I. ¿Qué es el biselado?
El biselado es un proceso de fabricación metálica de precisión que consiste en crear una superficie angular o biselada en el borde o la esquina de una pieza de trabajo. Esta técnica se utiliza ampliamente en la fabricación para modificar la transición entre dos superficies, normalmente en un ángulo de 45 grados, aunque pueden emplearse otros ángulos en función de los requisitos específicos del diseño.
En esencia, el biselado consiste en eliminar material para transformar aristas vivas en planos angulosos o perfiles redondeados. El chaflán resultante puede adoptar diversas formas, entre ellas:
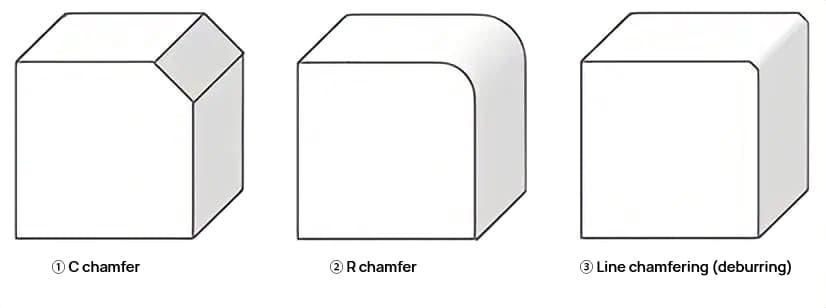
- Cara en C (cuadrada): Superficie plana en ángulo que crea un bisel simétrico.
- Cara R (redonda): Transición curva que funde suavemente dos superficies.
- Salientes en forma de R: Salientes redondeados que sobresalen de la pieza.
El proceso de biselado tiene múltiples propósitos en la fabricación de metales:
- Mejora de la seguridad al eliminar los bordes afilados que podrían causar lesiones
- Mejora del montaje y ajuste de las piezas al facilitar la inserción
- Reducción de la concentración de tensiones en las esquinas, mejorando así la integridad estructural
- Preparación de bordes para soldadura u otros procesos de unión
- Cumplir requisitos específicos de diseño estético o funcional
Los chaflanes pueden producirse mediante diversos métodos de fabricación, como el mecanizado, el rectificado, el limado o herramientas de chaflanado especializadas, en función del material, los requisitos de precisión y el volumen de producción.
II. Tipos de biselado
- C Biselado
El biselado en C se refiere al procesamiento de una superficie angular específica en la esquina de un material. El término biselado suele referirse al biselado de tipo C.
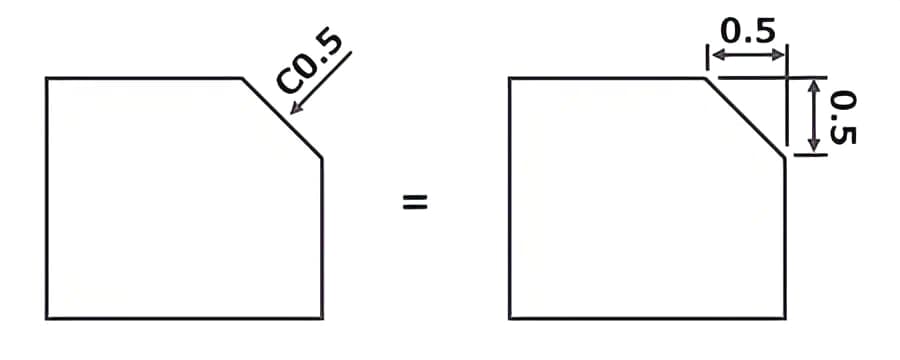
En los dibujos, se marca como ←C0,5 en la posición del borde, o "cara no especificada C0,5", etc.
Aquí, C0,5 se refiere a una superficie inclinada de 0,5 mm mecanizada a 45° del borde. Tenga en cuenta que no se refiere a la longitud de la pendiente.
- R Biselado
El biselado en R se refiere a la transformación de la esquina de un material en forma de arco. En el dibujo, se especifica como "debe hacer chaflán R", etc.
