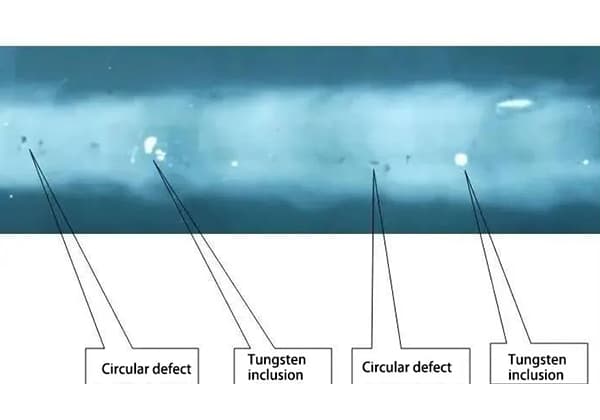
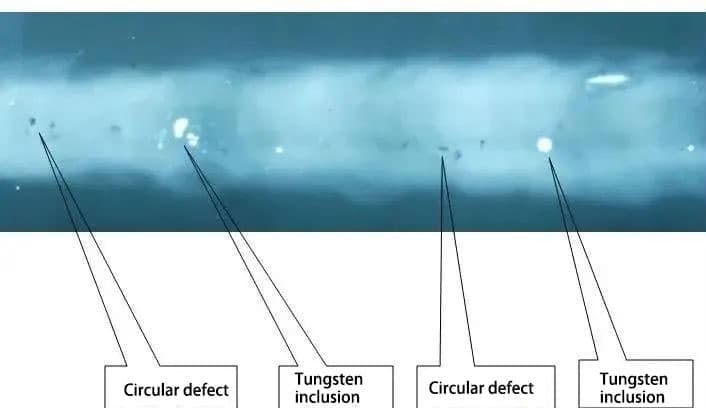
La forma irregular, las esquinas afiladas y los bordes de las pinzas de tungsteno tienen un efecto cortante en la unión soldada, provocando la concentración de tensiones y convirtiéndola en una de las causas fundamentales del agrietamiento.
Por lo tanto, el tungsteno es un defecto relativamente grave.
Las pinzas de tungsteno en la unión soldada son un nuevo defecto que surgió con la adopción de la soldadura por arco de argón con electrodo de tungsteno, un método de soldadura nuevo y avanzado.
Cuando la corriente de soldadura es grande y el tiempo de soldadura es largo, el electrodo de wolframio se funde en el baño de fusión porque el wolframio tiene un punto de fusión mucho más alto que el punto de fusión del metal de soldadura.
Por lo tanto, el wolframio se solidifica antes que el metal de soldadura.
Debido al hecho de que el tungsteno se solidifica en una forma esférica o elipsoidal, no sólo no causa la concentración de tensión como los poros, pero las abrazaderas de tungsteno en el junta soldada también puede soportar una pequeña tensión.
Por lo tanto, el daño de las abrazaderas de tungsteno es menor que el de los poros y las inclusiones de escoria.
Sin embargo, como el punto de solidificación del wolframio es mucho más alto que el del metal de soldadura, el wolframio se solidifica antes que el metal de soldadura y no puede fundirse en un todo orgánico con el metal de soldadura.
Como resultado, la resistencia de la unión soldada con pinzas de tungsteno se reduce ligeramente, por lo que el tungsteno se sigue considerando un defecto de soldadura.
Causa del defecto de la pinza de tungsteno en las uniones soldadas
1. Factores operativos
La escasa pericia del soldador y las técnicas no cualificadas pueden hacer que el electrodo de wolframio toque con frecuencia la pieza o el hilo de relleno.
Cuando la posición del costura de soldadura se ve afectada por la posición espacial o la pistola de soldadura está obstruida, la dificultad de la operación aumentará, lo que incrementará la probabilidad de que el electrodo de tungsteno toque el baño de fusión o el alambre de relleno.
2. Factores de proceso
En circunstancias de tipo y diámetro fijos del electrodo de tungsteno, éste tiene un cierto límite en su capacidad de conducción de corriente. Una corriente de soldadura excesiva hará que el electrodo de tungsteno se queme y, en última instancia, provocará defectos en las pinzas de tungsteno.
