¿Alguna vez se ha preguntado por el fascinante mundo de la fundición? Este proceso de fabricación antiguo pero en constante evolución da forma a nuestra vida cotidiana de innumerables maneras. En esta entrada del blog, exploraremos los distintos tipos de técnicas de fundición que se utilizan para crear piezas metálicas complejas con precisión y eficacia. Desde la fundición en arena tradicional hasta la fundición a presión avanzada, cada método ofrece ventajas únicas para diferentes aplicaciones. Acompáñenos mientras nos adentramos en los entresijos de este proceso de fabricación esencial y descubra cómo sigue impulsando la innovación en todos los sectores.
La fundición es un proceso de fabricación fundamental en el que se vierte un material líquido en un molde con una cavidad hueca de la forma deseada y luego se deja solidificar. La pieza solidificada se conoce como colada, que se expulsa o se rompe del molde para completar el proceso.
Existen varios tipos de procesos de fundición, cada uno con sus propias características, ventajas y desventajas. A grandes rasgos, pueden clasificarse en dos grandes grupos: Fundición en molde de arena y Fundición especial.
1. Fundición en molde de arena
La fundición en molde de arena es uno de los métodos de fundición más comunes y versátiles. Consiste en crear un molde de arena y verter metal fundido en la cavidad. Existen tres tipos principales de fundición en molde de arena:
1.1 Colada en arena húmeda
Definición: Utiliza arena mezclada con agua y arcilla para formar el molde.
Características: El molde está húmedo cuando se vierte el metal.
Ventajas: Rentable, adecuada para grandes piezas fundidas y arena reutilizable.
Desventajas: Precisión y acabado superficial limitados, posibilidad de defectos relacionados con la humedad.
1.2 Moldeo en arena en seco
Definición: Utiliza arena que se seca antes de verter el metal fundido.
Características: El molde se hornea para eliminar la humedad.
Ventajas: Mejor precisión dimensional y acabado superficial que la fundición en arena húmeda.
Desventajas: Mayor coste debido al proceso de secado, mayor tiempo de producción.
1.3 Fundición en arena con endurecimiento químico
Definición: Utiliza arena aglomerada químicamente para formar el molde.
Características: La arena se mezcla con aglutinantes químicos que endurecen el molde.
Ventajas: Moldes de alta resistencia, excelente precisión dimensional y acabado superficial.
Desventajas: Más caro que la fundición en arena tradicional, manipulación compleja de productos químicos.
2. Fundición especial
Los procesos especiales de fundición utilizan distintos materiales y técnicas para crear moldes y piezas fundidas. Pueden dividirse en dos categorías principales en función del material de modelado:
2.1 Colada natural a base de arena mineral
Fundición a la cera perdida: Utiliza un patrón de cera recubierto de material refractario para formar un molde. Alta precisión y excelente acabado superficial, pero caro y lento.
Fundición en arcilla: Utiliza la arcilla como principal material de moldeo. Adecuado para artículos artísticos y decorativos, pero limitado a la producción a pequeña escala.
Fundición en coquilla: Consiste en crear una fina capa de arena y resina alrededor de un patrón. Ofrece un buen acabado superficial y precisión dimensional, pero se limita a piezas pequeñas.
Moldeo por presión negativa: Utiliza el vacío para introducir el metal fundido en el molde. Proporciona excelentes detalles y reduce la porosidad, pero requiere equipos especializados.
Fundición en molde completo: Utiliza un patrón de espuma que se vaporiza al verter el metal fundido. Es sencillo y rentable, pero puede producir defectos relacionados con el gas.
Fundición de moldes cerámicos: Utiliza materiales cerámicos para crear el molde. Adecuado para aleaciones de alta temperatura y proporciona un excelente acabado superficial, pero es caro.
2.2 Fundición de metales
Fundición de moldes metálicos: Consiste en utilizar moldes metálicos, también conocidos como matrices, para crear piezas de fundición. Alta precisión y acabado superficial, pero limitada a la producción de grandes volúmenes debido al coste de los moldes.
Fundición a presión: El metal fundido se introduce a presión en un molde. Excelente precisión dimensional y acabado superficial, pero limitado a metales no ferrosos.
Colada continua: El metal fundido se vierte continuamente en un molde y se solidifica. Adecuado para producir grandes longitudes de material, pero limitado a formas específicas.
