Algunas formas complejas sólo pueden producirse con un punzón. La desventaja es que el desarrollo de matrices de estampación requiere un cierto plazo y coste.
Procesamiento de trabajadores de banco
La aplicación del trabajo en banco en el campo de la chapa incluye principalmente el roscado, perforaciónTaladrado, refrentado por puntos, escariado, remachado (PEM), tracción, recorte, conformado, desbarbado, socavado (perfiles, tubos) y otros procesos.
Taladrar, escariar, avellanar y mandrinar son tres métodos que utilizan los operarios de banco para desbastar, semiacabar y acabar agujeros.
Durante la aplicación, el método se seleccionará en función de los requisitos de precisión y las condiciones de procesamiento del orificio.
Los trabajadores de banco realizan el taladrado, el ensanchamiento y el avellanado en una taladradora, mientras que el escariado puede hacerse manualmente o en una taladradora.
Para dominar la tecnología de operación de taladrado, expansión, avellanado y escariado, uno debe estar familiarizado con el rendimiento de corte de taladrado, expansión, refrentado por puntos, escariado y otras herramientas, así como el rendimiento estructural de las máquinas de taladrado y algunos accesorios.
Se seleccionará razonablemente la cantidad de corte y se aprenderán con destreza los métodos específicos de operación manual para garantizar la calidad de la perforación, expansión, avellanado y escariado.
Dado que la eficacia depende principalmente de la operación manual y que la eficacia y la calidad no son adecuadas para la producción industrial moderna, el trabajo de banco en este ámbito debe reducirse al máximo durante el diseño estructural.
Las roscas internas o las roscas externas se mecanizarán en el orificio interno o en la superficie cilíndrica externa con un macho de roscar y una llave redonda, que es la tecnología de roscado y roscado utilizada habitualmente por los trabajadores de banco.
Las roscas procesadas por los operarios de banco suelen ser de pequeño diámetro o no aptas para el mecanizado en máquinas herramienta.
Para que el hilo procesado cumpla los requisitos técnicos, además de la competencia de los trabajadores del banco en los puntos clave y los métodos de procesamiento del hilo, los diseñadores también deben esforzarse al máximo para garantizar que los productos diseñados cumplan los requisitos de procesamiento, como la selección de material de roscado el grosor y el tamaño de los orificios inferiores de los tornillos de rosca, etc.
El orificio del fondo del grifo y el paso de algunos roscas métricas figuran en el cuadro siguiente.
Pasos de rosca gruesa comunes
Diámetro exterior de la rosca
M2.5
M3
M4
M5
M6
M8
M10
M12
Paso de tornillo (mm)
0.45
0.5
0.7
0.8
1
1.25
1.5
1.75
El serrado es un método utilizado para cortar materiales o crear ranuras en piezas de trabajo que cumplan unas especificaciones técnicas concretas. La principal herramienta utilizada para este fin es una máquina de corte de perfiles.
Remachado a presión (PEM): Las fijaciones PEM pueden clasificarse en acero al carbono, acero inoxidable y aluminio. Cabe señalar que ni el acero inoxidable ni el aluminio pueden galvanizarse. Durante el proceso de diseño, estos dos tipos de elementos de fijación deben remacharse después de haber sido conformados y galvanizados.
Los equipos de remachado más utilizados son las prensas de aceite y los punzones.
Proceso de soldadura, esmerilado y pulido
Polishing
El objetivo del pulido es crear una superficie lisa y similar a un espejo en los materiales pulidos mediante el uso de herramientas como muelas abrasivas, bandas abrasivas, ruedas de tela y cera para pulir, todas ellas girando a gran velocidad.
La cantidad de material que se elimina durante el pulido es muy pequeña, por lo que es crucial evitar que se adhieran partículas de arena a la rueda de tela de pulido, ya que esto puede dañar la superficie de la pieza.
Actualmente, algunas empresas utilizan un proceso de galvanoplastia tras el pulido de materiales de hierro (SPCC). Este proceso consiste en pulir primero en bruto la superficie de la pieza con una cinta abrasiva (#240) y, a continuación, pulirla finamente con aceite a presión cuatro veces.
