Tabla de Tolerancias de Rectitud y Paralelismo: Una guía completa para maquinistas e ingenieros
¿Hasta qué punto es crucial la precisión en ingeniería? Para maquinistas e ingenieros, es esencial comprender las tolerancias de rectitud y paralelismo. Este artículo se sumerge en las tablas de tolerancia, explicando conceptos generales y específicos de tolerancia y proporcionando tablas detalladas para diversos grados y dimensiones. Los lectores aprenderán a aplicar estas normas para garantizar la calidad y precisión de los componentes mecanizados y soldados. Tanto si se trata de dimensiones lineales como de desviaciones angulares, esta completa guía le dotará de los conocimientos necesarios para mantener altos estándares en su trabajo.
1.1. La tolerancia general se refiere a la tolerancia que puede garantizarse en condiciones normales de taller. Para las cotas con tolerancias generales, no es necesario anotar sus valores límite de desviación después de la cota. En su lugar, debe explicarse en el dibujo, los requisitos técnicos o los documentos técnicos (como las normas de la empresa), etc.
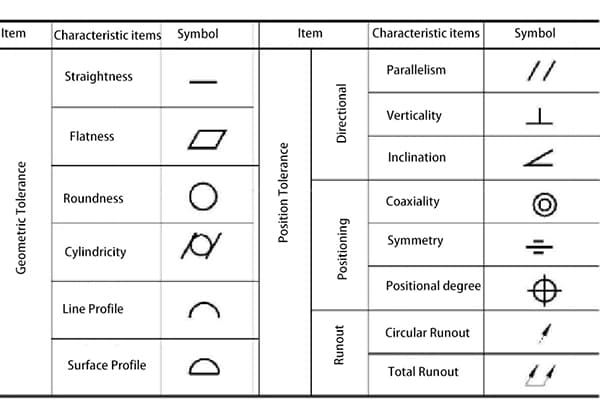
1.2. Las tolerancias generales pueden aplicarse a elementos geométricos tales como dimensiones lineales, dimensiones angulares, forma y posición.
2. Grados de tolerancia y valores límite de desviación para Corte de metales Piezas mecanizadas y piezas estampadas (extracto de GB/T 1804-2000)
2.1. Tabla de grados de tolerancia y valores límite de desviación
Tabla 1 - Valores límite de desviación para dimensiones lineales (mm)
Grados de tolerancia:
Segmentación dimensional básica
0.5-3
>3-6
>6-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
Precisión f
±0.05
±0.05
±0.1
±0.15
±0.2
±0.3
±0.5
-
Medio m
±0.1
±0.1
±0.2
±0.3
±0.5
±0.8
±1.2
±2
Rough c
±0.2
±0.3
±0.5
±0.8
±1.2
±2
±3
±4
Más grueso v
-
±0.5
±1
±1.5
±2.5
±4
±6
±8
Tabla 2 - Valores límite de desviación para las dimensiones de radios de redondeo y alturas de chaflán (mm)
Grados de tolerancia:
Segmentación dimensional básica
0.5-3
>3-6
>6-30
>30
Precisión f
±0.2
±0.5
±1
±2
Medio m
Rough c
±0.4
±1
±2
±4
Más grueso v
Tabla 3 - Valores límite de desviación para las dimensiones angulares (mm)
Grados de tolerancia:
Segmentación dimensional básica
-10
>10-50
>50-120
>120-400
>400
Precisión f
±1°
±30′
±20′
±10′
±5′
Medio m
Rough c
±1°30′
±1°
±30′
±15′
±10′
Más grueso v
±3°
±2°
±1°
±30′
±20′
2.2. Estilo de notación: Por ejemplo, cuando se selecciona el grado medio, se marcará como GB/T 1804-m. Nuestra empresa generalmente selecciona el nivel m y no necesita ser marcado. Otros niveles de precisión deben ser marcados en el dibujo.