Colada a baja presión: Utiliza baja presión para llenar el molde con metal fundido. Reduce las turbulencias y mejora la calidad, pero requiere equipos especializados.
Fundición centrífuga: Utiliza la fuerza centrífuga para distribuir el metal fundido en el molde. Es ideal para piezas cilíndricas y proporciona una alta densidad de material, pero está limitado a geometrías específicas.
Comprender los distintos procesos de fundición es crucial para seleccionar el método adecuado para una aplicación específica. Cada proceso tiene sus propias características, ventajas y desventajas, lo que los hace adecuados para distintos tipos de productos y escalas de producción. El estudio detallado de estos procesos le permitirá tomar decisiones con conocimiento de causa para optimizar la eficacia de la fabricación y la calidad del producto.
Explicación de los distintos tipos de fundición
1. Fundición en arena
¿Qué es el moldeo en arena?
La fundición en arena es un método versátil y ampliamente utilizado para producir piezas fundidas de metal mediante la creación de un molde a partir de una mezcla de arena. Este proceso es capaz de producir piezas de fundición de una gran variedad de metales, incluidos el acero, el hierro y la mayoría de las aleaciones no ferrosas. Es especialmente apreciado por su capacidad para crear formas complejas y cavidades internas intrincadas.
Proceso tecnológico
El proceso de fundición en arena implica varios pasos clave:
Patronaje: Se crea un patrón, normalmente de madera, metal o plástico, con la forma de la pieza deseada.
Fabricación de moldes: El patrón se coloca en un recipiente y se rellena con arena para formar un molde. La arena se mezcla con un aglutinante para que conserve su forma.
Fabricación de núcleos: Si la pieza requiere cavidades internas, se colocan núcleos de arena en el interior del molde.
Montaje de moldes: Se ensamblan las mitades del molde y se colocan en su interior los machos necesarios.
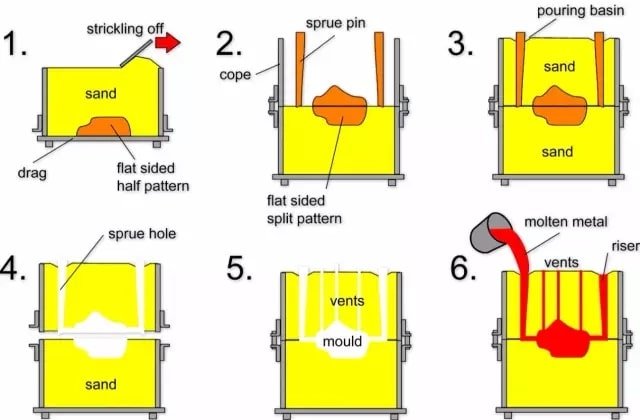
Verter: El metal fundido se vierte en la cavidad del molde a través de un sistema de compuertas.
Refrigeración: El metal se deja enfriar y solidificar dentro del molde.
Sacudida: Se rompe el molde de arena y se extrae la pieza fundida.
Limpieza: Se limpia la pieza fundida para eliminar cualquier resto de arena, cascarilla o exceso de metal.
Inspección: La fundición se inspecciona para detectar defectos y precisión dimensional.
Proceso de fundición en arena
Características técnicas
La fundición en arena ofrece varias características notables:
Formas complejas: Es idónea para fabricar piezas con geometrías complejas y cavidades interiores intrincadas.
Adaptabilidad: La fundición en arena puede utilizarse con una amplia gama de metales y aleaciones, lo que la hace muy adaptable.
Rentable: El proceso es relativamente barato, especialmente para pequeñas series de producción o piezas personalizadas.
Flexibilidad del material: Es el único proceso viable para fabricar piezas o piezas brutas a partir de materiales de escasa plasticidad, como el hierro fundido.
Aplicaciones
La fundición en arena se utiliza ampliamente en diversas industrias debido a su versatilidad y rentabilidad. Entre las aplicaciones más comunes se incluyen:
Industria del automóvil: Bloques de motor, culatas y cigüeñales.
Industria aeroespacial: Componentes estructurales y carcasas.
Maquinaria: Cajas de cambios, carcasas de bombas y cuerpos de válvulas.
Construcción: Componentes y accesorios arquitectónicos.
