¿Cómo ayuda un proceso utilizado en la fabricación de aviones a que los componentes metálicos duren más? El shot peening, una técnica que consiste en bombardear superficies metálicas con pequeñas bolas esféricas, puede mejorar notablemente la resistencia a la fatiga y la precisión de las formas. Este artículo explora cinco métodos avanzados de shot peening, incluidas las técnicas de pretensado y digital, destacando sus ventajas y aplicaciones en la ingeniería moderna. Su lectura le permitirá comprender cómo estos innovadores procesos están revolucionando el trabajo del metal y prolongando la vida útil de componentes críticos.
El granallado es una técnica de conformado que utiliza un flujo de granalla de alta velocidad para golpear la superficie de una chapa metálica, provocando una deformación plástica en la superficie impactada y en el material metálico subyacente, haciendo así que la chapa se doble gradualmente hacia la superficie granallada, consiguiendo la forma deseada.
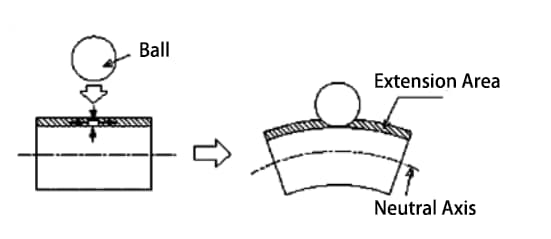
Diagrama de granallado:
Figura 1: Diagrama esquemático del principio de conformado por granallado
Las principales ventajas de la inyección granallado son:
(1) El proceso requiere un equipamiento sencillo sin necesidad de matriz de moldeo, lo que mantiene bajo el coste de fabricación de las piezas y proporciona una gran adaptabilidad al tamaño de las mismas.
(2) Dado que el shot peening forma tensiones residuales de compresión en las superficies superior e inferior de la pieza a lo largo de la dirección del espesor, puede mejorar la resistencia a la fatiga de la pieza durante el proceso de conformado.
(3) Puede formar piezas con curvaturas simples o dobles complejas.
En los últimos años, con las crecientes demandas de rendimiento aerodinámico general de los aviones modernos avanzados y el rápido desarrollo de la tecnología informática, se ha promovido enormemente la investigación y el desarrollo de la tecnología de granallado.
Esto ha llevado a la aparición de la tecnología de shot peening pretensado, la tecnología de shot peening digital y la nueva tecnología de refuerzo de shot peening, ampliando enormemente la capacidad de procesamiento y el rango de aplicación de la tecnología de shot peening.
I. Tecnología de granallado pretensado
Normalmente, las piezas están completamente libres antes del granallado. La deformación causada por el granallado está relacionada con la fuerza del granallado, la cobertura del granallado y el espesor de la pieza.
Los factores que afectan a la resistencia del shot peening incluyen principalmente parámetros relacionados con la granalla, como el material de la granalla, el estado del tratamiento térmico y el diámetro, así como parámetros relacionados con el equipo de shot peening, como la velocidad de la granalla y el ángulo de pulverización.
Los factores que afectan a la cobertura de granallado incluyen principalmente el tiempo de granallado y el propiedades del material de la pieza a granallar.
Por lo tanto, para un determinado equipo de shot peening y granalla, cuando se utiliza el shot peening de máxima cobertura para conformar piezas de materiales y espesores específicos, la deformación obtenida es cierta. Esta deformación refleja el límite de conformado por shot peening en las condiciones correspondientes.
El ala supercrítica es una característica importante de los aviones avanzados modernos.
Como una de las partes importantes que constituyen la forma del ala, el panel de pared integral tiene formas complejas de silla de montar y torsión en el exterior y protuberancias de refuerzo integral, marcos de boca, agujeros y hundimientos en el interior.
La aplicación de la estructura integral de costillas también está aumentando.