El "biselado en R" también se denomina a veces "transformación en R" o "transformación en redondo".
- Biselado de líneas (desbarbado)
El biselado de líneas se refiere al tratamiento de una superficie en la esquina de un material que es invisible a simple vista.
En general, se considera que el chaflán de línea es de aproximadamente C0,2~0,3, pero a diferencia del chaflán en C y el chaflán en R, no existen normas claras sobre la forma y el tamaño del chaflán.
En los dibujos, a menudo se indica "biselado de esquinas sin especificar" o "cada arista debe estar libre de rebabas".
III. Finalidad del biselado
Aumentar la seguridad
El procesamiento mecánico a menudo produce esquinas afiladas y rebabas en los bordes del material. Éstos pueden suponer un riesgo importante para la seguridad, pudiendo causar laceraciones si se manipulan sin la protección adecuada. El biselado elimina eficazmente estos riesgos al crear un borde biselado, reduciendo sustancialmente el riesgo de lesiones durante los procesos de manipulación y montaje.
Mejora de la calidad
La presencia de bordes afilados o rebabas puede provocar diversos problemas de calidad. Cuando los componentes interactúan, estas imperfecciones pueden causar arañazos en la superficie, comprometiendo tanto la estética como la funcionalidad. Además, las rebabas sueltas pueden desprenderse durante el funcionamiento, provocando potencialmente contaminación o fallos mecánicos en los sistemas de precisión.
Durante las operaciones de corte y estampación, los bordes de las piezas sufren a menudo deformaciones plásticas que provocan alabeos o distorsiones en los bordes. Esto puede provocar tolerancias de ajuste deficientes o daños en los componentes durante el montaje forzado. El biselado mitiga estos riesgos creando un perfil de borde uniforme y controlado, garantizando una mejor compatibilidad de las piezas y reduciendo la probabilidad de defectos relacionados con el ensamblaje.
Mejorar el rendimiento del montaje
Los cantos biselados mejoran considerablemente la eficacia y la precisión del montaje. Al crear una entrada cónica, los chaflanes actúan como guía, facilitando un acoplamiento más suave de los componentes y reduciendo el riesgo de desalineación durante el montaje.
En aplicaciones en las que se insertan componentes cilíndricos en orificios, incluso pequeñas discrepancias entre el diámetro interior del orificio y el diámetro exterior del componente pueden impedir una inserción sin problemas, especialmente si hay una ligera desalineación o desviación angular. El biselado tanto de la entrada del orificio como del extremo del componente crea un efecto de embudo que facilita el encaje inicial y el autocentrado durante la inserción. Esta tolerancia a la desalineación dentro del rango del chaflán mejora enormemente la velocidad de montaje y reduce el riesgo de daños en los componentes debido a una inserción forzada.
IV. Métodos de tratamiento del biselado
El biselado puede realizarse de varias formas, como fresado, torneado, trabajo manual, etc. A continuación, presentamos el método de procesamiento de biselado mediante fresado.
El fresado es un proceso que consiste en presionar una fresa giratoria sobre una pieza fijada en una mesa deslizante.
Utilizando una fresa biseladora diseñada según la forma de la pieza, el biselado puede realizarse fácilmente.
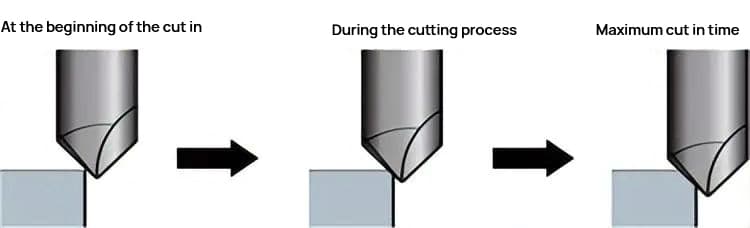
En el caso del chaflanado en C, el chaflanado también puede realizarse inclinando la herramienta o la pieza y utilizando una fresa plana general.
