Máquina formadora de bridas TDF: Guía de funcionamiento
¿Alguna vez se ha preguntado cómo se fabrican conductos de aire con precisión y eficacia? La formadora de bridas TDF es la respuesta. Este artículo le guiará a través de su funcionamiento, destacando las capacidades de la máquina, incluida la producción de bridas para conductos de aire, esenciales para los sistemas de climatización. Aprenda a configurar, manejar y mantener esta potente herramienta, garantizando un rendimiento y una seguridad de primera en sus proyectos. Descubra los detalles técnicos y consejos prácticos para maximizar el potencial de su máquina.
Vista general de la máquina de conformado de bridas TDF
Uso, prestaciones y características
La máquina formadora de bridas TDF se utiliza principalmente para producir conductos de aire cuadrados y rectangulares y bridas semiacabadas de fabricación propia TDF. También puede utilizarse para crear conductos acabados combinándola con una línea de producción de conductos, una cizalla, una plegadora, una cerradora y una codificadora de esquinas.
Nuestra empresa ofrece dos tipos de máquinas formadoras de bridas TDF: T12 y T15. El espesor de la placa de hierro formado varía de 0,5 mm a 1,5 mm. Estas máquinas son ideales para la fabricación in situ de conductos de escape de ventilación en industrias como la minería, hoteles, centros comerciales y construcción, debido a su tamaño compacto, diseño ligero, facilidad de movimiento, ajustabilidad, facilidad de operación y fiabilidad.
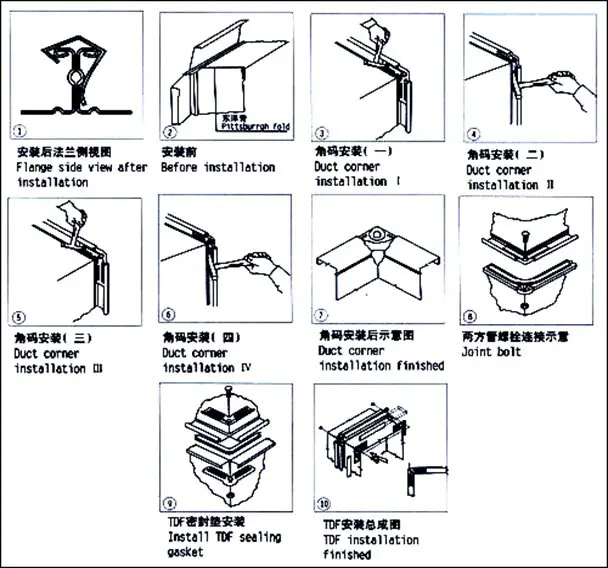
A continuación se presentan diagramas de casos de uso.
Componentes de la máquina formadora de bridas TDF: La máquina consta de un bastidor, un componente de transmisión, un componente de formación de brida, un componente de formación de gancho y un componente de potencia (motor y reductor).
Dimensiones totales: La máquina mide 2700mm de largo, 700mm de ancho y 1100mm de alto.
Peso: La máquina pesa aproximadamente 850 kilogramos.
Modelo de reductor: La máquina utiliza un reductor RV110 con una relación de transmisión de 25-30.
Potencia del motor: El motor tiene una potencia de 3 kW.
Material aplicable: La máquina está diseñada para trabajar con chapas ordinarias galvanizadas con un espesor de 0,6 mm a 1,2 mm.
Velocidad de trabajo: De media, la máquina funciona a una velocidad de unos 14 metros por minuto.
Limitación de longitud: No hay límite en la longitud del material que puede procesar la máquina.
Precisión del producto: El error de tamaño no supera ±0,6 mm, y el error de ángulo no supera ±2 grados.