3. Tolerancia general de tamaño y tolerancia posicional para estructuras soldadas (extracto de GB/T 19804-2005)
3.1. Dimensiones longitudinales.
Los valores límite de desviación para las dimensiones longitudinales que figuran en la tabla 4 son aplicables a las dimensiones longitudinales de las piezas soldadas y los componentes soldados, como las dimensiones exteriores, las dimensiones interiores, las dimensiones de paso, la anchura y la distancia entre centros dimensiones, etc. Nuestra empresa suele seleccionar el Grado A y no es necesario marcarlo. Otros niveles de precisión deben marcarse en el dibujo.
Tabla 4 - Tolerancias de las dimensiones lineales (mm)
Grado de tolerancia
Dimensión nominal
2-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
A
±1
±1
±1
±2
±3
±4
±5
±6
±7
±8
±9
B
±2
±2
±3
±4
±6
±8
±10
±12
±14
±16
C
±3
±4
±6
±8
±11
±14
±18
±21
±24
±27
D
±4
±7
±9
±12
±16
±21
±27
±32
±36
±40
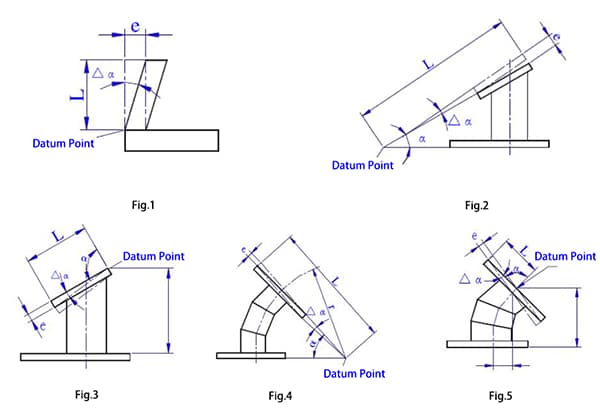
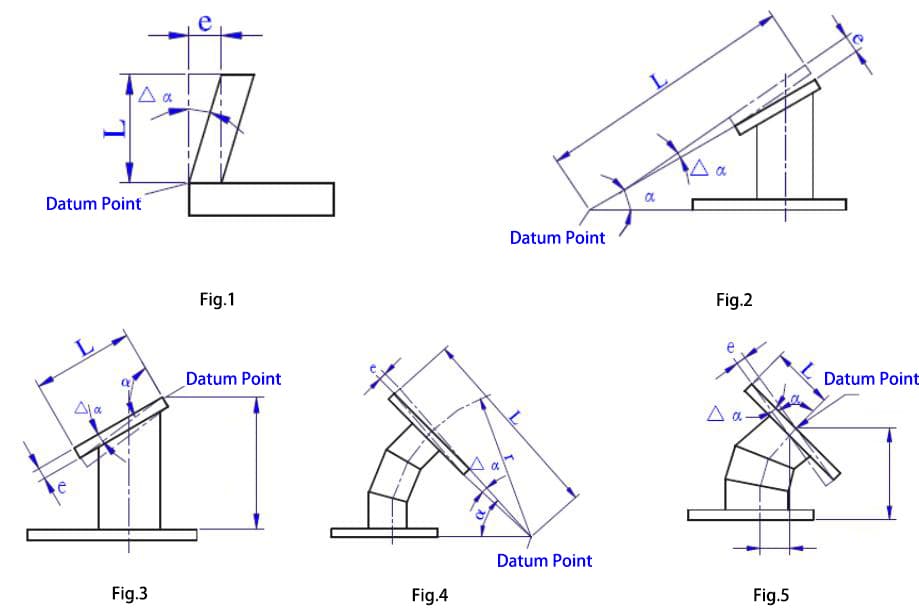
3.2. Tolerancia de las dimensiones angulares
La desviación límite del ángulo se ajusta a la Tabla 5. La dimensión nominal de la desviación del ángulo se basa en el borde corto como borde de referencia, y su longitud se calcula a partir del punto de referencia indicado en el dibujo, como se muestra en la Figura 1 a la Figura 5.