El eje de pulido debe tamizarse con carborundo, que se aplica a la rueda de tela mediante adhesivo y unión por rodillo. La elección del carborundo debe basarse en su dureza y forma, siendo los polígonos la opción preferida.
Test
La inspección tras el pulido suele realizarse con una lupa.
Es importante evitar los agujeros de lijado y las marcas de pulido (según las especificaciones del cliente).
Los productos que superen la inspección de pulido deben separarse de la pieza de trabajo utilizando materiales como EPE, cartón u otros materiales para evitar daños por colisión.
Rectificado
Objetivo
Moler el cordón de soldadura y salientes con materiales abrasivos como la lijadora y la cinta abrasiva para conseguir un aspecto liso.
Tool
Rectificadora;
Muela abrasiva (Rueda de rejilla, rueda de plegado y rueda de corte)
Selección de la muela abrasiva
La elección del material de molienda varía en función del tipo de material que se procese, como hierro, cobre o aluminio.
Para las virutas de aluminio y cobre, que son blandas y tienden a obstruir el hueco de la muela abrasiva, se utiliza una muela abrasiva gruesa (con un número alto como #60, #80, #100, etc.).
La potencia de corte de una muela puede variar entre las distintas marcas, y la selección suele hacerse por ensayo y error.
Desde una perspectiva microscópica, el materiales de corte (como diamantes y otros materiales duros) adheridas a la hoja de la muela son angulares en lugar de partículas de arena redondas, y tienen un gran poder de corte. La durabilidad de la muela depende de la calidad del adhesivo y de la dureza y tenacidad de los diamantes.
Los experimentos han demostrado que una muela más barata no siempre es la opción más rentable. En el proceso de selección, es importante obtener productos de varias marcas, realizar experimentos con la misma pieza de trabajo y comparar el precio unitario de la muela con el mayor tiempo de rectificado. El valor debe ser inferior al de otros productos.
Método de molienda
La molienda suele dividirse en dos etapas: molienda gruesa y molienda fina. Es aconsejable que cada etapa esté a cargo de una persona diferente.
La producción continua es más rentable.
Debido a la gran cantidad de material eliminado, el amolado basto suele realizarse con una muela curva y una amoladora de 5 pulgadas, con un número de muela de #60 a #120.
El rectificado fino se realiza para conseguir una superficie lisa y acabada, y suelen utilizarse muelas con un número de 150 a #320.
Dado que la cantidad de material eliminado durante el esmerilado fino es pequeña, está prohibido utilizar una muela de esmerilado fino o una muela de rejilla para esta etapa.
Precauciones para la molienda
Polvo (puede causar daños tanto a la maquinaria como a la salud humana);
Garantice la seguridad durante el amolado (utilice tela ignífuga para el motor);
Evite el polvo de esmerilado en espacios reducidos;
Los requisitos de apariencia deben estar claramente definidos.
Proceso de galvanoplastia
Papel de la galvanoplastia
1. Protección;
2. Protección de la decoración;
3. Funciones especiales (resistencia al desgaste, resistencia al calor, magnetismo, etc.)
Proceso previo a la galvanoplastia:
Pretratamiento:
Desengrasante
Activación
Galvanoplastia:
Tratamiento posterior al chapado
Pasivación
Desengrasante
Tras el procesado, puede aparecer una capa de mancha de aceite en la superficie de la pieza. Este aceite puede clasificarse en dos categorías en función de sus propiedades químicas: aceites saponificados y no saponificados.
Los aceites saponificados, como el aceite animal y el aceite vegetal, pueden saponificarse con un álcali.
Por otra parte, los aceites minerales, como la parafina y el aceite lubricante, no pueden saponificarse con un álcali y se denominan colectivamente aceites no saponificados.
Según la naturaleza de la grasa, los métodos habituales de eliminación de aceite son:
(1) Limpieza y desengrase manual
Si hay muchas manchas de aceite en la pieza, la grasa puede eliminarse pasando un paño.
(2) Desengrase orgánico
Utilizando el principio de disolución similar, el aceite puede disolverse con un disolvente orgánico para lograr la eliminación del aceite.
(3) Desengrase químico
El aceite saponificado puede eliminarse reaccionando con un álcali, mientras que el aceite no saponificado puede eliminarse reaccionando con un emulsionante.