Para estas piezas, debido al pequeño límite de conformado del shot peening libre, es difícil cumplir la deformación requerida para la forma de la pieza. Como resultado, ha surgido la tecnología de shot peening pretensado.
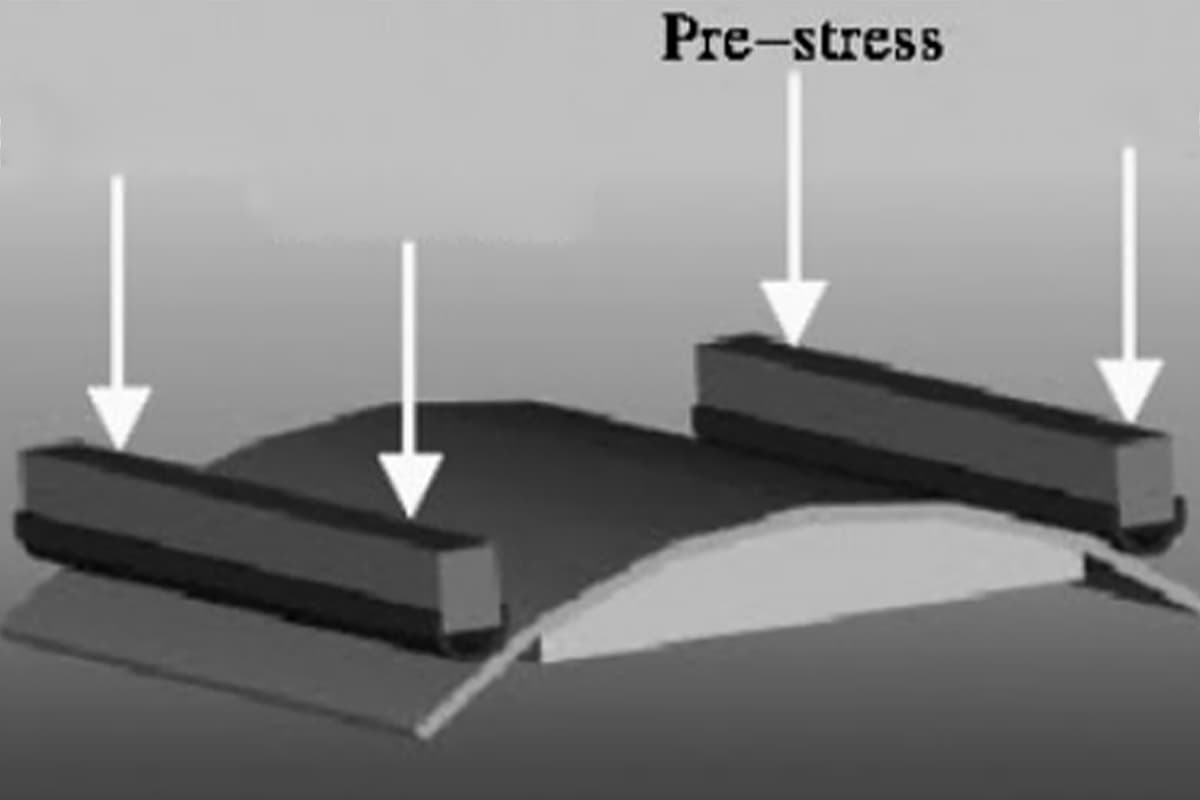
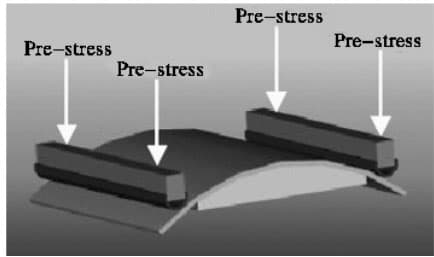
Diagrama del principio del shot peening pretensado:
Figura 2: Diagrama esquemático del principio de conformado por Shot Peening pretensado
Antes de granallar las piezas, se les aplica una carga predeterminada utilizando plantillas y dispositivos específicos, lo que provoca que las piezas sufran una deformación elástica inicial. A continuación, la superficie sometida a tensión se granalla granallado. Bajo las mismas condiciones de intensidad de granallado y cobertura, el límite de conformado del granallado pretensado es 2-3 veces mayor que el del granallado libre.
