Técnicas y límites para componentes típicos de chapa metálica
¿Cómo pueden unas técnicas precisas y unos límites cuidadosos transformar la chapa metálica en componentes esenciales? En este artículo, explorará varios métodos como el aplanado, el plegado de piezas en U a 180° y el dobladillo de plegado triple, que son vitales para dar forma a la chapa metálica. Descubra cómo calcular las dimensiones mínimas y evitar los errores más comunes, garantizando unos resultados de alta calidad. Al final, comprenderá los factores críticos que influyen en la eficacia y precisión de estas técnicas metalúrgicas.
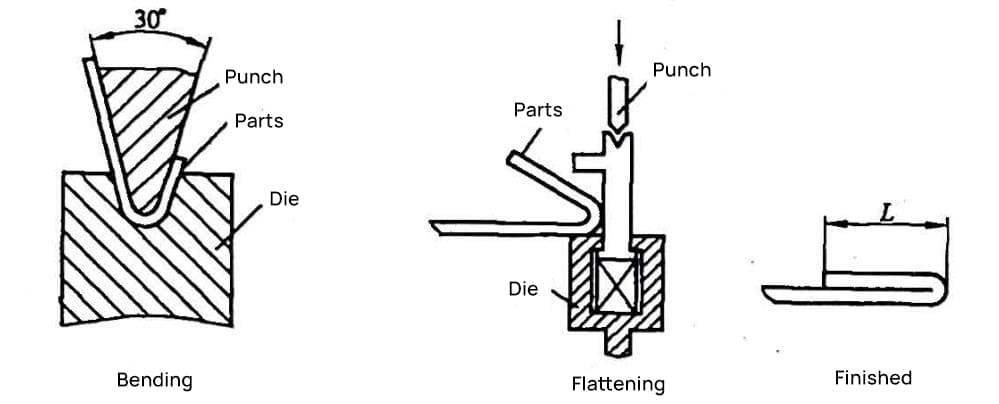
El método de aplanado (también conocido como dobladillado) se ilustra en la figura 2-20. Inicialmente, el borde de la chapa metálica se dobla en una forma de 30° utilizando una matriz de doblado de 30°. A continuación, se aplana el borde doblado. El aplanado puede realizarse en una máquina de prensarmáquina hidráulica o una máquina plegadora.
Figura 2-20 Aplanado con plegadora
El tamaño mínimo de la anchura de aplanado Lmin para la máquina curvadora puede calcularse utilizando la Ecuación (2-3) más 0,5t (siendo t el espesor del material), como se muestra en la Ecuación (2-7):
Lmin = (Bvmin - x) / 2 + f + 1,5t (2-7)
Entre los materiales de chapa más comunes para el aplanado se incluye el acero inoxidable, chapa galvanizaday chapa de aluminio-zinc. No deben utilizarse piezas que requieran galvanoplastia, ya que las zonas aplanadas pueden provocar el atrapamiento del ácido, dificultando el tratamiento.
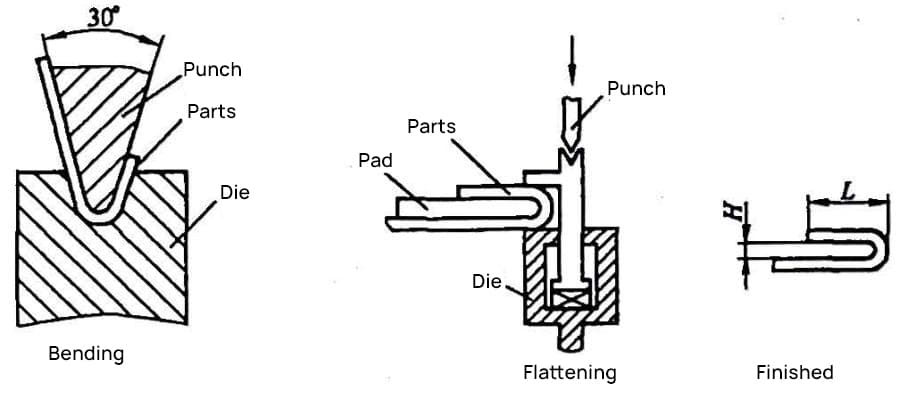
2. Doblado de piezas en U a 180
El proceso de doblado de una pieza en U a 180° se muestra en la Figura 2-21. Doble primero la chapa a 30° con una herramienta de doblado a 30°, luego aplane el borde doblado y retire el espaciador después del aplanado.
El grosor H del separador debe elegirse entre los tamaños de chapa comunes (como 0,5 mm, 0,8 mm, 1,0 mm, 1,2 mm, 1,5 mm, 2,0 mm), y no es aconsejable elegir un grosor de chapa demasiado grande. Cuando la abertura de la pieza en U de 180° es grande, debe utilizarse un molde especial para el doblado.