En resumen, la fundición en arena es un método muy adaptable y rentable para producir piezas fundidas de metal con formas complejas y detalles intrincados. Su capacidad para trabajar con una amplia gama de materiales lo convierte en un proceso esencial en muchas aplicaciones industriales.
2. Fundición a la cera perdida
¿Qué es la fundición a cera perdida?
La fundición a la cera perdida es un proceso de fundición de precisión que consiste en crear un patrón a partir de un material fusible, normalmente cera. A continuación, este patrón se envuelve en varias capas de materiales refractarios para formar un molde. Una vez creado el molde, se funde el patrón, dejando una cavidad sin superficies de separación. A continuación, el molde se cuece a altas temperaturas para eliminar los restos de cera y fortalecerlo. Por último, se vierte metal fundido en la cavidad para crear la pieza de fundición final.
Proceso tecnológico
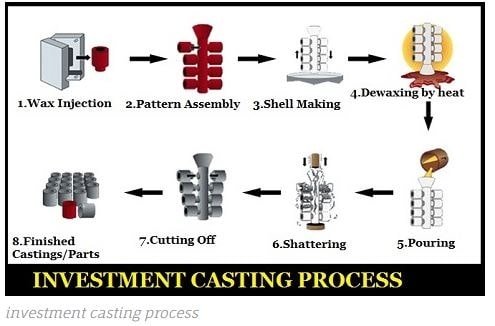
El proceso de fundición a la cera perdida implica varios pasos clave:
Creación de patrones: Se realiza un patrón de cera, que es una réplica exacta del producto final.
Montaje: Los modelos de cera se unen a un bebedero central de cera para formar un conjunto en forma de árbol.
Edificio Shell: El conjunto se sumerge repetidamente en una lechada cerámica y se recubre con arena fina para formar un caparazón grueso y duro.
Desparafinado: La cáscara de cerámica se calienta para fundir y escurrir la cera, dejando un molde hueco.
Precalentamiento: El molde se vuelve a calentar para eliminar cualquier resto de cera y prepararlo para el vertido del metal.
Fundición: El metal fundido se vierte en el molde precalentado.
Refrigeración: El molde se deja enfriar y solidificar.
Retirada del caparazón: La cáscara de cerámica se rompe para revelar la parte de metal fundido.
Acabado: La pieza de fundición se corta del bebedero y se realizan las operaciones de acabado necesarias, como el rectificado o el mecanizado.
Proceso de fundición a la cera perdida
Ventajas
Alta precisión dimensional y geométrica: La fundición a la cera perdida produce piezas con tolerancias estrechas y detalles intrincados.
Excelente acabado superficial: El proceso produce piezas con una elevada rugosidad superficial, lo que reduce la necesidad de acabado adicional.
Formas complejas: Puede moldear geometrías complejas que serían difíciles o imposibles de conseguir con otros métodos de fundición.
Versatilidad de materiales: Se puede fundir una amplia gama de aleaciones, incluidas las que son difíciles de mecanizar.
Desventajas
Procedimientos complicados: El proceso implica múltiples pasos y requiere un control minucioso en cada etapa.
Coste elevado: Debido a la complejidad y a la gran intensidad de mano de obra del proceso, la fundición a la cera perdida puede resultar más cara que otros métodos de fundición.
Aplicaciones
La fundición a la cera perdida es especialmente adecuada para fabricar piezas pequeñas con formas complejas y requisitos de alta precisión. Se utiliza ampliamente en industrias como la aeroespacial, la de automoción y la de dispositivos médicos. Las aplicaciones más comunes son:
Álabes de motor de turbina: Estas piezas requieren gran precisión y geometrías complejas.
Implantes médicos: La fundición a la cera perdida permite fabricar componentes complejos y biocompatibles.
Joyería: El proceso es ideal para crear diseños detallados y delicados.
Componentes de automoción: Las piezas de alta precisión, como los engranajes y los componentes del motor, suelen fundirse por inversión.
La fundición a la cera perdida sigue siendo un proceso vital en la fabricación moderna, ya que proporciona componentes precisos y de alta calidad para una gran variedad de aplicaciones.
3. Fundición en molde de arcilla
La fundición en molde de arcilla es un proceso de fundición tradicional que utiliza la arcilla como material principal para crear moldes con los que producir diversas piezas de fundición. Este método tiene importancia histórica y se ha utilizado durante siglos, sobre todo en China, donde se reconoce como una de las primeras tecnologías de fundición conocidas.