(4) Proceso de emulsificación
El grupo lipofílico del emulsionante se une al aceite, y el grupo hidrofílico del emulsionante se disuelve en agua. Mediante agitación, el emulsionante elimina gradualmente el aceite de la superficie de la pieza.
(5) Desengrase electroquímico
Al conectar la alimentación, H2 o O2 se separa de la superficie de la pieza, haciendo que la película de aceite se desprenda y se convierta en pequeñas gotas de aceite. Además, el propio electrolito también tiene propiedades de saponificación y emulsificación, lo que se traduce en un excelente efecto de eliminación del aceite.
Elimine el óxido de la superficie de la pieza mediante amolado.
2. Desoxidación química
HCl o H2SO4 se utiliza para reaccionar con el óxido y lograr su eliminación.
Activación
Eliminar una película de óxido muy fina de la superficie de la pieza.
Electroplaca:
Tomemos como ejemplo el galvanizado, sumergir la pieza en el electrolito que contiene los iones metálicos chapados (Zn2+) como cátodo, añadir el ánodo (utilizando chapa de hierro o acero inoxidable como ánodo), conectar la corriente continua y depositar una capa de zinc sobre la superficie de la pieza.
En este proceso, no sólo se deposita zinc metálico en la superficie del cátodo, sino también H2 mientras que O2 se genera en la superficie del ánodo.
Tratamiento posterior al chapado
El zinc es propenso a la oxidación y la corrosión en la atmósfera.
Tras el galvanizado, se realiza un tratamiento con cromato para producir una película de conversión química, también conocida como película de pasivación, en la superficie.
El aspecto de la película de pasivación puede variar desde el azul claro, los colores del arco iris, el amarillo dorado, el verde militar hasta el negro.
Dado que el R6+ es muy tóxico, cada vez es más necesario pasar de la pasivación por cromo hexavalente a la pasivación por cromo trivalente para cumplir los requisitos medioambientales. El rendimiento de la película de pasivación de cromo trivalente es equivalente al de la película de pasivación de cromo hexavalente.
Flujo del proceso de galvanización de la empresa
Desengrase en caliente → fase inicial electrólisis → lavado con agua → lavado con agua → ácido clorhídrico → lavado con agua → lavado con agua → fase final.
Electrólisis → lavado con agua → lavado con agua → neutralización → lavado con agua → preimpregnado → galvanización → lavado con agua → lavado con agua → onda ultrasónica → emisión de luz → lavado con agua → lavado con agua → pasivación azul y blanca → lavado con agua → lavado con agua → lavado con agua caliente → secado → pasivación multicolor → lavado con agua → lavado con agua caliente → secado.
Proceso de revestimiento
¿Qué es la pintura?
El proceso de aplicar un revestimiento a un objeto se denomina revestimiento.
El núcleo de la tecnología de revestimiento consiste en formar un revestimiento aplicándolo y curándolo, creando una fuerte unión entre el revestimiento y el objeto. El revestimiento también debe poseer las propiedades necesarias para satisfacer las expectativas deseadas.
Pintura:
Los materiales que se pueden recubrir en la superficie de los objetos y que pueden formar determinadas propiedades pueden denominarse recubrimientos.
Tipo de revestimiento
Polvo, líquido, bicomponente, monocomponente, autosecado, horneado, reacción, etc.
Componentes de la pintura
Resina: Líquido transparente que sirve como componente principal de formación de película de la pintura y se utiliza para unir pigmentos, confiriendo a la pintura cualidades como el brillo, la dureza y la adherencia.
Disolvente: Líquido versátil que disuelve la resina, facilitando su mezcla con los pigmentos y garantizando que la pintura tenga la consistencia adecuada para su aplicación.
Pigmento: Polvo coloreado en la pintura que es insoluble en agua o disolvente.
Masilla: Tipo de pigmento utilizado en la pintura que puede reducir el coste del revestimiento y mejorar sus propiedades mecánicas.
Auxiliares: Son compuestos con diversas características que se añaden a la pintura para dotarla de propiedades especiales.
Efecto del revestimiento
1. Protección
2. Función decorativa
3. Función de signo
4. 4. Funciones especiales
Hacer un buen revestimiento depende tanto de la calidad del propio revestimiento como de la madurez de la tecnología de revestimiento. Ambas dependen la una de la otra.