Al mismo tiempo, el shot peening de pretensado puede controlar eficazmente la deformación de flexión adicional a lo largo de la dirección del shot peening.
Actualmente, la tecnología de shot peening pretensado se aplica en la fabricación de paneles integrales de alas para aviones supercríticos.
La empresa canadiense R Company utiliza la tecnología de shot peening pretensado para evitar el impacto negativo en la vida a fatiga que supone doblar mecánicamente este tipo de piezas al fabricar los paneles integrales de las alas del avión 5B8BZU de Israel.
Por supuesto, para aplicar el pretensado a las piezas, es necesario diseñar y fabricar dispositivos de pretensado específicos. Estos dispositivos deben ser sencillos, ligeros, fáciles de manejar y deben coordinarse con el equipo de shot peening utilizado.
Por lo tanto, la tendencia de desarrollo de la tecnología de granallado pretensado será seguir investigando métodos de carga pretensada sencillos y viables, así como utilizar el análisis de elementos finitos para determinar con precisión el tamaño del pretensado aplicado, garantizando que las piezas estén completamente dentro del rango de deformación elástica bajo pretensado.
II. Tecnología de conformado por granallado digital
Granallado digital tecnología de conformado utiliza tecnología digital para analizar digitalmente la información geométrica de las piezas, seleccionar y optimizar los parámetros del proceso de conformado por granallado, simular y controlar el proceso de conformado por granallado, inspeccionar digitalmente la forma de las piezas conformadas y gestionar digitalmente los archivos y programas del proceso de conformado por granallado de las piezas.
Esta avanzada tecnología de conformado pretende describir las piezas y su proceso de conformado por granallado en forma de cantidades digitales y unificar los datos generados en cada etapa.
En cuanto a la tecnología digital de conformado por granallado, un ejemplo de aplicación con éxito es la tecnología automatizada de conformado por granallado propuesta por la empresa alemana P/ Company.
Además, como parte esencial de la tecnología digital, la tecnología de simulación numérica del proceso de conformado por granallado también ha alcanzado un desarrollo significativo.
La implantación de la tecnología automatizada de conformado por granallado se divide en tres etapas: etapa de diseño conceptual y análisis, etapa de desarrollo previo a la producción y etapa de producción.
Durante la etapa de diseño conceptual y análisis, se analiza y evalúa principalmente el modelo numérico 2+O de las piezas para determinar la conformabilidad por granallado, y se formulan el plan inicial del proceso de conformado por granallado y los parámetros del proceso de conformado, teniendo en cuenta la situación del equipo y del personal del usuario.
En la fase de preproducción, el proceso se optimiza mediante ensayos de conformado por shot peening en piezas de prueba, generando los archivos y programas de control de procesos pertinentes, y se realizan las actualizaciones y ajustes necesarios en los equipos del usuario. Además, en esta fase, pueden realizarse simultáneamente cambios y mejoras en el diseño de la pieza.
En la fase de producción, la automatización del conformado por granallado puede realizarse invocando los programas de control preestablecidos para las piezas, al tiempo que se lleva a cabo la formación técnica del personal pertinente.
Después de establecer un sistema automatizado de tecnología de conformado por shot peening en las instalaciones del usuario durante esta etapa, el desarrollo de nuevos productos en el futuro sólo requiere una programación fuera de línea y, a continuación, los datos y programas pertinentes pueden transferirse al equipo del usuario para su ensayo y producción.
La tecnología de shot peening automatizado incluye principalmente aspectos de hardware y software. El aspecto de hardware requiere un dispositivo de shot peening de control numérico de múltiples coordenadas con control programable.