Los puntos clave del tratamiento son los dos siguientes.
- Debe tenerse en cuenta el procesamiento en condiciones de máxima profundidad de corte.
- Si la cantidad de corte es grande, se recomienda cortar por etapas.
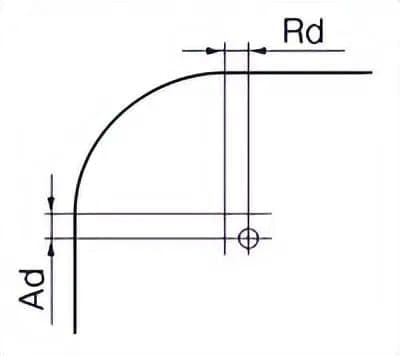
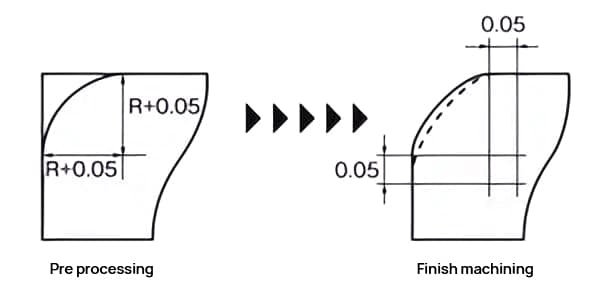
Para el biselado R, consulte lo siguiente.
Lo ideal es que la cantidad de corte en las direcciones Ad y Rd sea aproximadamente la misma.
Deben utilizarse diferentes profundidades de corte para el desbaste y el acabado.
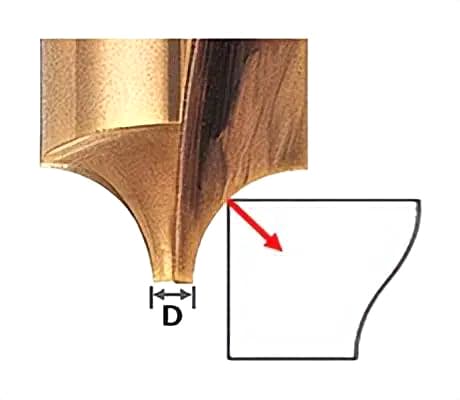
- Desbaste: La profundidad de corte para Rd y Ad debe ser inferior a 0,2D (D es el diámetro del filo de corte) a la vez. El proceso debe completarse en varias etapas. Deje un margen de acabado de 0,05 mm.
- Acabado: La profundidad de corte para Rd y Ad debe ser de 0,05 mm.
V. Técnicas de biselado
Torneado Biselado
El chaflanado por torneado utiliza un torno para crear chaflanes precisos en piezas cilíndricas. Esta técnica es especialmente útil para piezas que necesitan chaflanes precisos y simétricos en sus bordes.
Herramientas y procesos
- Máquina de torno: La principal herramienta utilizada para el chaflanado de torneado.
- Herramienta de biselado: Herramienta de corte especializada acoplada al torno.
- Proceso: La pieza gira a gran velocidad mientras la herramienta de chaflanado se alimenta en un ángulo específico para crear el chaflán.
Fresado Biselado
El chaflanado por fresado utiliza fresadoras para crear chaflanes tanto en superficies planas como irregulares.
Herramientas y procesos
- Fresadora: Estas máquinas pueden tener husillos verticales u horizontales.
- Fresa de chaflán: Fresa diseñada específicamente para el biselado.
- Proceso: La fresa de chaflán se coloca en el ángulo deseado y se desplaza a lo largo de la arista para cortar el chaflán.
Rectificado Biselado
El biselado de rectificado se utiliza para el acabado de bordes con gran precisión y suavidad, a menudo aplicado a materiales endurecidos.
Herramientas y procesos
- Rectificadora: Normalmente utiliza una amoladora de banco o una amoladora angular.
- Muela abrasiva: Se selecciona en función del material y del acabado deseado.
