¿Alguna vez se ha preguntado cómo una simple bobina de metal puede hacer funcionar un reloj, amortiguar un viaje en coche o incluso medir la fuerza? Este artículo explora el fascinante mundo de los muelles, sus tipos, usos y los materiales que los hacen tan versátiles. Prepárese para descubrir los secretos de estos componentes esenciales en la industria mecánica y electrónica.
Los muelles se utilizan mucho en la industria mecánica y electrónica por sus propiedades elásticas.
Cuando un muelle se somete a una carga, sufre una importante deformación elástica, transformando el trabajo mecánico o la energía cinética en energía de deformación almacenada.
Al descargarse, el muelle vuelve a su estado original, y la energía de deformación almacenada se convierte de nuevo en trabajo mecánico o energía cinética.
La relación entre la carga del muelle y su deformación se denomina rigidez del muelle. Cuanto mayor sea la rigidez, más rígido será el muelle.
1. Función del muelle
Las funciones de los muelles incluyen:
Amortiguación y amortiguación, como los muelles amortiguadores utilizados en las suspensiones de coches y trenes, y diversos sistemas de amortiguación.
Controlar el movimiento de los mecanismos, como los muelles de las válvulas en los motores de combustión interna y los muelles de control en los embragues.
Almacenamiento y liberación de energía, como los muelles de los relojes y los resortes de los cerrojos de las armas.
Medición de la fuerza, como los resortes en balanzas de resorte y dinamómetros.
2. Clasificación de los muelles
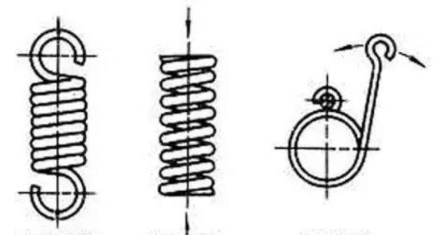
Los muelles pueden clasificarse, en función de su naturaleza de tensión, en cuatro tipos: muelles de tracción, muelles de compresión, muelles de torsión y muelles de flexión.
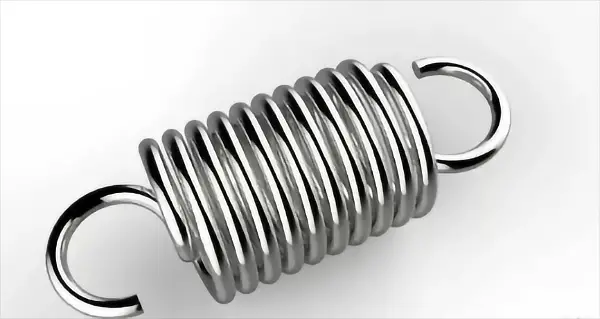
Un muelle de tracción es un tipo de muelle helicoidal que experimenta una tensión axial.
Estos muelles suelen estar fabricados con materiales de sección circular.
Cuando no están sometidas a carga, las espiras de un muelle de tracción suelen estar firmemente enrolladas, sin espacios entre ellas.
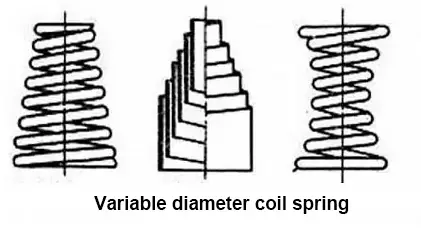
Un muelle de compresión es un tipo de muelle helicoidal diseñado para soportar fuerzas de compresión.
La sección transversal de los muelles de compresión suele ser circular, pero también pueden fabricarse con acero rectangular o multifilar.
Estos muelles suelen tener el mismo paso y hay un pequeño espacio entre las espiras.
Cuando se somete a una carga externa, el muelle de compresión se comprime, se deforma y almacena energía en su deformación.
Los muelles de torsión son un tipo de muelle helicoidal.
Son capaces de almacenar y liberar energía angular, o de mantener un dispositivo en una posición estática mediante la rotación del brazo de fuerza alrededor del eje central del cuerpo del muelle.
Los extremos de un muelle de torsión se fijan a otros componentes y, cuando éstos giran alrededor del centro del muelle, éste tira de ellos para devolverlos a su posición original, generando un par o fuerza de rotación.
Además de la tipos de muellesTambién existen dos tipos no convencionales: los muelles neumáticos y los muelles de nanotubos de carbono.
