Imagine cortar metal con precisión y mínima deformación: ¿es posible? El oxicorte, un método habitual en la metalurgia, suele plantear problemas como la deformación y la tensión inducidas por el calor. Este artículo ofrece consejos de expertos sobre cómo optimizar el proceso de oxicorte para conseguir cortes limpios y minimizar la deformación. Siguiendo estas pautas, aprenderá a secuenciar los cortes de forma eficaz, gestionar la distribución del calor y seleccionar los mejores puntos de inicio para los cortes. Libere el potencial del oxicorte y mejore sus proyectos metalúrgicos con estos prácticos consejos.
La secuencia de corte adecuada se divide en dos partes: el corte del orificio interior del componente y el corte del borde del componente.
La secuencia de corte adecuada para los orificios internos de los componentes debe seguir el principio de cortar primero el interior y luego el exterior, empezando por los orificios más pequeños antes que los más grandes, cortando los orificios redondos antes que los de forma irregular y empezando por las formas más complejas antes que las más sencillas.
Dentro antes que fuera
Cuando hay varios orificios en los componentes de la placa, es aconsejable empezar cortando primero el orificio central y luego trabajar paso a paso hacia el exterior. Esto ayuda a garantizar que el calor de corte se irradia uniformemente hacia fuera.
Pequeño antes que grande
Es decir, cuando los tamaños de los orificios interiores varían, se recomienda empezar cortando primero los orificios más pequeños. Cortar los orificios más pequeños genera menos calor de corte, lo que se traduce en un menor impacto térmico en la pieza.
Círculo primero y después cuadrado
Al cortar agujeros circulares, la uniformidad del círculo permite una emisión hacia el exterior de calor de corte relativamente equilibrada. Sin embargo, para los agujeros cuadrados, el equilibrio de la emisión hacia el exterior de calor de corte es notablemente insuficiente.
El estrés térmico que surge del calor de corte tiene un impacto significativo en el desplazamiento y la deformación de los componentes.
Salto transversal
Al cortar orificios densos, saltar cortes en lugar de cortar de forma continua y secuencial puede ayudar a reducir el impacto de la tensión generada por el calor de corte en los componentes.
Complejo antes que simple
Al cortar agujeros de diferentes formas en la chapa, se recomienda empezar por los agujeros de forma compleja y pasar después a los más sencillos.
Corte de perfil y canto
Selección del punto de inicio del corte del perfil
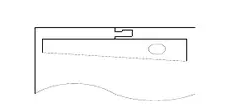
La selección del punto de partida para el corte de perfiles está directamente relacionada con la secuencia de corte. Si las condiciones lo permiten, debe preferirse el corte en anillo cerrado. Esto significa que no debe haber ninguna abertura de corte en el borde restante del material.
En los casos en los que el grosor del material es grande y no se puede cortar el borde del material, se puede utilizar una línea de corte con función de control. Al restringir las líneas de corte con función de control, se limita la deformación del corte.
Las líneas de corte con función de control tienen una característica geométrica en la que el extremo es más pequeño que la parte delantera.
Cuando no hay filo, deben tomarse medidas para seleccionar la posición del punto de corte y la dirección de corte.
Fig. 1
Fijación forzada
Los métodos de fijación forzada, como el prensado por peso, se emplean habitualmente en el corte de perfiles para restringir el desplazamiento de componentes o materiales en bruto.
En el corte NC, se suele utilizar el método de límite de tope de hierro para controlar el fenómeno de desplazamiento.
Corte simultáneo bilateral
Este método es adecuado para la corte con gas de múltiples chapas estrechas y largas en una única chapa de acero. Es una forma eficaz de controlar la deformación por flexión durante el proceso de corte con gas.
Corte simultáneo bilateral
Este método es adecuado para cortar simultáneamente múltiples piezas en bruto estrechas y largas en una sola chapa de acero mediante corte por gas. Es una forma eficaz de controlar la deformación por flexión durante el proceso de corte con gas.
Refrigeración oportuna
El enfriamiento oportuno puede controlar eficazmente la deformación.
Cuando se utiliza el corte NC en una Q235 placa con un espesor de 6 mm, una longitud de 6 m y una anchura de 50 mm, la aplicación de un método de refrigeración con agua aproximadamente 50 mm por detrás del separador puede reducir significativamente la deformación por flexión.
Es importante adoptar inmediatamente el método de refrigeración por agua, teniendo en cuenta también la sensibilidad del acero corten por gas a enfriamiento en agua para evitar grietas o estructuras endurecidas causadas por un riego excesivo.
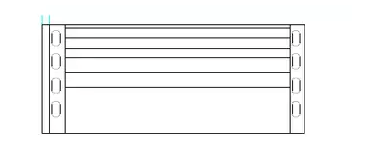
Método de límite final
Al cortar manual o semiautomáticamente tiras largas y estrechas de una placa de acero, se recomienda crear agujeros largos de (3-5)mm * (50-80)mm en ambos extremos de la línea de corte. Esta preparación ayudará a reducir la deformación por flexión de las piezas de corte de la tira, permitiendo un corte más preciso a lo largo de la línea prevista.
Fig. 2
Golpes y abolladuras
A medida que el grosor de la placa de corte por gas disminuye a 8 mm o menos, la contracción y la deformación del filo de corte son cada vez más pronunciadas. Para minimizar el abombamiento o la depresión durante el proceso de corte, se pueden colocar objetos pesados sobre la placa para suprimir y controlar estos efectos.
Intervalo de corte
El corte a intervalos consiste en dejar una longitud de 10~30mm después de cortar una determinada longitud en el proceso de corte antes de realizar otro corte. Este método es muy eficaz para controlar el desplazamiento durante el corte.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo conseguir cortes a la llama perfectos en metalistería? Esta guía establece las normas para las operaciones de oxicorte manuales, semiautomáticas y automáticas. Aprenderá procedimientos esenciales, requisitos de calidad y...
El corte por plasma es una tecnología de corte que utiliza un arco de plasma de alta temperatura con alta densidad de energía para calentar el material en el punto de corte y fundirlo rápidamente. Este corte...
¿Cuál es el secreto de las soldaduras impecables y los cortes precisos en la soldadura y el corte con gas? Todo se reduce a la llama. Este artículo explora los distintos tipos de llama utilizados...
¿Se ha preguntado alguna vez cómo se cortan con tanta precisión enormes estructuras de acero? El corte por gas, un proceso extraordinario pero a menudo olvidado, ha revolucionado la industria de la fabricación de metales. En este artículo...
¿Alguna vez se ha preguntado cómo consiguen los fabricantes precisión y eficacia al cortar acero inoxidable? Este artículo se sumerge en seis técnicas avanzadas para el corte de acero inoxidable, destacando sus ventajas y aplicaciones....
Imagine cortar metal grueso con precisión y velocidad, creando diseños intrincados sin esfuerzo. El corte por arco de plasma lo hace posible utilizando gas ionizado y un arco eléctrico. Este artículo profundiza...
¿Alguna vez se ha preguntado cómo perfeccionar el uso de una máquina de oxicorte? Este artículo ofrece consejos esenciales para optimizar su técnica de corte. Desde elegir el gas combustible adecuado hasta ajustar...
Cortar metal de forma eficaz y rentable es crucial en la fabricación. Pero, ¿qué método elegir: corte por gas o por plasma? Este artículo analiza los costes, la eficiencia y la calidad de cada...
Imagine cortar el metal como un cuchillo la mantequilla, pero sobre la marcha. Las cortadoras por plasma portátiles están revolucionando sectores como el automovilístico o el aeroespacial al ofrecer capacidades de corte...