- Proceso: El borde de la pieza se rectifica en el ángulo requerido para formar el chaflán.
Biselado láser
El biselado por láser utiliza un rayo láser enfocado para obtener biseles precisos con una distorsión térmica mínima.
Herramientas y procesos
- Cortadora láser: Equipo de alta precisión que dirige un rayo láser a la pieza de trabajo.
- Proceso: El rayo láser sigue el borde, fundiendo y vaporizando el material para crear un chaflán limpio.
Biselado por chorro de agua
El chaflanado por chorro de agua utiliza agua a alta presión mezclada con partículas abrasivas para cortar chaflanes sin calor.
Herramientas y procesos
- Cortadora por chorro de agua: Utiliza agua a alta presión y materiales abrasivos.
- Proceso: El chorro de agua sigue el borde, erosionando el material para formar el chaflán.
Biselado por plasma
El chaflanado por plasma utiliza una antorcha de plasma para cortar chaflanes en materiales conductores, ideal para metales gruesos y de alta aleación.
Herramientas y procesos
- Cortadora de plasma: Utiliza un gas conductor de electricidad para producir un arco de plasma.
- Proceso: El arco de plasma se dirige al borde, fundiendo y soplando el material para crear el chaflán.
Biselado manual
El biselado a mano utiliza herramientas manuales para trabajos a pequeña escala o de precisión en los que el biselado a máquina no resulta práctico.
Herramientas y procesos
- Herramientas manuales: Incluye limas, chaflanes o herramientas de desbarbado.
- Proceso: El artesano retira manualmente el material del borde en el ángulo deseado.
Biselado automático
El biselado automatizado se utiliza en entornos de producción de gran volumen, integrando el biselado en procesos de mecanizado automatizados.
Herramientas y procesos
- Brazos robóticos y máquinas CNC: Equipado con herramientas de biselado.
- Proceso: El sistema sigue trayectorias programadas para crear chaflanes de forma coherente en varias piezas.
Al emplear estas diversas técnicas de biselado, los maquinistas pueden seleccionar el método más adecuado en función del material, la precisión deseada y el volumen de producción, garantizando así biseles de alta calidad para diversas aplicaciones.
VI. Anotaciones en bisel
Hay varios tipos de chaflanes en los componentes representados en los planos, incluidos el chaflán de arista, el chaflán de agujero, el chaflán de extremo de eje y la eliminación de bordes afilados y rebabas.
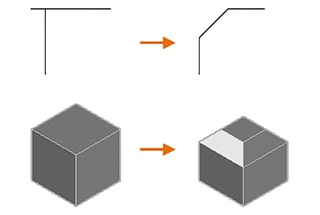
1. Chaflán del borde:
También se conoce como chaflán de arista exterior. Por ejemplo, un cubo tiene 12 aristas exteriores. Si el plano indica un chaflán de C0.5, entonces las 12 aristas deben procesarse en un chaflán de 0.5*45°.
2. Chaflán del agujero:
Esto incluye agujeros circulares y agujeros irregulares. Si el plano indica un chaflán de orificio de C0,5, todos los orificios del componente deben procesarse con un chaflán de 0,5*45°. Si sólo se requiere una pieza específica, deberá marcarse claramente.
3. Chaflán del extremo del eje:
Se refiere al chaflán en ambos extremos de un eje. En el caso de los ejes escalonados, si es necesario especificarlo en el texto, debe indicarse como chaflán del hombro del eje. Supongamos que el diseñador de un eje escalonado requiere que todos los hombros y ambos extremos del eje tengan un chaflán de 0,5*45°, puede escribirse como chaflán de extremo y hombro del eje C0,5.
Nota: Si sólo se escribe "chaflán de extremo de eje C0.5", la ausencia de chaflán de hombro no constituye un defecto retornable. Si sólo se escribe "chaflán de hombro de eje C0.5", la ausencia de chaflán de extremo no constituye un defecto retornable.