Un muelle neumático es un no metálico Muelle que utiliza la compresibilidad del aire para crear un efecto elástico mediante la adición de aire a presión en un recipiente flexible cerrado.
Cuando se utilizan en sistemas de suspensión de vehículos de alta gama, los amortiguadores neumáticos mejoran enormemente el confort de marcha, por lo que son muy utilizados en automóviles y locomotoras de ferrocarril.
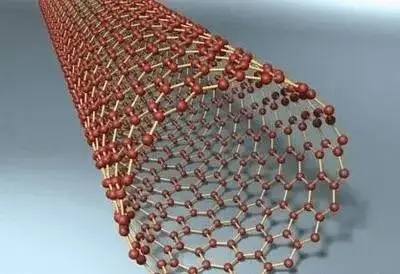
Un muelle de nanotubos de carbono se crea mediante tecnología de hilado, empezando por la preparación de una película de nanotubos de carbono.
Con un diámetro de cientos de micras y una longitud de unos pocos centímetros, los muelles de nanotubos de carbono tienen numerosas aplicaciones potenciales, como conductores retráctiles, electrodos flexibles, microsensores de tensión, supercondensadores, circuitos integrados, células solares, fuentes de emisión de campo, fibras de disipación de energía, etcétera. También se espera que se utilicen en dispositivos médicos, como vendajes sensores de tensión.
3. Material del muelle y tensión admisible
Durante su funcionamiento, los muelles se ven sometidos a menudo a cargas alternas y de impacto, y deben sufrir importantes deformaciones. En consecuencia, el material utilizado para fabricar muelles debe tener una alta resistencia a la tracción, límite elástico y resistencia a la fatiga.
Además, el proceso de fabricación debe dar como resultado una templabilidad suficiente, resistencia a la descarburizacióny una buena calidad superficial.
Materiales habituales de los muelles y esfuerzo cortante admisible
Ciencia de los materiales
Véase el esfuerzo cortante [τ] / MP para más detalles
Los muelles pueden clasificarse en tres categorías en función del número de ciclos que sufren bajo carga: Tipo I, con n > 106Tipo II, con n = 103 ~ 105 y bajo carga de impacto; y Tipo III, con n < 103.
La tensión admisible para los muelles de tracción con grillete es de 80% del valor indicado en la tabla. Si el muelle se somete a un fuerte tratamiento de presión, su tensión admisible puede aumentar en 20%.
El acero para muelles con cable de carbono se divide en cuatro grupos en función de sus propiedades mecánicas: el Grupo 1 tiene la mayor resistencia a la tracción, el Grupo II ocupa el segundo lugar, el Grupo III tiene la menor y el Grupo IV tiene la misma resistencia a la tracción que el Grupo II pero mejor plasticidad.
El Sb del alambre de acero para muelles con cable de carbono puede consultarse en la tabla.
Resistencia del alambre de acero al carbono para muelles
Código
MP
Grupo I
Grupo II
Grupo III
Diámetro del hilo d / Mn
0.2
2700
2250
1750
0.3
2700
2250
1750
0.5
2650
2200
1700
0.8
2600
2150
1700
1
2500
2050
1650
1.5
2200
1850
1450
2
2000
1800
1400
2.5
1800
1650
1300
3
1700
1650
1300
3.6
1650
1550
1200
4
1600
1500
1150
4.5
1500
1400
1150
5
1500
1400
1100
5.6
1450
1350
6
1450
1350
1050
7
1250
1000
8
1250
1000
4. Fabricación de muelles
El proceso de fabricación de un muelle helicoidal incluye el laminado, la creación de ganchos o la terminación de los anillos de las caras frontales, el tratamiento térmico y las pruebas de rendimiento.
En la producción a gran escala, los muelles se enrollan con una enrolladora automática universal. Para las piezas individuales o la producción de pequeños lotes, se elaboran con un torno tradicional o a mano. Cuando el diámetro del alambre del muelle es de 8 mm o menos, se suele utilizar un método de enrollado en frío.
Es necesario un tratamiento térmico antes del bobinado y un revenido a baja temperatura después del bobinado. Cuando el diámetro es superior a 8 mm, debe emplearse un método de enrollado en caliente (con temperaturas que oscilan entre 800°C y 1000°C). Después del enrollado en caliente, el muelle debe ser templado y revenido a temperaturas medias.