Modelo y parámetros técnicos
Cuadro 1:
Modelo
Motor
(KW)
Espesor de la placa
(mm)
Forma
"tamaño "a
(mm)
Peso
(kg)
Dimensión
(L.W.H)
T-12
3
0.5-1.2
35±0.5
850
2700×700×1100
Cuadro 2
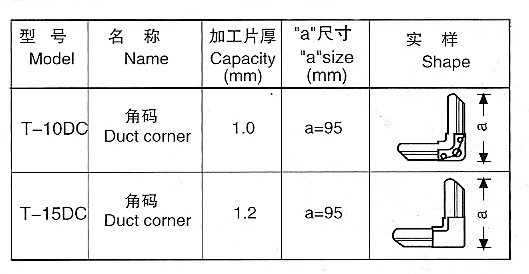
La esquina del conducto se procesa utilizando un par de moldes de esquina, uno para cortar y otro para prensar. El proceso se realiza con un punzón de 40 T, aunque también puede utilizarse un punzón de 25 T para procesar esquinas de conducto de tipo T-10 DC.
En cuanto al código gancho tamaño de corteLa anchura es de 60 mm y el grosor de 1,0 mm. La máquina está equipada con un carrete máquina cizallaeliminando la necesidad de cortar por separado.
Estado de funcionamiento
La altitud máxima no superará los 2000 metros.
La temperatura ambiente debe oscilar entre -10 °C y +40 °C.
Cuando la temperatura es de +40°C, la humedad relativa del aire no debe superar 50%. Cuando la temperatura es de +25°C, la humedad relativa del aire no debe superar los 90%.
Las condiciones atmosféricas deben estar libres de sustancias peligrosas que puedan causar explosiones, y no deben contener gases o polvos conductores que puedan corroer el metal o dañar los gases aislantes.
Los requisitos de potencia son los siguientes: la tensión debe estar entre 342-418V, y la tensión de desequilibrio de potencia trifásica debe controlarse en un rango en el que las secuencias negativa y cero no superen los 2% de la secuencia. La frecuencia debe estar entre 49,5-50,5.
Configuración y estructura
La conformadora T12 TDF se compone de un banco de trabajo, una sección de transmisión y una sección de conformado. Las dimensiones generales pueden verse en la figura adjunta (Fig. 1).
Bastidor y banco de trabajo de la conformadora de bridas TDF
El bastidor es un armazón soldado hecho de canal estándar nacional 8#, que es robusto y fiable. Toda la sección de transmisión, la sección de conformación y el reductor están instalados en el armazón. El extremo de la placa lateral se fija al panel de la mesa con una placa de posicionamiento del canal de ajuste horizontal en el panel.
Parte de transmisión
Todo el sistema de transmisión consiste en una caja de turbina accionada por un reductor de turbina con una relación de transmisión de 30:1 (u otras relaciones), accionado por un motor de norma nacional de 3 kW. El reductor acciona dos ejes de transmisión mediante ruedas dentadas y una cadena, y los engranajes del eje de transmisión accionan el eje de tránsito. El movimiento de todo el sistema se acciona entonces mediante múltiples ruedas dentadas de tránsito.
Ambos lados de los componentes de formación están formados por 14 rodillos, con un lado formando bridas y el otro lado formando ganchos. Los rodillos formadores están fabricados con acero para rodamientos GCr15 que ha sido sometido a un tratamiento térmico de baño de sal y acabado, lo que los hace duraderos.
Los ejes y engranajes están tratados térmicamente para garantizar su rendimiento y longevidad. Cada cola tiene un dispositivo ajustable para garantizar que la brida se alinee con las especificaciones requeridas.
La placa lateral está fabricada en acero forjado y ha sido sometida a un proceso de acabado. La máquina formadora de bridas TDF tiene 14 grupos de ejes formadores, cada uno de los cuales está equipado con un engranaje de transmisión y rodillos izquierdo y derecho. El lado izquierdo consta del grupo de rodillos de gancho, mientras que el lado derecho contiene el grupo de rodillos de brida. Además, el componente de formación de brida del lado derecho cuenta con una rueda de retención de material de caucho y un carro de alimentación para garantizar la estabilidad durante el proceso de formación y producir productos calificados.