Si el ángulo no está anotado en el dibujo, sino sólo la dimensión longitudinal, la desviación admisible debe indicarse en mm/m.
Nuestra empresa suele seleccionar el Grado A y no es necesario marcarlo. Otros niveles de precisión deben marcarse en el dibujo.
Tabla 5 - Tolerancia de la dimensión del ángulo
Grado de tolerancia
Dimensión nominal
0-400
>400-1000
>1000
0-400
>400-1000
>1000
Tolerancia expresada en ángulo Δα(°)
Tolerancia expresada en longitud (mm/m)
A
±20′
±15′
±10′
±6
±4.5
±3
B
±45′
±30′
±20′
±13
±9
±6
C
±1°
±45′
±30′
±18
±13
±9
D
±1°30′
±1°15′
±1°
±26
±22
±18
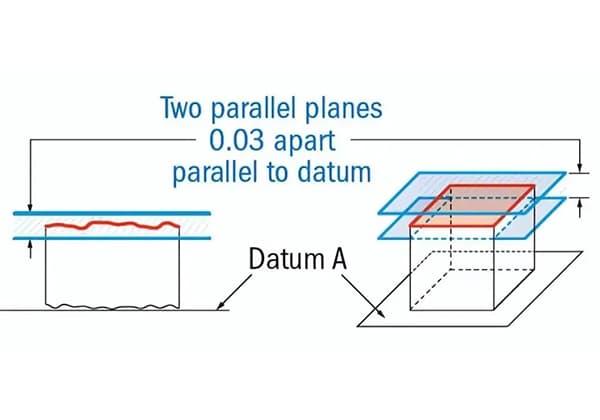
3.3. Tolerancias de posición de los componentes soldados.
La tolerancia para rectitudLa calidad de la soldadura, la planitud y el paralelismo no marcados en la pieza soldada se ajustarán a las disposiciones de la tabla 6. Nuestra empresa selecciona generalmente el Grado E y no es necesario marcarlo en el dibujo. Para otros niveles, deberán marcarse en el dibujo.
Tabla 6 - Tolerancia de rectitud, planitud y paralelismo (mm)
Grado de tolerancia
Dimensión nominal (correspondiente al lado más largo de la superficie)
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
>4000-8000
>8000-12000
>12000-16000
>16000-20000
>20000
E
±0.5
±1
±1.5
±2
±3
±4
±5
±6
±7
±8
F
±1
±1.5
±3
±4.5
±6
±8
±10
±12
±14
±16
G
±1.5
±3
±5.5
±9
±11
±16
±20
±22
±25
±25
H
±2.5
±5
±9
±14
±18
±26
±32
±36
±40
±40
3.4. La selección de grados de tolerancia dimensional y posicional para componentes soldados se muestra en la Tabla 7.
Cuadro 7
Grado de precisión
Ámbito de aplicación
Dimensión lineal
Tolerancia posicional
A
E
Componentes soldados con elevados requisitos de precisión dimensional e importancia.
B
F
Estructuras relativamente importantes producidas en lotes con pequeñas deformaciones térmicas causadas por la soldadura y el enderezado.
C
G
Estructuras generales como estructuras de caja con gran deformación térmica causada por la soldadura y el enderezamiento.
D
H
Componentes estructurales que permiten mayores desviaciones.
4. Tolerancia dimensional para piezas moldeadas (extracto de GB/T 6414-1999)
4.1. La tolerancia dimensional de las piezas moldeadas especificada en esta norma se refiere a la tolerancia que debe alcanzarse en condiciones normales de producción.
4.2. Los valores numéricos de las tolerancias dimensionales de las piezas moldeadas se ajustarán a lo dispuesto en el cuadro 8; el grado de tolerancia se seleccionará con arreglo a lo dispuesto en el cuadro 9.
