Perforación por fusión térmica: Principios y aplicaciones
Imagínese taladrar metal en segundos sin producir escombros ni necesitar equipos adicionales. Bienvenido al mundo del taladrado por fusión térmica. Esta innovadora técnica utiliza rotación a alta velocidad y calor intenso para ablandar y remodelar el metal, creando orificios fuertes y precisos. En este artículo aprenderá cómo este método aumenta la eficacia de la producción, mejora la calidad del producto y reduce los costes. Tanto si trabaja en el sector de la automoción como en el de la climatización o los equipos médicos, descubra cómo el taladrado por termofusión puede transformar sus procesos de fabricación.
El taladrado térmico por fusión, también conocido como taladrado térmico, ha revolucionado el proceso tradicional de taladrado y fijación, facilitando la resolución de los antes difíciles problemas de roscado de chapas finas o tubos en cuestión de segundos.
La broca de fusión térmica utiliza material de carburo de tungsteno y se somete al proceso de tratamiento térmico más avanzado, lo que le permite mantener una alta dureza y resistencia al desgaste mientras se somete a una fuerte fuerza de extrusión vertical a una alta temperatura de 600℃ y una alta velocidad de rotación de 1500~3000 revoluciones por minuto.
Antes puede ver un vídeo de demostración.
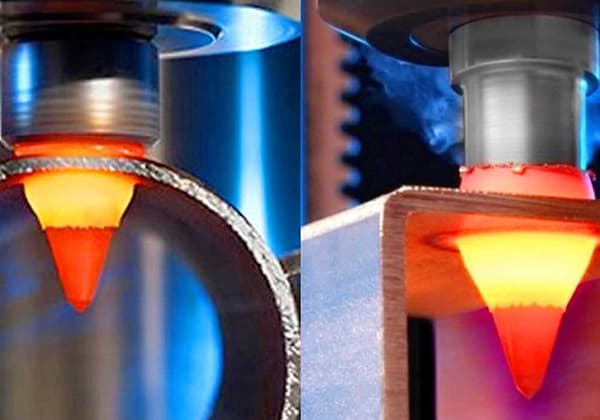
La broca de fusión en caliente está fabricada con materiales resistentes al desgaste y a las altas temperaturas carburo de cemento material. Cuando la herramienta entra en contacto con la pieza, la alta velocidad y el empuje axial adecuado (fuerza de avance) producen una intensa fricción entre la broca y el metal, alcanzando una temperatura de 600 ~ 800℃ instantáneamente.
El metal de la zona próxima a la broca se ablanda rápidamente. Al seguir aplicando presión axial, extruye rápidamente una plataforma convexa y un revestimiento con un grosor de unas 3 a 5 veces el inicial. chapa metálica espesor en las superficies superior e inferior de la pieza. El proceso completo solo dura de 2 a 6 segundos.
Ventajas de la perforación por fusión en caliente
1. Mejora la eficiencia de la producción: el proceso de perforación y conformado de troqueles el revestimiento sólo lleva de 2 a 6 segundos, lo que sustituye a los tediosos procedimientos de soldadura o remachado a presión para producir tuercas con el revestimiento conformado que puede extruirse directamente con roscas.
2. Mejora la calidad del producto: simplifica el proceso, fácil de operar con alta precisión en la posición del agujero, y los hilos extruidos tienen alta resistencia a la tracción y torsión.
3. Reduce los costes de producción: fácil de manejar y dominar, sin necesidad de adquirir equipos adicionales, sustituye a los costosos procesos de soldadura.
4. Limpio y respetuoso con el medio ambiente, sin residuos.
5. Ahorra material.
Especificaciones de la perforación de fusión en caliente:
En función del grosor de la pieza a taladrar, existen dos especificaciones de longitud:
Brocas cortas: adecuadas para penetrar en espesores de pieza de 0,8 ~ 3 mm;
Brocas largas: adecuadas para penetrar en piezas con espesores superiores a 3 ~ 12 mm.
De acuerdo con los requisitos de superficie de la pieza después de caliente perforaciónhay dos especificaciones:
Broca de fusión en caliente estándar: al tiempo que penetra en la pieza para estirar y formar el revestimiento, también forma un anillo convexo en la superficie de la pieza.
Taladro de fusión en caliente de boca plana: mientras penetra en la pieza para estirar y formar el revestimiento, corta el anillo convexo de la superficie de la pieza, dejando la superficie lisa.
Aplicaciones de la perforación por fusión en caliente
Industria de piezas de automóviles; chapa, aire acondicionado, radiadores y otras industrias; muebles, equipos médicos, equipos de fitness, etc.; estanterías, contenedores, etc.
La perforación por fusión en caliente puede adaptarse a casi todos los metales de paredes finas (excepto el estaño o el zinc), como el acero común, el acero inoxidable, el acero con bajo contenido en carbono, el aluminio, el cobre, el latón y el bronce, titanio aleaciones y otros materiales dúctiles. También puede procesar piezas galvanizadas.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado por los gigantes de la industria de las máquinas CNC? En esta fascinante entrada de blog, nos adentraremos en el mundo de la fabricación CNC, explorando...
Imagine cortar metal con una precisión tan fina que ahorre tiempo y reduzca costes. Las herramientas de corte de alta velocidad están revolucionando la fabricación al ofrecer esta misma capacidad. Este artículo explora los materiales...
¿Alguna vez se ha preguntado cómo se corta el metal sin sobrecalentarlo? Las sierras frías, que utilizan hojas circulares, transfieren el calor al serrín en lugar de a la pieza, manteniendo frías ambas partes. Este método permite...
¿Alguna vez se ha preguntado cómo podemos cortar con precisión materiales duros como el vidrio y la cerámica? En este artículo exploramos el mecanizado por ultrasonidos, una tecnología fascinante que utiliza vibraciones de alta frecuencia...
¿Alguna vez se ha preguntado cómo elegir la mejor herramienta de corte para su fresadora CNC? Este artículo profundiza en las propiedades esenciales y los tipos de materiales de las herramientas de corte, explicando...
¿Alguna vez se ha preguntado por qué el mecanizado de aleaciones de aluminio puede ser a la vez un sueño y una pesadilla? Este artículo se sumerge en las propiedades únicas de las aleaciones de aluminio, explicando cómo lograr un...
¿Alguna vez se ha preguntado qué hace el corte perfecto en la fabricación? Este artículo explora diversos materiales de herramientas de corte, detallando sus propiedades y usos únicos. Gracias a las opiniones de ingenieros mecánicos experimentados, descubrirá...
¿Se ha preguntado alguna vez cómo los metales ligeros impulsan nuestro mundo moderno? Este artículo se sumerge en el aluminio, explorando sus propiedades únicas y sus diversas aplicaciones. Desde aviones a cohetes espaciales, descubre cómo elegir el...
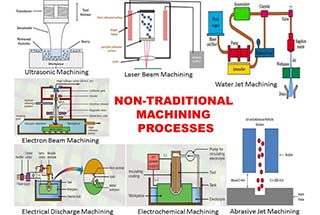
Imagine un mundo en el que cortar los materiales más duros sea tan fácil como cortar mantequilla. Esta es la promesa del mecanizado no tradicional. En este artículo, exploramos cómo las técnicas avanzadas...