Asuntos que requieren atención
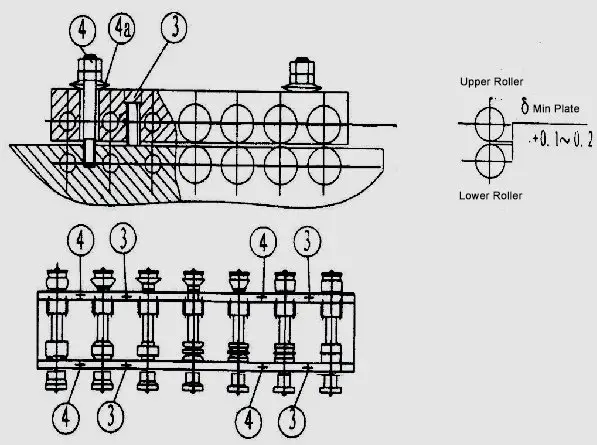
En la placa lateral superior de la máquina de conformado de bridas TDF, hay espárragos de doble extremo ④ y muelles de disco, que permiten ajustar automáticamente la separación entre los rodillos superior e inferior en función del grosor de laminación. Por ejemplo, en la máquina T-12, el grosor de la placa oscila entre 0,6 y 1,2 mm.
Todas las máquinas de brida nuevas se ajustan y cumplen los requisitos antes de salir de fábrica. Si es necesario, sólo es necesario ajustar la placa de alimentación. Los cuatro espárragos ③ y ④ no deben ajustarse ni moverse fácilmente.
Elevación e instalación de la formadora de bridas TDF
Asegúrese de que no se pierda ni omita ningún componente durante el transporte. Inspeccione cuidadosamente todas las piezas relevantes para confirmar que están completas y sin daños antes de la instalación.
Antes de elevar la máquina, compruebe minuciosamente que el dispositivo de elevación cumple los requisitos. Utilice al menos dos eslingas de igual longitud durante el proceso de elevación. Mantenga el punto del gancho de elevación en la posición central y mantenga un buen centro de gravedad para evitar que la máquina pierda el equilibrio y vuelque. Al descargar, coloque la máquina lentamente sobre un terreno llano, con los cuatro pies tocando primero el suelo y sin que cuelgue en el aire. Utilice soportes si es necesario. La máquina no debe inclinarse ni colocarse en ángulo, ya que puede deformarse y afectar a su funcionamiento.
La máquina debe instalarse sobre un suelo nivelado y endurecido.
Monte una fuente de alimentación adecuada (con la tensión, fase y frecuencia apropiadas, etc.) y un cable de toma de tierra de acuerdo con los requisitos. Instale el sistema eléctrico de acuerdo con el código de colores estándar.
Llene la máquina con grasa lubricante o aceite según sea necesario.
Inspeccione minuciosamente cada pieza, incluida la cadena tensora, la tensión de la correa de transmisión, la protección contra fugas y el pernos de fijaciónpara asegurarse de que todas las piezas están en buen estado.
Funcionamiento en vacío durante varios minutos para inspeccionar las condiciones de funcionamiento de la máquina.
Inspeccione el sentido de marcha de la máquina formadora de bridas TDF, y ajústelo si es incorrecto.
Examine todas las fijaciones y apriete las que se hayan aflojado para eliminar cualquier riesgo para la seguridad.
Escuche atentamente cualquier ruido anormal.
Aplique aceite lubricante o grasa a todos los cojinetes, engranajes, ejes de transmisióny tornillos.
Verificar la seguridad y fiabilidad del sistema eléctrico.
Asegúrese de que el escudo protector es seguro y fiable.
El uso de un carro de alimentación auxiliar depende de la anchura de la placa y la brida.
Cuando la longitud de la chapa es inferior a 180 mm, es necesario utilizar un carro de alimentación. La chapa se coloca en el carro, se sujeta con dos abrazaderas y los operarios la empujan hacia delante durante el proceso de laminado.
Si la longitud de la placa es superior a 180 mm, el carro puede desmontarse lateralmente y almacenarse en un lugar adecuado.
