Doblado de chapa de acero inoxidable: Estrategias para vencer el springback
¿Se ha enfrentado alguna vez a los retos del curvado de chapas de acero inoxidable? Este artículo desvela las complejidades del doblado de acero inoxidable, desde la fuerza necesaria hasta el impacto del retorno elástico. Aprenda las técnicas y consejos clave para dominar este proceso metalúrgico esencial.
I. Puntos clave del curvado de chapas de acero inoxidable
Debido a su elevado límite elástico, dureza y destacado efecto de trabajo en frío, el doblado de chapa de acero inoxidable presenta las siguientes características:
Debido a su menor conductividad térmica en comparación con el acero normal con bajo contenido en carbono, tiene un menor índice de alargamiento y requiere una mayor fuerza de deformación.
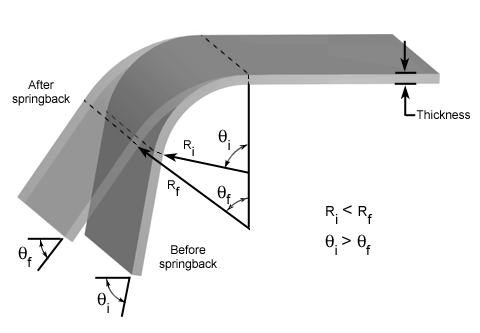
Las chapas de acero inoxidable tienen mayor tendencia a rebotar al doblarse que las de acero al carbono.
El porcentaje de alargamiento del acero inoxidable chapa de acero es inferior a la del acero al carbono, lo que provoca un mayor ángulo de flexión de la pieza (R) o la posibilidad de que se produzcan grietas.
Dada la elevada dureza del acero inoxidable placa, que presenta un importante endurecimiento por trabajo en frío, debe elegirse una matriz de punzón de acero para herramientas, con una dureza superior a 60 HRC tras el tratamiento térmico. La dirección rugosidad superficial de las herramientas de doblado será superior a la de las herramientas de doblado de acero al carbono.
De acuerdo con las características anteriores, en términos generales:
Con el mismo tamaño de unidad, cuanto más gruesa sea la placa, más fuerza de flexión es necesario. La fuerza de flexión aumenta a medida que aumenta el espesor de la placa.
Con el mismo tamaño unitario, cuanto mayor sea la resistencia a la tracción, menor será el índice de alargamiento, mayor será la fuerza de flexión necesaria y mayor deberá ser el ángulo de flexión.
Al diseñar el espesor de la placa en relación con el radio de curvatura, según la experiencia, el tamaño desplegado de la pieza con una curva debe calcularse sumando los dos lados en ángulo recto y restando después dos grosores. De este modo se cumplirá plenamente el requisito de precisión del diseño. El uso de una fórmula empírica para calcular la cantidad puede simplificar el proceso de cálculo y mejorar en gran medida la eficiencia de la producción.
Cuanto mayor sea el límite elástico del material, mayor será el Volver. Por lo tanto, el ángulo de la matriz del punzón para la pieza doblada a 90 grados debe ser menor.
En comparación con el acero al carbono, para el mismo espesor de acero inoxidable, el ángulo de flexión es mayor. Es importante prestar especial atención a este punto, ya que pueden aparecer grietas de flexión que afecten a la resistencia de la pieza.
II. El resorte del acero inoxidable
El fenómeno del retorno elástico en el acero inoxidable plantea importantes retos en los procesos de conformado de metales, atribuibles a varios factores clave:
Dureza del material: Existe una correlación directa entre la dureza del material y la magnitud del retorno elástico. Por ejemplo, al trabajar con acero inoxidable 301-EH (extraduro), se observó un retroceso elástico de aproximadamente 14 grados. Este alto grado de retroceso se debe al aumento del límite elástico del material y a sus características de endurecimiento por deformación.
Relación entre el radio de curvatura y el espesor del material: A medida que aumenta esta relación, también lo hace el efecto de resorte. Esta relación se rige por el momento flector y la distribución de la tensión a través del espesor del material durante el conformado.