Una vez formado el muelle, debe realizarse una inspección de la calidad de la superficie para asegurarse de que es lisa y no presenta defectos como cicatrices, descarburizacióny otras imperfecciones. Los muelles que vayan a estar sometidos a cargas variables también deben someterse a tratamiento superficialcomo el granallado, para mejorar su vida útil a la fatiga.
5. Estructura final del muelle
El número efectivo de vueltas N que participan en la deformación del muelle de compresión es crucial para garantizar que el muelle trabaje uniformemente y que su línea central sea perpendicular a la cara extrema.
Para conseguirlo, en ambos extremos del muelle hay giros de 3/4 a 7/4 que desempeñan una función de apoyo tenso, conocidos como círculos muertos o anillos de apoyo. Estas vueltas no participan en la deformación durante el trabajo.
El muelle de tracción está equipado con un gancho en su extremo para su instalación y carga, y existen cuatro tipos comunes de estructuras finales: grillete semicircular, grillete circular, gancho ajustable y gancho giratorio.
Los grilletes semicirculares y circulares son fáciles de fabricar y muy utilizados, pero debido a la elevada tensión de flexión en la transición del gancho, sólo son adecuados para muelles con un diámetro de alambre de muelle d ≤ 10 mm. En cambio, los ganchos ajustables y giratorios están sometidos a buenas condiciones de tensión y pueden girarse a cualquier posición para facilitar su instalación.
6. Cálculo de la tensión del muelle
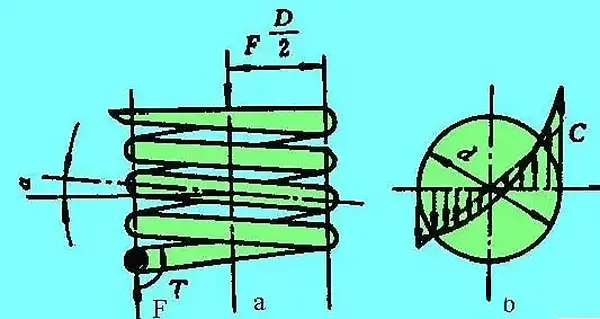
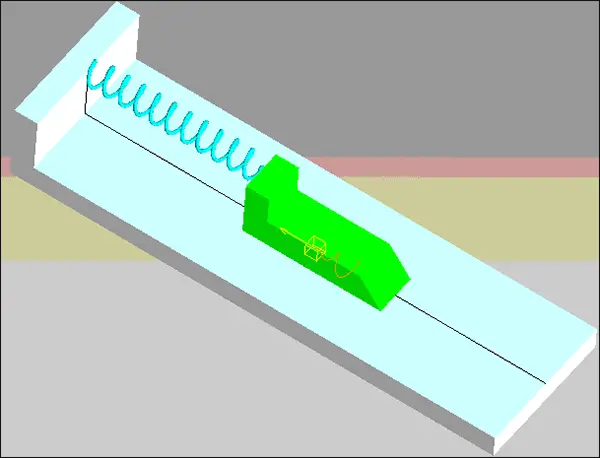
Análisis de tensiones en muelles de compresión
La Fig. (a) muestra el muelle de compresión helicoidal cilíndrico, que soporta la carga axial de trabajo F.
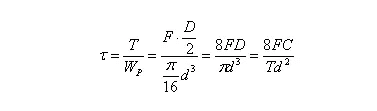
El análisis por el método de la sección revela que la sección de alambre de resorte está sometida tanto a una fuerza cortante F como a un par de torsión T, que es igual a F por D dividido por 2. El par de torsión da lugar a un esfuerzo cortante, que puede calcularse como sigue:
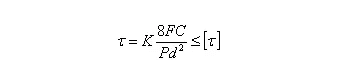
Si tenemos en cuenta el impacto del esfuerzo cortante generado por la fuerza cortante F y la curvatura en espiral del alambre del muelle, el esfuerzo cortante máximo t puede encontrarse en la cara interna del muelle, como se representa en la figura (b). Su valor y condiciones de resistencia son los siguientes
Dónde,
C - relación de bobinado,
C = D / D, que puede seleccionarse según la tabla 1
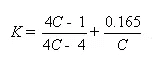
K - coeficiente de curvatura del muelle,
K también se puede encontrar directamente en la tabla 2.
De la tabla se desprende que cuanto mayor sea C, menor será la influencia de K sobre T;
F - carga de trabajo del muelle, N;
D - diámetro de paso del muelle, mm;
D - diámetro del material mm.