Durante el primer uso, mida y evalúe los resultados. Si la holgura es desigual en ambos lados, ajuste la posición de la placa de tope y el paralelismo entre la placa guía del material y la dirección de alimentación.
Si el borde grande en ángulo recto de la brida supera los 90°, baje la rueda de goma de sujeción para aumentar la fuerza de sujeción. Si la brida se curva hacia arriba o hacia abajo, ajuste la rueda de ajuste de forma en consecuencia.
Tenga en cuenta que esta máquina está diseñada para la conformación mediante plegado y no debe utilizarse como laminadora de colada.
Por lo tanto, es necesario un cierto espacio (aprox. espesor de la placa más 0,1-0,2 mm) entre los rodillos superior, medio e inferior, el espacio se ha ajustado antes de salir de fábrica, los usuarios no deberán girar arbitrariamente los tornillos de cabeza avellanada ③perno de fijación ④ y el muelle del disco. ( ver figuras 2 y 5 )
Fig.5
Si la separación entre los rodillos varía debido a tuercas ③ y tornillos ④ aflojados u otras razones, ajústelos como se indica a continuación:
Afloje todas las tuercas ④ y coloque una placa con el mismo grosor que la separación entre los rodillos. Ajuste el tornillo ③ hasta que las separaciones entre los rodillos de los cuatro lados sean casi iguales. A continuación, apriete la tuerca ④ [δ=Espesor mínimo de la placa + 0,1-0,2]. Si desea la separación mínima de la placa, es aceptable dejar un ligero espacio.
Ajuste de la forma ósea
Para acomodar hojas de anchuras o grosores variables, afloje los tornillos de la placa de posicionamiento de entrada y mueva la placa en dirección paralela a la ranura. A continuación, apriete la placa de guiado.
Si durante la producción de bridas, las chapas son finas y el tamaño del gancho del lado de la brida es insuficiente, ajuste la placa de alimentación del lado de la brida ligeramente hacia el interior.
Tecnología de seguridad
La conformadora de bridas TDF debe ser manejada por un operario profesional que conozca perfectamente la estructura y el funcionamiento de la máquina y haya recibido la formación adecuada. El operario debe seguir estrictamente los procedimientos de operación de seguridad. Si intervienen varios operarios, una persona profesional debe encargarse de dirigir la producción.
Inspeccione regularmente la máquina formadora de bridas TDF, incluyendo su estado, resistencia de puesta a tierra y protección contra fugas, para garantizar que todos los circuitos y componentes eléctricos están en condiciones de trabajo seguras.
Antes de realizar tareas de mantenimiento o inspección, se debe cortar la corriente y retirar y bloquear la llave.
La tensión de alimentación no debe superar la tensión nominal en más de 10% para evitar la degradación del aislamiento eléctrico.
No deben realizarse reparaciones ni ajustes mientras la máquina esté en funcionamiento.
Está prohibido tocar con las manos los rodillos giratorios, las cadenas y los engranajes.
Si se producen sonidos u olores anormales, detenga inmediatamente la máquina y solucione el problema.
La cubierta protectora de la máquina debe estar intacta. Una máquina montada de forma incompleta no puede ponerse en producción.
Mantenimiento y cuidado de la máquina
Antes de realizar el mantenimiento de la máquina, el personal de mantenimiento debe estar familiarizado con sus prestaciones, especificaciones, medidas de seguridad, posiciones y funciones de los mecanismos, teorías mecánicas, eléctricas y de transmisión, así como con la relación entre el orden y la secuencia de acción y los procedimientos operativos.
La grasa o el aceite lubricantes deben añadirse antes de cada turno de acuerdo con los requisitos de lubricación.
Está prohibido formar chapas con cicatrices de soldadura, rebabas o chapas demasiado gruesas.
Deben tenerse en cuenta la protección contra golpes, humedad y polvo de los componentes del motor, eléctricos y de control. Durante la temporada de lluvias, si la máquina no se ha utilizado durante un largo periodo de tiempo (más de un mes), el motor y el aislamiento eléctrico deben revisarse y deshumidificarse antes de su uso.