Durante el gas inerte protegido proceso de soldadura, la impureza del gas o la selección de gas mixto activo como gas protector reducirá el efecto protector, lo que dará lugar a una falta de protección del electrodo de wolframio y, finalmente, a la oxidación.
Al soldar con polaridad de corriente continua o Soldadura TIG en el semiciclo negativo de la corriente alterna, la temperatura del electrodo de tungsteno aumentará, la combustión será grave y las partículas de tungsteno entrarán en el baño de fusión.
3. Factores materiales
Electrodo de wolframio toriado: un electrodo tradicional con un rendimiento de soldadura superior. No rompe el arco, no se dispersa, no flota, no salpica, tiene un arco estable y resistencia a altas temperaturas. La cabeza del electrodo de tungsteno no se redondea fácilmente, y su vida útil es larga.
Electrodo de wolframio circonizado: Presenta un excelente rendimiento de soldadura en condiciones de corriente alterna, especialmente con corriente de carga elevada, que no puede ser sustituido por otros electrodos.
Electrodo de tungsteno de itrio: tiene un arco delgado, alta compresión y la máxima profundidad de fusión en corrientes medias y grandes. Se utiliza principalmente en la industria militar y aeroespacial.
Electrodo de wolframio ceritado: tiene un excelente rendimiento de arranque del arco en condiciones de baja corriente, y tiene relativamente menos corrientes de mantenimiento.
Electrodo de tungsteno de lantano: puede utilizarse tanto en corriente alterna como en corriente continua, tiene corrientes de alta tolerancia y el menor índice de quemado.
Electrodo de tungsteno puro: no añade óxidos de tierras raras, tiene la mínima capacidad de emisión de electrones y sólo es adecuado para soldar con cargas de CA elevadas.
Debido a la alternancia de temperaturas frías y calientes durante la soldadura, el ángulo del extremo del electrodo de tungsteno es pequeño, lo que lo hace propenso a la concentración de tensiones y a la fractura por tensión de la punta del electrodo de tungsteno, dando lugar a pinzamientos del tungsteno en el baño de fusión.
Si la superficie del electrodo de wolframio es rugosa durante la soldadura, el óxido generado a alta temperatura puede acumularse localmente durante el movimiento hacia la punta, lo que conduce a la acumulación de óxidos locales y a la posibilidad de agrietamiento, dando lugar a pinzamientos del wolframio.
Medidas para controlar los defectos de las pinzas de wolframio en las uniones soldadas
(1) Seleccionar estrictamente la corriente de soldadura en función del tipo y diámetro del electrodo de tungsteno utilizado.
(2)Control estricto de la pureza del inerte gas protector (≥99,9%). Los gases Ar+O2 o Ar+CO2 no pueden utilizarse en la soldadura TIG.
(3)Utilizar corto soldadura por arco tanto como sea posible durante la soldadura para aumentar el efecto protector.
(4)Reforzar las habilidades básicas del soldador, y controlar estrictamente la distancia entre el electrodo de tungsteno y la pieza de trabajo para evitar las pinzas de tungsteno causadas por el contacto con la pieza de trabajo durante la soldadura.
(5)Utilice corriente continua de polaridad positiva para la soldadura TIG DC.
(6)Elija un valor razonable de caudal de gas, y utilice un tablero cortavientos en lugares al aire libre con vientos fuertes durante la soldadura.
(7)Controlar la longitud de extensión del electrodo de tungsteno durante la soldadura. Para soldaduras a tope, la longitud de extensión del electrodo de tungsteno se mantiene generalmente en 5-6 mm, y para soldaduras en ángulo, la longitud de extensión del electrodo de wolframio es mejor de 7-8 mm.
(8)Utilice un equipo de rectificado específico para rectificar el electrodo de tungsteno. Para la soldadura de pequeña corriente, rectifique un pequeño sujeción ángulo y ángulo agudo en el electrodo de tungsteno, mientras que para la soldadura de gran corriente, esmerile un ángulo de sujeción adecuado, y esmerile el extremo en ángulo grande y esquina redonda.