4. Biselado de piezas en forma de disco:
El chaflán de las piezas en forma de disco no puede escribirse como chaflán del extremo del eje. Debe dibujarse y rotularse en el diagrama.
5. Biselado de orificios roscados y extremos de tornillos:
Se acuerda biselar hasta la profundidad de la rosca y no es necesario explicarlo en el dibujo. Si existen circunstancias especiales, deben indicarse específicamente.
6. Desbarbado:
También es una forma de describir el achaflanado, utilizado específicamente en el proceso de chapa metálica piezas. Por ejemplo, no es apropiado hablar de biselar una chapa de 1 mm de grosor. Ahora, se estipula que el proceso de biselado de placas de menos de 3 mm de grosor, que se utiliza para requisitos de tacto suave, se denomina en todos los casos desbarbado.
7. Se utiliza para filetear esquinas:
El proceso utilizado para el fileteado de esquinas debe escribirse como R<... (Nota: desde el punto de vista del proceso, tome un valor de R lo más grande posible) o para crear un agujero libre.
Nota: Biselar un ángulo C es más barato que biselar un ángulo R (para contornos exteriores).
Las siguientes afirmaciones son correctas:
1. Los dibujos indican un chaflán no especificado de C1, pero en ninguna parte de los dibujos se dibuja o representa explícitamente un chaflán, lo que hace que la mención de un chaflán no especificado carezca de sentido. (Hay que prestar mucha atención a este punto).
2. Los bordes de los orificios y los bordes rectos de los orificios cuadrados de las piezas no se consideran chaflanes de texto.
3. Dependiendo de las condiciones reales de las piezas, el número de chaflanes antes mencionado a veces supera los 12. Por ejemplo, cuando se corta una ranura en una chapa, los dos bordes de la ranura son chaflanes exteriores adicionales, y el chaflán original se divide en múltiples chaflanes exteriores por la ranura, mientras que los chaflanes del fondo de la ranura o rebaje no cuentan como chaflanes exteriores.
4. Los chaflanes del fondo del rebaje no se consideran chaflanes exteriores.
5. El chaflán sólo se utiliza para chaflanes exteriores.
6. Si en los dibujos se indica un determinado número de chaflanes, no es necesario representar en ellos las formas de esas aristas exteriores achaflanadas. Esto también se aplica a los chaflanes de los bordes de los agujeros o de los extremos de los ejes, y a los chaflanes de los hombros.
7. Los ángulos agudos u obtusos no deben marcarse en el plano, ya que los bordes suelen ser ángulos rectos (los 90° no deben denominarse ángulos agudos).
8. Los chaflanes también incluyen aristas exteriores con ángulos agudos.
9. Para garantizar la univocidad del plano, a menudo se dibuja una vista adicional, aunque no se marquen cotas en ella.
VII. Chaflán vs. Avellanado vs. Desbarbado
Biselar, avellanar y desbarbar: Comprender los principales procesos de mecanizado
Un chaflán es un borde biselado que une dos superficies en ángulo, normalmente de unos 45 grados. Se utiliza para eliminar los bordes afilados, lo que hace que las piezas sean más seguras de manejar y más fáciles de montar, además de mejorar su aspecto. Los chaflanes son comunes en muchas industrias para facilitar el encaje de las piezas, reducir la tensión y mejorar el aspecto del producto.
Un avellanador crea un orificio cónico en un material, lo que permite que la cabeza de un tornillo o perno quede a ras o por debajo de la superficie. Los ángulos habituales de los avellanadores son 82, 90, 100 ó 120 grados. Los avellanadores son esenciales para aplicaciones en las que los elementos de fijación deben quedar enrasados con la superficie, tanto por razones funcionales como estéticas.
El desbarbado elimina los pequeños bordes ásperos que quedan en una pieza tras operaciones de mecanizado como el taladrado, el fresado o el corte. Puede realizarse manual o automáticamente. El objetivo principal es mejorar el acabado de la pieza, eliminar los bordes afilados y garantizar que cumple las normas de seguridad y funcionalidad.