Composición de la aleación: Los diferentes grados de acero inoxidable muestran diferentes comportamientos de retroceso elástico. Por ejemplo, el SUS301 suele mostrar un mayor retroceso elástico que el SUS304. En condiciones de conformado idénticas, el SUS304 puede mostrar aproximadamente 2 grados menos de retroceso elástico que el SUS301. Esta diferencia se atribuye a las variaciones en su composición química y microestructura, en particular al mayor contenido de carbono y nitrógeno del 301, que aumenta su velocidad de endurecimiento por deformación.
Origen geográfico: Curiosamente, el acero inoxidable 301 producido en Japón tiende a mostrar un mayor retroceso elástico que su homólogo taiwanés. Es probable que esta variación se deba a sutiles diferencias en los elementos de aleación, las técnicas de procesado o las normas de control de calidad entre fabricantes.
Metodología de conformado: Los procesos de conformado de un solo paso suelen dar lugar a una mayor recuperación elástica en comparación con los enfoques de conformado de varios pasos. Esto se debe a que los procesos de varios pasos permiten la redistribución de la tensión y la deformación plástica gradual, lo que reduce la recuperación elástica global.
Para hacer frente a estos retos, es fundamental adoptar un enfoque iterativo en el diseño y ajuste del molde. Después de cada prueba de conformado, el molde debe revisarse para tener en cuenta el retorno elástico angular y radial. Este proceso requiere una estrecha colaboración entre técnicos cualificados e ingenieros de diseño para aplicar eficazmente las modificaciones necesarias.
En la práctica, el procesamiento de lotes de aproximadamente 5 piezas a la vez permite realizar iteraciones y ajustes rápidos. La eficacia de este proceso depende en gran medida de los conocimientos y la experiencia del técnico en el conformado de acero inoxidable.
Para optimizar aún más el proceso de conformado y mitigar el spring back:
Considere la posibilidad de utilizar simulaciones de ingeniería asistida por ordenador (CAE) para predecir el comportamiento del retorno elástico antes de crear prototipos físicos.
Explore técnicas de conformado avanzadas, como el conformado en caliente o el conformado a alta velocidad, que pueden reducir el spring back en determinadas aplicaciones.
Aplicar medidas precisas de control de procesos, incluidas propiedades de material consistentes, distribución uniforme de la temperatura y aplicación precisa de la fuerza durante el conformado.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Se ha preguntado alguna vez por qué a veces el acero se agrieta durante el plegado? En este artículo exploramos el fascinante mundo de la tecnología del plegado del acero y descubrimos las razones de defectos tan comunes como...
¿Alguna vez se ha preguntado cómo calcular con precisión la fuerza de flexión necesaria para la fabricación de chapas metálicas? En esta interesante entrada del blog, exploraremos los entresijos del cálculo de la fuerza de flexión,...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
En esta entrada del blog, exploraremos el fascinante mundo de la flexión por aire y los diagramas de fuerzas que la hacen posible. Acompáñanos mientras profundizamos en la ciencia que hay detrás de este...
¡Atención a todos los fabricantes y diseñadores de chapas metálicas! ¿Le cuesta determinar el radio de curvatura óptimo para sus proyectos? No busque más. En esta entrada del blog,...
¿Alguna vez se ha preguntado por el arte y la ciencia que hay detrás de dar forma compleja a las chapas metálicas? En esta cautivadora entrada del blog, nos adentramos en el fascinante mundo de la chapa...
Imagine doblar chapa metálica sin dejar ni una sola marca o arañazo. En este artículo, exploramos técnicas innovadoras para el plegado de chapa metálica sin marcas, abordando retos como la fricción, la dureza del material y...
¿Se ha preguntado alguna vez cómo se doblan las piezas metálicas para darles distintas formas? En este fascinante artículo, nos adentraremos en el arte y la ciencia del doblado en la estampación metálica. Nuestro experto...