El springback es una de las formas más comunes de desecho en el procesado de chapa metálica, así como una de las dificultades técnicas en los procesos de plegado.
Al mismo tiempo, también es uno de los principales defectos en el proceso de estampación de chapa metálica, afectando seriamente a la precisión dimensional y a la calidad del aspecto de las piezas. Es un defecto difícil de controlar en los procesos de producción prácticos.
1. Fenómeno del retorno elástico de las chapas metálicas
El springback es una deformación elástica inversa que se produce durante la descarga, y es un fenómeno común en el estampación de chapa proceso.
El springback es especialmente grave durante los procesos de plegado y embutición, lo que repercute significativamente en la precisión dimensional, la eficacia de la producción y los beneficios económicos de las piezas.
2. Mecanismo de recuperación elástica de chapas metálicas
Cuando un chapa metálica se somete a un momento flector externo, primero sufre una deformación elástica por flexión.
En la fase de flexión elástica, la deformación de la chapa es mínima cuando la radio de curvatura es grande y el radio de curvatura interior de la chapa no coincide con el radio de la esquina del punzón.
En la zona de deformación por flexión, el material del lado interior de la curva (cerca del lado del punzón) se comprime y acorta, y el estado de tensión es de compresión uniaxial.
El lado exterior de la curva (cerca del lado de la matriz) del chapa metálica se estira y se alarga, y el estado de tensión es de tensión uniaxial.
Desde el interior hacia el exterior de la superficie de flexión, el grado de acortamiento y elongación disminuye gradualmente, y existe una capa de fibras entre las dos zonas de deformación en la que la longitud permanece constante y la deformación es nula, denominada capa neutra.
Del mismo modo, entre la transición de la tensión de tracción a la tensión de compresión, existe una capa de tensión en la que la tensión tangencial es cero, denominada capa de tensión neutra.
En general, se considera que estas dos capas neutras de propiedades diferentes se superponen en una sola capa neutra.
A medida que aumenta el momento flector, aumenta la deformación por flexión de la chapa, y el metal de las superficies interior y exterior de la chapa alcanza primero el límite elástico.
La chapa empieza a pasar de la fase de deformación elástica a la fase de deformación elástico-plástica, y la distribución de las tensiones cambia con el aumento del momento flector.
La zona de deformación plástica se expande desde la superficie hacia el interior, y la zona de deformación elástica en el centro de la chapa disminuye gradualmente, hasta que toda la sección transversal entra en estado plástico.
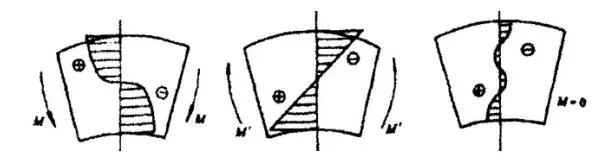
La segunda imagen de la figura 1 muestra el cambio de tensión causado por el momento flector inverso. La tercera imagen muestra el tensión residual que pueden causar el springback. La razón principal del springback por flexión se debe a la deformación elástica del material.
Cuando se dobla la chapa, la capa interior se somete a un esfuerzo de compresión y la exterior a un esfuerzo de tracción.
Aunque estas dos tensiones superan la tensión de fluencia durante la flexión elástico-plástica, de hecho, siempre habrá una zona de deformación elástica donde la tensión es inferior a la tensión de fluencia cuando se pasa de la tensión de tracción a la tensión de compresión.
Debido a la presencia de la zona elástica, la pieza de trabajo inevitablemente Volver después de la descarga.
Cuando el radio de flexión relativo es mayor, la proporción de la zona de deformación elástica es mayor, lo que hace que este tipo de springback sea más significativo.
Para explicar el springback de forma más intuitiva, se introduce una fórmula para la cantidad de springback.
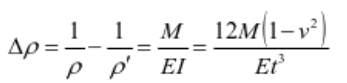
El springback es una deformación elástica inversa que se produce durante la descarga tras el plegado. La fórmula clásica de cálculo del springback de chapa es:
Donde: Δρ es el cambio de curvatura; ρ es el radio de curvatura antes de la descarga; ρ' es el radio de curvatura después de la descarga; M es el momento flector; E es el módulo elástico; I es el momento de inercia de la sección en blanco doblada; υ es la relación de Poisson; t es el momento flector interno de la chapa antes del springback.