El aspecto del software requiere tecnología de base de datos de procesos de conformado por shot peening, tecnología de análisis de simulación, tecnología de medición digital, tecnología de visualización virtual y una gran experiencia práctica para formular rápidamente una ruta de proceso razonable y correcta.
Las ventajas de la tecnología automatizada de conformado por shot peening son muy evidentes. Los usuarios no necesitan realizar ninguna programación ni prueba; el operario solo tiene que pulsar el botón de arranque y el equipo completará automáticamente las demás tareas preestablecidas en el programa de piezas.
Figura 3: El panel de pared integral del depósito de combustible del cohete Ariane 5 formado por granallado automático.
En los últimos años, han surgido algunos nuevos métodos de shot peening que difieren de las técnicas de shot peening tradicionales. Entre ellos, el desarrollo y la aplicación del shot peening de doble cara, el shot peening por láser, el shot peening por ultrasonidos y el shot peening por agua a alta presión han recibido gran atención y preocupación.
III. Técnica de granallado de doble cara
La técnica de shot peening de doble cara fue propuesta por primera vez en 2002 por R.KOPP, de la Universidad Tecnológica de Aquisgrán (Alemania). El principio básico consiste en utilizar proyectiles de diferentes tamaños para granallar simultáneamente las superficies superior e inferior de una pieza a diferentes velocidades, mejorando así las capacidades y la eficiencia del shot peening.
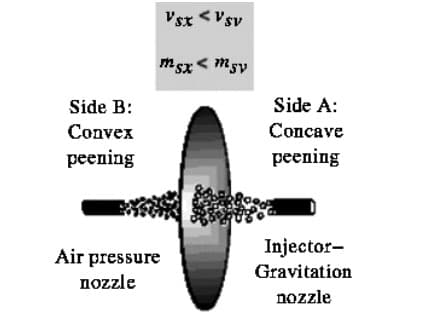
Como se muestra en la siguiente figura:
Figura 4: Diagrama del principio básico del shot peening de doble cara
El método permite conseguir un radio de curvatura tan pequeño como 1000 mm. La tecnología de conformado por shot peening de doble cara plantea grandes exigencias a los equipos de shot peening. No sólo tiene que tener la función de proyectar simultáneamente granalla de diferentes tamaños, sino que también requiere una fuerte adaptación y control de la velocidad y el flujo de dos tamaños de granalla para lograr los resultados esperados.
IV. Tecnología de conformado por granallado láser
La tecnología de conformado por granallado láser se propuso por primera vez hacia 1965. El principio básico consiste en utilizar rayos láser de alta frecuencia, alta potencia y pulsos cortos para incidir en la superficie de la pieza recubierta con un material de ablación semitransparente colocado en agua laminar.
El pulso láser atraviesa el agua laminar y es absorbido por la capa de ablación, creando una nube de plasma en el agua laminar. En 10ns~100ns, el plasma se expande rápidamente sobre la superficie de la pieza, generando una presión de 1Gp~10Gp y formando una onda de choque plana, provocando así una deformación plástica en la superficie de la pieza.
Comparado con el granallado tradicional, el granallado láser genera mayores tensión residual y el área de distribución de la tensión residual es 3~5 veces más profunda que la del shot peening tradicional.
Por lo tanto, el granallado láser se utiliza para reforzar la superficie de las piezas metálicas. El endurecimiento por choque láser puede mejorar en gran medida la resistencia a la fatiga y la resistencia a la corrosión bajo tensión de las piezas. Cuando se utiliza para conformar piezas de paredes finas, puede lograr una mayor capacidad de deformación que el shot peening tradicional.
V. Tecnología de conformado por granallado ultrasónico
El shot peening ultrasónico utiliza principalmente ondas ultrasónicas para inducir vibraciones mecánicas en las granallas, impulsando así las granallas para realizar el tratamiento de shot peening en la pieza.