4. 4. Condiciones de curado del revestimiento, etc.
Elegir el proceso de pintura adecuado es una condición necesaria para obtener un buen revestimiento.
Método de recubrimiento
La pintura líquida puede aplicarse mediante pulverización a presión de aire, pulverización airless de alta presión y pulverización electrostática.
El recubrimiento en polvo debe aplicarse mediante tecnología de recubrimiento electrostático.
El revestimiento por electrodeposición debe aplicarse mediante tecnología de revestimiento electroforético.
La pulverización aérea funciona según el mismo principio que un pulverizador.
Cuando el aire pasa a través de la boquilla, el cambio de diámetro hace que el caudal de aire aumente, creando un vacío en la boquilla que extrae la pintura.
Pistola tradicional
Manipulador
Arma fija
Condiciones ambientales para la pintura
La calidad de la pintura depende en gran medida de las condiciones del entorno en el que se pinta.
La temperatura y la humedad influyen en la nivelación del revestimiento.
Las medidas de prevención del polvo pueden afectar al aspecto del revestimiento.
La dirección del viento y el flujo de aire también pueden influir en la calidad de la aplicación.
Condiciones de curado del revestimiento
Formación física de la película:
La película se forma simplemente por evaporación del disolvente. Productos acrílicos termoplásticos;
Formación de película química:
Hacer que la pintura o el barniz curen y se sequen, se horneen, reaccionen y se inicien mediante una reacción química.
Gestión del proceso de revestimiento
La gestión eficaz del proceso de pintado es esencial para garantizar la calidad de la pintura.
Para llevar a cabo la construcción de pintura con un enfoque científico y gestionar el proceso de pintura con eficacia, es necesario conocer a fondo todos los parámetros técnicos relacionados con la construcción de pintura y poseer un sólido conocimiento de las técnicas profesionales y una amplia experiencia en construcción.
Gestión técnica de los operarios de revestimiento
Confirmar la asignación de personal para el revestimiento, la preparación del revestimiento, la puesta en marcha de máquinas y herramientas, y las condiciones de revestimiento.
Gestión técnica de herramientas y equipos de pintura
El tipo de sistema de pulverización a utilizar debe determinarse en función de los requisitos de la estructura del producto.
El proceso de pintura debe determinarse y ejecutarse.
Debe implantarse una gestión de control de calidad.
Proceso de pretratamiento de metales
Antes de recubrir el producto, hay que eliminar cualquier mancha de aceite u oxidación que pueda haberse producido durante el proceso de fabricación del producto. Debe crearse un cristal de fosfato en la superficie metálica para mejorar la adherencia y la resistencia a la corrosión del revestimiento sobre el metal.
El proceso de pulverización es un componente crucial de la gestión integral en la producción de pulverización, que apoya la producción y proporciona el apoyo técnico necesario y la base de toma de decisiones para la gestión de la producción.
Para fabricar productos de alta calidad que cumplan los requisitos de los clientes, es necesario un equipo fuerte y cohesionado con un espíritu de innovación continuo.
Montaje y embalaje de productos
Montaje del producto
Consideraciones clave antes del montaje:
Preparación del material: Garantizar la disponibilidad de todos los componentes necesarios, incluidas las piezas de fabricación propia, los componentes adquiridos y los materiales de embalaje.
Preparación del equipo: Compruebe que todos los equipos y herramientas de montaje están en condiciones óptimas de funcionamiento. Esto incluye abrazaderas, instrumentos de medición de precisión y plantillas o accesorios personalizados.
Formación de los operarios: Asegúrese de que todo el personal esté completamente familiarizado con los planos de ingeniería, los parámetros críticos de calidad, los Procedimientos Operativos Estándar (SOP) y los Procedimientos Estándar de Inspección (SIP).
Inspección del primer artículo (FAI): Realice una inspección exhaustiva de la primera unidad ensamblada. La producción en serie sólo debe comenzar una vez confirmada la conformidad con el 100%.
Medidas de control de calidad: Aplique protocolos de autoinspección e inspección cruzada para evitar que los componentes defectuosos avancen por la cadena de montaje.