Tabla 8 - Valores numéricos de las tolerancias dimensionales para piezas moldeadas (mm)
Pieza bruta de fundiciónDimensión básica
Grado de tolerancia CT
>
≤
5
6
7
8
9
10
11
12
13
14
15
10
0.36
0.52
0.74
1
1.5
2
2.8
4.2
10
16
0.38
0.54
0.78
1.1
1.6
2.2
3
4.4
16
25
0.42
0.58
0.82
1.2
1.7
2.4
3.2
4.6
6
8
10
25
40
0.46
0.64
0.9
1.3
1.8
2.6
3.6
5
7
9
11
40
63
0.5
0.7
1
1.4
2
2.8
4
5.6
8
10
12
63
100
0.56
0.78
1.1
1.6
2.2
3.2
4.4
6
9
11
14
100
160
0.62
0.88
1.2
1.8
2.5
3.6
5
7
10
12
16
160
250
0.7
1
1.4
2
2.8
4
5.6
8
11
14
18
250
400
0.78
1.1
1.6
2.2
3.2
4.4
6.2
9
12
16
20
400
630
0.9
1.2
1.8
2.6
3.6
5
7
10
14
18
22
630
1000
1
1.4
2
2.8
4
6
8
11
16
20
25
1000
1600
1.6
2.2
3.2
4.6
7
9
13
18
23
29
1600
2500
3.6
3.8
5.4
8
10
15
21
26
33
2500
4000
4
6.2
9
12
17
24
30
38
4000
6300
7
10
14
20
28
35
40
6300
10000
11
16
23
32
40
50
Nota:
① Las dimensiones básicas de la pieza de fundición se refieren a las dimensiones indicadas en el plano y deben incluir los márgenes de mecanizado y los ángulos de desmoldeo.
② Para las piezas de fundición con dimensiones básicas inferiores o iguales a 16 mm, se seleccionan los valores de tolerancia CT12 para los grados CT13 a CT15.
Tabla 9 Grados de tolerancia de las dimensiones de fundición CT
Producción por lotes y en serie.
Producción de lotes pequeños y piezas únicas.
Métodos de fabricación:
Grado de tolerancia
Material de moldeo
Grado de tolerancia
Moldeo manual en arena
11~13
Arena seca y húmeda
13~15
Moldeo en arena a máquina y moldeo en coquilla
8~10
Arena autoendurecible
11~13
Fundición de metales
7~9
Fundición a baja presión
7~9
Fundición a la cera perdida
5~7
4.3. La zona de tolerancia debe tener una distribución simétrica, es decir, la mitad de la tolerancia debe ser positiva y la otra mitad negativa.
Sin embargo, en requisitos especiales, también puede utilizarse un ajuste asimétrico, que debe indicarse en el dibujo o documento técnico.
El grado de tolerancia de la fundición debe indicarse en el plano o en el documento técnico correspondiente. Si no se especifica, todas las piezas de fundición se ejecutarán según el grado CT11.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo garantizan los ingenieros la precisión en la fabricación? Este artículo se sumerge en el fascinante mundo de la tolerancia del paralelismo. Aprenda cómo las pequeñas desviaciones pueden afectar al rendimiento de los componentes y descubra...
¿Alguna vez se ha preguntado cómo las mediciones precisas conforman el mundo de la ingeniería mecánica? Este artículo explora herramientas esenciales como las reglas de acero, los calibres y los calibradores vernier, revelando sus usos y su precisión. Aprenda cómo...
¿Se ha preguntado alguna vez cómo garantizan los ingenieros la precisión y exactitud en la fabricación? En esta entrada del blog nos adentraremos en el fascinante mundo de las tolerancias geométricas, un aspecto...
¿Se ha preguntado alguna vez cómo se fabrican meticulosamente objetos cotidianos con metal? Este artículo desvela 444 conceptos esenciales de la fabricación mecánica, desde las técnicas de remachado hasta los matices de las máquinas de soldar....
¿Se ha preguntado alguna vez cómo la medición más pequeña puede influir en la calidad de una máquina? Este artículo se adentra en el fascinante mundo de la medición mecánica, revelando cómo la precisión en las dimensiones,...