Principales diferencias
- Chaflán vs. Avellanador: Los chaflanes suavizan los bordes y facilitan el montaje, normalmente en un ángulo de 45 grados, mientras que los avellanadores crean orificios cónicos para las cabezas de los tornillos en ángulos específicos.
- Chaflán vs. Desbarbado: El biselado crea bordes biselados, mientras que el desbarbado elimina los bordes ásperos y las rebabas.
- Avellanar vs. Desbarbar: El avellanado hace que los orificios para las fijaciones queden enrasados, mientras que el desbarbado garantiza que las piezas no tengan bordes afilados.
Medición y herramientas
- Medidores de chaflán: Miden el ángulo y la anchura de los cantos biselados.
- Calibradores de avellanado: Miden el ángulo y el diámetro de los agujeros avellanados.
- Herramientas de desbarbado: Van desde las herramientas manuales hasta las herramientas de mecanizado CNC, como las fresadoras de chaflanes.
Resumen
Conocer las diferencias entre biselado, avellanado y desbarbado le ayuda a elegir la técnica y las herramientas adecuadas para la fabricación y el montaje, garantizando productos de alta calidad, seguros y funcionales.
Preguntas frecuentes
A continuación encontrará respuestas a algunas preguntas frecuentes:
¿Cuáles son los distintos tipos de chaflanes y sus aplicaciones?
Las formas de chaflán varían en función de su ángulo, tamaño de rosca y tipo de acanaladura, y cada una de ellas sirve para aplicaciones específicas. La forma A, con un tamaño de rosca de 6-8 y un ángulo de 5°, utiliza canales rectos y es ideal para agujeros pasantes cortos. La forma B, con un tamaño de rosca de 3,5-6 y un ángulo de 8°, también utiliza canales rectos con punta en espiral, adecuados para agujeros pasantes en materiales de viruta media o larga. La forma C, con un tamaño de rosca de 2-3 y un ángulo de 15°, emplea estrías rectas o en espiral, perfectas para agujeros ciegos o pasantes en materiales de viruta corta. La forma D, con un tamaño de rosca de 3,5-5 y un ángulo de 8°, utiliza estrías rectas o en espiral para agujeros ciegos con salida de rosca o agujeros pasantes. Por último, la forma E, con un tamaño de rosca de 1,5-2 y un ángulo de 23°, utiliza estrías rectas o en espiral, adecuadas para agujeros ciegos con salida de rosca corta. Estas formas de chaflán son cruciales en el mecanizado para suavizar los bordes, mejorar la seguridad y facilitar el montaje.
¿Cómo se realiza el biselado utilizando diferentes técnicas como el torneado y el fresado?
Para realizar el biselado mediante técnicas como el torneado y el fresado, es necesario seguir procedimientos específicos para cada método.
En torneado, el biselado interior consiste en utilizar una herramienta de diámetro interior para mecanizar la arista interior de un agujero, colocando la herramienta para cortar en el ángulo deseado. El biselado exterior se realiza con una herramienta externa para cortar el borde exterior de una pieza, normalmente en un ángulo de 45 grados.
Para el fresado, el fresado en chaflán utiliza herramientas especializadas como fresas de chaflán, fresas frontales y fresas de punta. Las fresas de chaflán crean varios perfiles de arista haciendo girar la fresa a baja velocidad e introduciéndola en la pieza a un ritmo moderado. Las fresas frontales pueden biselar bordes de distintos tamaños y formas, mientras que las fresas de mango se inclinan hasta el ángulo deseado a medida que atraviesan la pieza. El uso de fresas de chaflanar o herramientas de chaflanar de cabeza maciza reemplazables garantiza ángulos precisos para el chaflanado interior y exterior. Las técnicas de mecanizado por pasos o por detención ayudan a gestionar la fragmentación de la viruta durante el fresado.