Directrices del proceso de montaje:
Manipulación del material: Tenga cuidado para evitar arañazos, abolladuras u otras imperfecciones de la superficie. Utilice técnicas y equipos de manipulación adecuados.
Gestión de defectos: Marque claramente y aísle inmediatamente cualquier producto defectuoso, colocándolo en zonas de cuarentena designadas para su posterior evaluación.
Utilización de herramientas: Maximizar el uso de ayudas de montaje, como abrazaderas especializadas y herramientas de inspección, para mejorar tanto la garantía de calidad como la eficiencia de la producción.
Montaje sistemático: Siga una secuencia de montaje estructurada y eficaz para evitar omisiones o instalaciones incorrectas.
Protocolos de inspección: Cumplir estrictamente las directrices del SIP, centrándose en las dimensiones críticas y la calidad superficial de Clase A. Mantenga registros de inspección detallados para la mejora continua y la trazabilidad.
Control de calidad final (FQC): Una vez superadas las inspecciones iniciales, someta el producto a una evaluación de FQC antes de proceder al envasado.
Embalaje del producto
Consideraciones sobre el proceso de envasado:
Trazabilidad: Implantar un sistema de rastreo de envases e identificación de lotes para facilitar la gestión eficaz del inventario y los posibles procedimientos de retirada en caso necesario.
Verificación de cantidades: Implante un sólido sistema de recuento para garantizar que el contenido de los paquetes es exacto, sin faltas ni excesos.
Cumplimiento de las especificaciones: Seguir estrictamente las especificaciones de embalaje proporcionadas por el Departamento de Ingeniería, incluida la selección de materiales y los métodos de embalaje.
Precisión del etiquetado: Asegúrese de que todas las marcas externas sean claras, legibles y contengan información esencial como el número de pedido, el número de pieza, el nivel de revisión, la cantidad, la fecha de producción y el centro de fabricación.
Protección del producto: El diseño del envase debe ser atractivo a la vista y, al mismo tiempo, ofrecer una protección adecuada contra los daños relacionados con el transporte, como arañazos, impactos y deformaciones.
Consideraciones medioambientales: Siempre que sea posible, utilice materiales y métodos de envasado sostenibles para reducir el impacto medioambiental sin comprometer la integridad del producto.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Quiere reducir costes y aumentar beneficios en el procesado de chapa? En un mercado tan competitivo como el actual, calcular los costes con precisión es crucial para sobrevivir. En este artículo se analizan dos modelos...
Imagínese transformar el diseño y la fabricación de piezas de chapa metálica de un proceso engorroso y propenso a errores en una operación fluida y eficaz. Este artículo profundiza en el poderoso papel de la tecnología CAD/CAM...
Imagine convertir una chapa plana en una pieza tridimensional compleja con precisión y eficacia. El arte y la ciencia de la fabricación de chapas metálicas implican una serie de procesos meticulosos,...
¿Cómo se consigue que las piezas de chapa metálica queden firmemente unidas sin soldaduras ni tornillos? Este artículo explora el proceso de remachado, una técnica fundamental en la fabricación de metales. Aprenderá...
¿Ha pensado alguna vez en la importancia del enderezado en la fabricación de chapas metálicas? Este proceso crucial garantiza la precisión y calidad del producto final. En este artículo, exploraremos la...
Este artículo explora el fascinante mundo de la fabricación de chapas metálicas, incluyendo el acero inoxidable, el aluminio y otros materiales. Aprenderá cómo se eligen estos materiales y por qué son esenciales para todo, desde...
¿Alguna vez se ha preguntado cómo se unen las piezas de chapa metálica para crear estructuras complejas? En esta entrada del blog exploraremos el fascinante mundo de las técnicas de unión de chapas metálicas. Como...
¿Cómo garantizar la fiabilidad de las conexiones de chapa en sus proyectos? Es esencial conocer los distintos métodos de conexiones roscadas y remachado. Este artículo profundiza en los principios...
En esta entrada del blog, nos sumergiremos en la intrigante terminología y las técnicas utilizadas en este campo de fabricación esencial. Nuestro experto ingeniero mecánico le guiará a través de los conceptos clave, proporcionándole...