Tabla 1 valores recomendados de la relación de bobinado
Diámetro del alambre de acero D
0.2~0.6
0.5~1
1.1~2.2
2.5~6
7~16
18~50
C=D/d
7~14
5~12
5~10
4~9
4~8
4~6
Cuadro 2 coeficiente de curvatura K
Relación de bobinado C
4
5
6
7
8
9
10
12
14
K
1.4
1.31
1.25
1.21
1.18
1.16
1.14
1.2
1.1
En la ecuación 1, la fórmula para calcular el diámetro del alambre de acero para muelles según la condición de resistencia puede obtenerse sustituyendo f por la carga máxima de trabajo F2 del muelle:
El método para calcular la resistencia de un muelle de tracción es idéntico al de un muelle de compresión.
7. El muelle no está en su sitio y la razón del fallo
En la práctica, es frecuente encontrar situaciones en las que el muelle no puede empujar el objeto en movimiento hasta la posición designada, lo que provoca que la longitud libre calculada del muelle se acorte.
La causa de este problema es la falta de un tratamiento inicial de compresión, que consiste en comprimir el muelle hasta su altura de compresión o de apriete empleando una cantidad significativa de fuerza (si es necesario), y luego soltarlo para que vuelva a su longitud libre original.
La cantidad en que el muelle se ha acortado se denomina "contracción inicial por compresión".
Normalmente, tras ser sometido a compresión entre 3 y 6 veces, la longitud del muelle dejará de acortarse y se habrá "asentado en su posición".
Es importante señalar que, tras sufrir la compresión inicial, el muelle se deforma permanentemente.
8. Precauciones de primavera
En aplicaciones prácticas, un muelle de compresión debe ser capaz de mantener su longitud de trabajo aunque esté sometido a fuerzas que superen el límite elástico de su material.
Como resultado, la longitud del muelle acabado debe ser igual a la longitud calculada del muelle más la contracción inicial por compresión. Esto evitará que el muelle no esté en su sitio y reducirá el riesgo de tensiones peligrosas cuando las espiras del muelle se aprieten entre sí, lo que provocaría una desviación anormal del muelle.
Durante el tratamiento térmico del muelle acabado, en particular el proceso de temple y revenido, es fundamental colocar la pieza en posición horizontal (tumbada) en el horno para evitar que el muelle se acorte debido a su propio peso, lo que podría provocar un funcionamiento incorrecto.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Imagine desbloquear la precisión de las máquinas herramienta con una simple superficie de cristal. Las escalas de rejilla lineal hacen precisamente eso, transformar líneas finas en mediciones de gran precisión. Este artículo explora cómo estas...
¿Alguna vez se ha preguntado cómo se suavizan los bordes afilados de las piezas metálicas? Este proceso, conocido como biselado, transforma las esquinas peligrosas y dentadas en superficies angulosas más seguras. En este artículo...
¿Alguna vez se ha preguntado qué marcas de rodamientos son las mejores del mundo? En esta entrada del blog, exploraremos los principales fabricantes de rodamientos conocidos por su excepcional calidad, innovación y...
¿Se ha preguntado alguna vez quién mueve el mundo entre bastidores? En esta entrada del blog, nos adentraremos en los principales fabricantes de generadores que mantienen la luz encendida...
¿Es usted un aspirante a ingeniero mecánico que busca sobresalir en su campo? En esta entrada del blog, exploraremos los 10 programas de diseño de ingeniería mecánica más...
¿Alguna vez se ha preguntado cómo se garantiza la integridad de las tuercas y tornillos soldados de su coche? Este artículo revela el meticuloso proceso de comprobaciones e inspecciones de calidad que mantienen su vehículo...
¿Se ha preguntado alguna vez qué hace que un motor eléctrico funcione sin sobrecalentarse? Conocer las temperaturas de funcionamiento seguras de los motores es crucial para su longevidad y rendimiento. En este artículo,...
¿Alguna vez se ha preguntado por el fascinante mundo de la fundición? Este antiguo proceso de fabricación, en constante evolución, da forma a nuestra vida cotidiana de innumerables maneras. En esta entrada del blog, exploraremos la...
¿Alguna vez se ha preguntado cómo funcionan los engranajes de su coche o su avión? Este artículo desvela los principales fabricantes de engranajes que están dando forma al futuro de la ingeniería mecánica. Aprenderá...