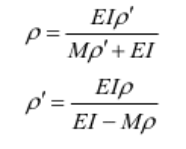
Reordenando la fórmula anterior, podemos obtener la relación entre el radio de curvatura antes y después de la descarga:
A partir de las relaciones entre los parámetros en la ecuación anterior, podemos ver que la diferencia en el radio de curvatura de la pieza en bruto doblada antes y después de la descarga, es decir, la cantidad de springback, está determinada por el momento de flexión M, el momento de inercia I de la forma transversal de la pieza en bruto, el módulo elástico E del material y el radio de curvatura ρ de la deformación por flexión.
Cuanto mayor sea el momento flector M aplicado a la pieza bruta antes de la descarga, mayor será el radio de curvatura ρ de la deformación por flexión.
Cuanto menor sea el módulo elástico E del material, mayor será la recuperación elástica.
Si hay dos piezas de brazo recto a ambos lados de la pieza doblada, el fenómeno de springback que se produce durante la descarga también se manifestará como un cambio de ángulo entre los dos brazos rectos.
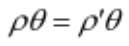
Cuando se produce la recuperación elástica durante la descarga, la longitud de la capa neutra en la pieza en bruto doblada no cambia.
Por lo tanto,
donde ρ y ρ' son los radios de curvatura antes y después de la descarga, y θ y θ' son los ángulos antes y después de la descarga.
En las operaciones prácticas, para garantizar el ángulo de la pieza doblada, al diseñar el molde de compresión debe tenerse en cuenta el ángulo de las matrices superior e inferior.
Dado que hay muchos factores que afectan al tamaño del ángulo de springback, es muy difícil calcular con precisión su tamaño. Normalmente, se utilizan algunos datos empíricos como referencia.
3. Medidas para resolver el springback
(1) Elija el material adecuado.
Bajo la premisa de cumplir los requisitos, deben utilizarse en la medida de lo posible materiales con límites elásticos más bajos y módulos elásticos más altos para reducir o eliminar el springback y obtener una mayor calidad de flexión.
Además, la tolerancia de grosor de la pieza en bruto, la calidad del acabado superficial y la planitud tienen una gran influencia en el springback de plegado. Para piezas con elevados requisitos de precisión de plegado, es especialmente importante reforzar la selección de la calidad de la pieza en bruto.
(2) Diseñar una estructura de piezas razonable.
Elija un radio de curvatura relativo menor. Un radio de curvatura relativo más pequeño es beneficioso para reducir el springback.
Generalmente, cuando el radio de curvatura es ≤3-5 veces el espesor de la chapa, se considera que toda la zona de curvatura de la chapa ha entrado en estado plástico. Sin embargo, un radio de curvatura demasiado pequeño puede hacer que la zona de curvatura se agriete.
El radio de curvatura mínimo del material que figura en la bibliografía actual se basa principalmente en datos empíricos y puede utilizarse como referencia para diseñar el radio de curvatura de la pieza.
Cambiar la forma del producto sin cambiar la función original del producto, realizar rebordear o plegado en la parte doblada, o presionar nervios de refuerzo adecuados en el punto de doblado.
Se limitará la deformación elástica, lo que no sólo puede reducir la deformación elástica después de la flexión, sino también mejorar la rigidez de las piezas.
(3) Diseñar un proceso de conformado razonable.
Corrige la curva.
El ángulo de springback de la flexión corregida es significativamente menor que el de la flexión libre, y cuanto mayor es la fuerza de corrección, menor es el springback.
La fuerza de corrección concentrará la fuerza de punzonado en la zona de deformación por flexión, forzando la extrusión de la capa interior de metal.
Una vez corregida la chapa, tanto la capa interior como la exterior se estiran, y las tendencias al springback de las zonas de tensión y compresión tras la descarga se compensan mutuamente, reduciendo así el springback. Este método es adecuado para pequeñas esquinas redondeadas con una pequeña zona de deformación.
Tratamiento térmico.
Para algunos materiales duros y materiales que han sido trabajados en frío y endurecidos, recocido antes de la flexión puede reducir su dureza y límite elástico, reduciendo así el springback. Al mismo tiempo, también puede reducir el fuerza de flexión y se endurece por enfriamiento tras el doblado.
En el recocido se utilizan generalmente el recocido de recristalización, el normal y el brillante. Templado local de la pieza de flexión de la chapa puede reducir el límite elástico y lograr el propósito de eliminar el springback.
Flexión excesiva.
Durante el proceso de producción del plegado, debido a la recuperación elástica de la chapa, el ángulo de deformación y el radio de curvatura de la chapa aumentarán.