El tamaño mínimo del borde de flexión Lmin de la anchura de flexión puede calcularse con la ecuación (2-3) más H. La ecuación es la siguiente:
Lmin = (Bvmin - x) / 2 + f + H (2-8)
Figura 2-21 Doblado de piezas en 180°U
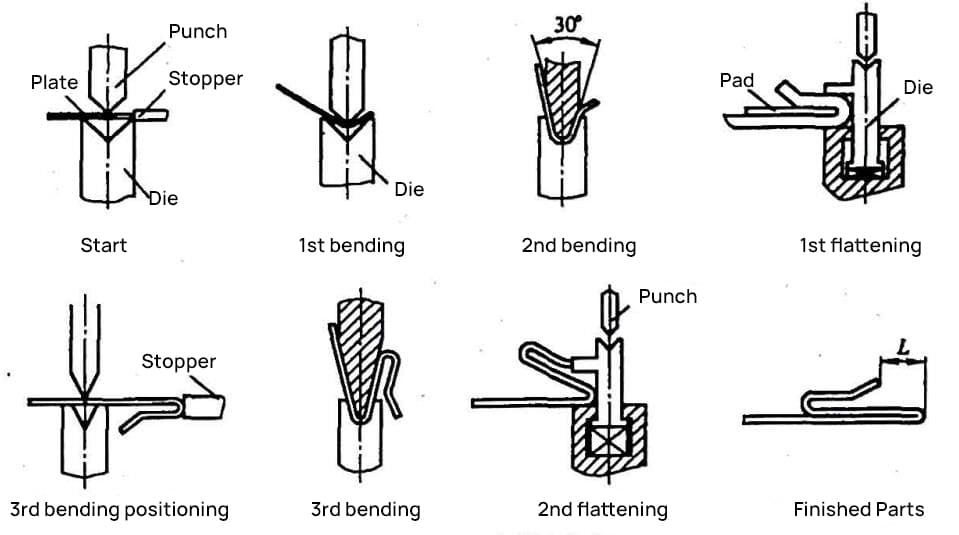
3. Plegado triple
El dobladillo de plegado triple se muestra en la Figura 2-22. Primero se debe hacer el doblez en el lado más pequeño que se muestra en la figura, luego se forma la pieza en forma de U utilizando el método de doblado de pieza en U de 180° mencionado anteriormente y, por último, se forma la pieza de dobladillo de plegado triple utilizando el método de aplanado.
Figura 2-22 Triple borde muerto plegable
Al diseñar y preparar la tecnología de procesado de las piezas que requieren un triple plegado del borde muerto, debe prestarse atención a las dimensiones estructurales de todas las piezas.
Las dimensiones estructurales deben cumplir las dimensiones mínimas de flexión requeridas por cada escalón y la dimensión mínima de anchura Lmin de la arista comprimida aplanada final, evitando el postprocesado innecesario o la fabricación de fijaciones especiales.
El valor recomendado de la dimensión mínima de anchura Lmin del borde comprimido aplanado se muestra en la Tabla 2-5.
Tabla 2-5 Dimensión mínima de anchura del borde comprimido aplanado final para dobladillos de plegado triple (Unidad: mm)
Material Espesor t
0.5
0.6
0.8
1.0
1.2
1.5
2.0
2.5
Cota mínima de arista comprimida Lmin
4.0
4.0
4.0
4.0
4.5
4.5
5.0
5.0
Nota:
Los datos de la tabla son experimentales y sólo sirven de referencia.
Aunque la estructura lo permita, no es aconsejable utilizar el tamaño mínimo de arista comprimida.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo las enormes estructuras de acero de las locomotoras consiguen sus precisas curvas? En este artículo, desvelamos los secretos que se esconden tras la creación de grandes radios de curvatura en piezas de chapa metálica....
¿Alguna vez se ha preguntado qué hace que una plegadora CNC funcione sin problemas? La respuesta está en el aceite hidráulico. Este fluido esencial garantiza un rendimiento óptimo y la longevidad de la máquina. Nuestro artículo...
¿Se ha preguntado alguna vez cómo una prensa plegadora da forma al metal con tanta precisión? Este artículo desvela las fascinantes partes y funciones de una prensa plegadora, mostrándole su papel esencial...
¿Se ha preguntado alguna vez por qué son tan fascinantes los troqueles de las prensas plegadoras? En esta cautivadora entrada del blog, nos adentraremos en el intrincado mundo de estas herramientas esenciales que dan forma al metal...
¿Se ha preguntado alguna vez cómo se transforma una chapa plana en una forma compleja? Las prensas plegadoras son los héroes anónimos del mundo de la fabricación...
¿Se ha preguntado alguna vez cómo funciona el sistema hidráulico de una prensa plegadora? En este artículo nos adentraremos en los entresijos de este componente esencial. Nuestro experto ingeniero mecánico le guiará...
¿Ha pensado alguna vez en las fuerzas que intervienen al doblar una tubería? En este artículo exploraremos el fascinante mundo de la mecánica del curvado de tubos. Nuestro experto ingeniero mecánico...
¿Cómo afecta el tamaño de la abertura inferior de la matriz a las dimensiones finales de las piezas metálicas en el plegado por aire? Esta pregunta es crucial para garantizar la precisión en la fabricación de metales. La...
¿Cómo garantizar la precisión y la seguridad al utilizar una plegadora? En este artículo se ofrecen 22 consejos esenciales para optimizar el rendimiento de la plegadora, que abarcan temas como la selección de matrices, la instalación de moldes,...