Un biselado preciso requiere una preparación adecuada de la máquina, incluida la puesta a cero de la herramienta y el uso de paralelas asentadas o la inclinación del cabezal de fresado. Trabajar a velocidades lentas y avances moderados evita el sobrecalentamiento y mantiene el control. Garantizar la alineación de la herramienta y utilizar métodos de refrigeración adecuados también son esenciales para mantener la integridad de la herramienta y lograr resultados uniformes.
¿Qué herramientas son las mejores para biselar y en qué se diferencian?
Las mejores herramientas para biselar son las fresas de biselar, las herramientas de biselar manuales y las herramientas de biselar para desbarbado exterior e interior. Las fresas de biselar, especialmente las de metal duro, son ideales para trabajos de precisión en materiales duros como el acero para herramientas, ya que ofrecen durabilidad y eficacia de corte. Las herramientas manuales, como las biseladoras neumáticas y las brocas de metal duro de las fresadoras, son preferibles para operaciones manuales y resultan adecuadas para crear chaflanes precisos en diversos materiales, incluido el aluminio. Las herramientas de biselado de desbarbado exterior e interior, como las de ORX PLUS, son versátiles y pueden acoplarse a taladros eléctricos para un funcionamiento sencillo y eficaz, lo que las hace adecuadas para una amplia gama de materiales. La elección de la herramienta depende del material a biselar, la precisión requerida, la durabilidad, el coste y las características de seguridad.
¿Por qué son importantes los chaflanes para la seguridad y el montaje?
Los chaflanes son cruciales para la seguridad y el montaje en diversas industrias. Eliminan los bordes afilados, reduciendo significativamente el riesgo de lesiones durante la manipulación o el uso de componentes, lo que es vital para productos de consumo como muebles y herramientas. Los chaflanes también evitan la fatiga del material distribuyendo la tensión de forma más uniforme, lo que aumenta la durabilidad y longevidad de los productos. En el montaje, los chaflanes facilitan la alineación e inserción de las piezas, garantizando un ajuste suave y preciso, lo que resulta esencial para aplicaciones mecánicas e industriales. Además, los chaflanes proporcionan holgura para los radios interiores, evitando problemas de interferencias durante el montaje. Estas ventajas hacen de los chaflanes un elemento esencial en los procesos de fabricación y diseño.
¿Cuál es la diferencia entre un chaflán, un avellanado y un desbarbado?
Un chaflán es un borde biselado que hace transición entre dos caras de un objeto, normalmente en ángulo, y que suele utilizarse para eliminar bordes afilados, facilitar el montaje y mejorar la estética. Un avellanado es un tipo específico de chaflán que se aplica a orificios redondos, diseñado para permitir que la cabeza de un elemento de fijación se asiente a ras de la superficie, y tiene tolerancias más críticas. El desbarbado, por su parte, es el proceso de eliminación de bordes afilados o rebabas resultantes de operaciones de mecanizado, principalmente para garantizar la seguridad y el buen funcionamiento, en lugar de ser una característica de diseño deliberada.
¿Cómo elijo el ángulo de chaflán adecuado para mi aplicación?
Elegir el ángulo de chaflán adecuado para su aplicación implica comprender los requisitos específicos de su proceso de diseño y fabricación. Empiece por considerar los ángulos estándar utilizados en su sector; por ejemplo, un chaflán de 45 grados es habitual para fines generales debido a su equilibrio entre resistencia y facilidad de mecanizado. Si trabaja con tuberías, un ángulo de 37,5 grados puede ser más adecuado, mientras que las aplicaciones aeroespaciales suelen utilizar ángulos de 100-110 grados para los remaches.
Además, piense en el material con el que trabaja y en la funcionalidad del chaflán. Por ejemplo, un ángulo más agudo puede ser necesario por motivos estéticos o para reducir las concentraciones de tensión, mientras que un ángulo más amplio puede facilitar el montaje o la soldadura. Asegúrese de utilizar herramientas de medición adecuadas, como calibres de chaflán, para verificar el ángulo y mantener la precisión. Si considera detenidamente estos factores, podrá seleccionar el ángulo de chaflán que mejor se adapte a las necesidades de su aplicación.