Asegúrese de que todas las mangueras y cables expuestos estén intactos.
Mantenga limpia la superficie del rodillo y elimine a tiempo las impurezas y los restos de hierro para prolongar la vida útil de la máquina.
Establezca un archivo de equipos y cree un plan de mantenimiento periódico, que incluya registros y diarios de mantenimiento.
Al final de cada turno, limpie todos los restos, retire la plancha y el polvo, y apague y bloquee la máquina.
Asuntos que requieren atención
La máquina formadora de bridas TDF tiene un voltaje de entrada de 380V, y la toma de corriente de entrada debe tener una línea de tierra adecuada para garantizar la seguridad.
Los rodamientos de bolas compartidos de la formadora de bridas TDF han sido completamente lubricados y, por lo general, no requieren cuidados especiales. Sin embargo, cuando utilice la máquina por primera vez, aplique una pequeña cantidad de aceite en el interior de la placa lateral. Deben tomarse medidas para evitar que restos de hierro caigan en los rodamientos y afecten a su vida útil.
La máquina utiliza una transmisión abierta, por lo que debe aplicarse regularmente grasa lubricante a los dientes del engranaje.
Retire los restos de hierro que caen sobre el engranaje y los rodillos, y lubrique la superficie de los rodillos según sea necesario.
Durante el proceso de laminado, como las piezas se forman gradualmente, está prohibido retraer la placa una vez que haya llegado al quinto rodillo. Si es necesario retirar el material, afloje la tuerca ④ y levante la viga ⑥, luego retraiga el material. De lo contrario, la máquina podría resultar dañada.
Para la sustitución de accesorios, especifique el modelo de máquina, el año y el mes de fabricación o compra, y el número de fábrica marcado en la máquina o en el manual de usuario. A continuación, podrá obtener los accesorios de nuestra fábrica o agentes de fábrica.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Le ha costado alguna vez conseguir doblados precisos en chapa metálica? Este artículo desmitifica la plegadora manual, una herramienta versátil esencial para plegar acero y metales no férreos. Al leerlo,...
¿Alguna vez se ha preguntado cómo se fabrican los conductos de aire de su casa u oficina? En esta fascinante entrada de blog, le llevaremos de viaje por el intrigante proceso...
¿Alguna vez se ha preguntado cómo se fabrican con precisión los conductos de ventilación industriales? En este artículo analizaremos la Pittsburgh Lockformer Machine, una maravilla en la fabricación de conductos. Conocerá sus funciones clave, parámetros técnicos,...
Decidir cuál es la máquina Lockformer Pittsburgh adecuada para sus necesidades de fabricación de conductos puede resultar abrumador, especialmente para los recién llegados. Esta guía simplifica el proceso desglosando consideraciones clave como el voltaje,...
¿Por qué se prefieren a menudo los conductos redondos a los rectangulares en los sistemas de calefacción, ventilación y aire acondicionado? A pesar del uso tradicional de conductos rectangulares, la ingeniería moderna revela que los conductos redondos ofrecen ventajas significativas. Son...
Imagine que su sistema de aire acondicionado falla durante un caluroso día de verano debido a una instalación incorrecta de los conductos. Este artículo ofrece una guía paso a paso para crear e instalar conductos de aire acondicionado de gran volumen,...
¿Alguna vez se ha preguntado por la red oculta que mantiene su hogar confortable? En este interesante artículo, nos sumergimos en el mundo de los conductos de aire, explorando sus tipos, aplicaciones y...
¿Se ha preguntado alguna vez por qué el aire del interior de su casa está viciado o incluso es insalubre? Este artículo analiza el papel crucial de los sistemas de ventilación en el mantenimiento de la calidad del aire interior. Descubrirá...
¿Siente curiosidad por dominar la máquina de codos para conductos? Esta guía le mostrará cómo manejarla de forma eficaz y segura. Aprenderá la estructura de la máquina, el proceso paso a paso de formación y...













{kind=link}