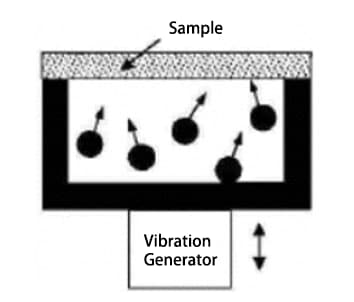
El principio básico es el siguiente:
Figura 5: Principios básicos del granallado ultrasónico
El shot peening ultrasónico no sólo utiliza granalla de acero como medio de granallado, sino también agujas de pulverización con diferentes radios de curvatura en sus extremos.
La ventaja del shot peening ultrasónico es que puede conseguir una capa de tensión residual más profunda que el shot peening tradicional, y el valor de la tensión residual también es mayor, mientras que el rugosidad superficial es mejor que la del granallado tradicional.
SONATS, una empresa francesa, empezó a investigar esta tecnología en 1996 y ahora ha desarrollado un conjunto de tecnología de granallado por ultrasonidos y el correspondiente equipo de granallado por ultrasonidos, que se utiliza ampliamente en las industrias aeroespacial, naval y automovilística.
VI. Desarrollo de la tecnología de granallado
El conformado por granallado también tiene limitaciones obvias, como la tendencia a la deformación esférica, la deformación limitada, las estrictas condiciones de restricción y numerosos factores de influencia.
Sin embargo, las excelentes características del conformado por shot peening hacen que la gente busque constantemente nuevas formas y métodos para superar sus limitaciones, explore continuamente el potencial inherente de la tecnología de conformado por shot peening y satisfaga continuamente los requisitos de conformado y rendimiento especial de componentes cada vez más exigentes, representados por los paneles integrales metálicos de alas complejas de aviones de tamaño grande y mediano.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo consiguen las industrias ese acabado perfecto en las piezas metálicas? Este blog explora el fascinante mundo del granallado y el chorreado de arena. Aprenderá cómo estos procesos...
¿Por qué es tan importante elegir el material adecuado para los engranajes? La selección de los materiales adecuados garantiza que los engranajes satisfagan exigencias como la resistencia al desgaste, la durabilidad y la eficacia. En este artículo se analizan varios materiales de engranajes,...
¿Qué tipo de preguntas pueden ayudarle a superar una entrevista de ingeniería mecánica? Este artículo analiza las 20 mejores preguntas que ponen a prueba diversos aspectos de la ingeniería mecánica, desde los sistemas de transmisión...
¿Alguna vez se ha maravillado de la versatilidad de los muelles en ingeniería mecánica? Desde las suspensiones de los automóviles hasta los instrumentos de precisión, estos héroes anónimos desempeñan un papel crucial. En esta entrada del blog...
¿Se ha preguntado alguna vez cómo se fabrican las intrincadas piezas de su coche? Este artículo desvela el fascinante mundo de la fundición de automóviles, detallando las avanzadas tecnologías y métodos que dan forma...
Este artículo se sumerge en el fascinante mundo de la producción de piezas de fundición, revelando el proceso paso a paso que convierte las materias primas en componentes esenciales. Conozca las técnicas, los materiales y los controles de calidad implicados,...
¿Se ha preguntado alguna vez cómo el acero pasa de una superficie mate y oxidada a un acabado brillante y prístino? El decapado del acero es el proceso clave de esta extraordinaria metamorfosis. En este artículo...
¿Alguna vez se ha preguntado cómo se consigue el elegante acabado de su smartphone o la brillante superficie de su portátil? Este artículo explora el fascinante mundo de las superficies de aleación de aluminio...
¿Alguna vez se ha preguntado por qué las piezas metálicas se rompen de repente sin previo aviso? Este artículo explora el fascinante mundo de la fatiga y la fractura de los metales. Aprenderá cómo la tensión repetida puede provocar...