Por lo tanto, se puede utilizar un método para hacer que el grado de deformación de la chapa metálica en el molde supere el grado de deformación teórico para reducir el springback.
Doblado en caliente.
Se puede utilizar el calentamiento y el doblado, y se pueden seleccionar las temperaturas adecuadas según los distintos tipos de chapas metálicas. Gracias a un tiempo de reblandecimiento suficiente, se puede reducir el springback.
Doblar tirando.
Las piezas con radios de curvatura relativos relativamente grandes pueden utilizar el método de excavación y curvado. Este método aplica una tensión tangencial mientras se dobla la chapa para cambiar el estado y la distribución de las tensiones en el interior de la chapa.
La magnitud de la tensión de tracción aplicada debe hacer que la tensión total en cada punto de la zona de deformación por flexión sea ligeramente superior a la tensión de fluencia del material, permitiendo que toda la sección se encuentre en la zona de deformación plástica por tracción.
De este modo, la dirección tensión-deformación de las zonas interior y exterior es coherente y, tras la descarga, las tendencias al springback de las capas interior y exterior se compensan entre sí, reduciendo el springback.
Endurecimiento del ángulo interno.
La compresión se aplica desde el interior de la zona de plegado para eliminar el springback. Este método es más eficaz cuando hay dobleces simétricos a ambos lados de la chapa en una curva en forma de U.
Las curvas en forma de L producen a veces desviaciones dimensionales, por lo que este método no es adecuado para conformar productos que requieren a la vez resistencia y elasticidad.
Controlar la tensión residual.
Al embutir y conformar, añada formas convexas locales (protuberancias circulares) en la superficie de la herramienta y, a continuación, elimine la forma añadida en el proceso posterior para cambiar el equilibrio de la tensión residual en el material y eliminar el springback.
(4) Diseñe una distancia razonable entre los moldes.
Para el plegado en forma de U, el springback disminuye a medida que aumenta la profundidad de apertura del molde cóncavo y disminuye la holgura del molde. La holgura del molde debe mantenerse entre 110% y 115% del espesor de la chapa para obtener unos efectos óptimos de conformado y control del springback.
Para requisitos de precisión de plegado elevados, el valor de holgura de un solo lado del plegado puede ajustarse al grosor de la chapa, utilizando plegados ligeramente más finos para reducir el springback.
Tire de tecnología de plegado o moldes con holgura ajustable también pueden utilizarse para reducir el springback. Para el plegado en V, preste atención al control de la altura del molde cerrado.
(5) Elija una estructura de molde razonable.
Utilice moldes de curvar de caucho de poliuretano.
Los moldes de caucho de poliuretano pueden utilizarse para doblar piezas de trabajo con espacios en blanco delgados.
Dado que los moldes para curvar de caucho de poliuretano pueden transmitir uniformemente la presión en todas las direcciones y obtener un curvado sin huecos, la pieza curvada se ajusta firmemente a la superficie convexa del molde, colocando la pieza en un estado de tensión de compresión en tres direcciones. Puede incluso lograr un doblado similar al estirado, reduciendo el springback y logrando una alta calidad de doblado.
Utilizar moldes curvadores de cuña inclinada.
Los moldes de curvado de cuña inclinada utilizan el método de curvado de corrección por extrusión, que generalmente permite obtener piezas curvadas de mayor calidad.
Para piezas con elevados requisitos de precisión, el hombro del molde puede utilizarse para presionar longitudinalmente el extremo de la pieza doblada, lo que permite que tanto el lado interior como el exterior de la zona de deformación por doblado reciban tensión de compresión para reducir el springback.
Método de compensación.
En función de la dirección y la magnitud del springback de la pieza doblada, se puede controlar la forma geométrica y el tamaño de la pieza de trabajo del molde para compensar el springback tras el doblado. En el doblado de ángulo simple, el molde convexo se reduce en un ángulo de springback.
En el doblado de doble ángulo, se hace una inclinación igual al ángulo de springback en la pared del molde convexo para que se pueda hacer la compensación correspondiente para el ángulo de springback después del doblado, o la placa superior y la parte inferior del molde convexo se hacen en forma de arco para que la superficie curvada en la parte inferior de la pieza vuelva a ser recta después del springback, y se compense el springback en ambos lados.
La compensación del springback de chapa basada en la tecnología CAE también puede utilizarse para procesar el modelo matemático CAD después de la compensación del springback, lo que reduce el número de correcciones reales del rebote.