Materiales y procesos
Para que el molde de arcilla tenga una gran fuerza de cohesión, la arcilla se mezcla con agua y diversos materiales orgánicos e inorgánicos. Estos materiales incluyen:
Cáscara de arroz y césped de arroz: Estos subproductos agrícolas ayudan a ligar la arcilla y a mejorar su integridad estructural.
Estiércol de caballo: La materia orgánica, como el estiércol de caballo, ayuda a crear una estructura porosa dentro del molde.
Ceniza de paja: Este material contribuye a la dureza y durabilidad del molde.
Una vez mezclada, la arcilla se somete a procesos de secado al aire o al sol. Esta fase de secado es crucial, ya que solidifica el molde, haciéndolo duro y duradero. El molde de arcilla resultante presenta poros de salida de aire, esenciales para ventilar los gases durante el proceso de fundición.
Características del moho
Textura de la superficie: La superficie del molde de arcilla es fina y uniforme, lo que ayuda a conseguir un acabado liso en el producto moldeado.
Textura interna: La textura media del molde es más gruesa, lo que le proporciona la resistencia y rigidez necesarias.
Materiales adicionales: Para mejorar las propiedades del molde, se pueden añadir materiales como arena, escoria de tanque y ladrillos rotos. Estas adiciones ayudan a mejorar la resistencia térmica del molde y su durabilidad general.
Reutilización
Una de las ventajas más notables del molde de arcilla es su reutilización. El molde de arcilla puede utilizarse varias veces, lo que lo clasifica como molde semipermanente. Esta característica lo convierte en una opción económica y eficaz para los procesos de fundición.
Importancia histórica
La fundición en molde de arcilla ocupa un lugar destacado en la historia de la fabricación, sobre todo en China. Representa el ingenio y la inventiva de los primeros metalúrgicos que desarrollaron este método para producir diversos objetos metálicos.
Aplicaciones
Aunque las técnicas modernas de fundición han evolucionado, la fundición en molde de arcilla sigue siendo apreciada por su sencillez y eficacia en determinadas aplicaciones. Es especialmente útil en la producción a pequeña escala y en ámbitos en los que se prefieren los métodos tradicionales.
La fundición en molde de arcilla es un testimonio del legado perdurable de las técnicas de fabricación tradicionales. Al utilizar materiales fácilmente disponibles y procesos sencillos, ha proporcionado un método fiable para producir piezas de fundición durante siglos. Su importancia histórica y sus ventajas prácticas siguen haciendo de él un método de fundición valioso en contextos específicos.
4. Moldeo en coquilla
La fundición en coquilla es un proceso de fundición de precisión que produce piezas fundidas de alta calidad utilizando moldes de coquilla finos. Este método fue inventado por Johannes Croning en 1943 y se utilizó por primera vez en Alemania en 1944. Desde su creación, la técnica ha sido ampliamente adoptada por diversas industrias de todo el mundo debido a su eficacia y capacidad para producir piezas de fundición complejas y precisas.
Resumen del proceso
El proceso de fundición en molde de concha implica varios pasos clave:
Preparación del patrón: Un patrón metálico, normalmente de hierro o acero, se calienta a una temperatura comprendida entre 180 y 280°C.
Aplicación de la arena de moldeo: La arena de moldeo endurecida por calor, normalmente arena recubierta de resina fenólica, se aplica al patrón calentado. Así se crea un molde de concha fina con un grosor que suele oscilar entre 6 y 12 mm.
Curar el moho: El molde se calienta aún más para solidificar la arena recubierta de resina, lo que proporciona la resistencia y rigidez necesarias al caparazón.
Montaje de moldes: Las carcasas superior e inferior del molde se sujetan o pegan con resina, formando un molde completo sin necesidad de un arenero tradicional.
Fabricación de núcleos: Los núcleos, si es necesario, también pueden fabricarse utilizando el mismo proceso de moldeo de la cáscara. El método de soplado se emplea habitualmente para fabricar núcleos de cáscara fina.
Ventajas del moldeo en coquilla
Precisión y exactitud: El proceso permite fabricar piezas de fundición con detalles finos y tolerancias ajustadas.
Acabado superficial: Las piezas de fundición producidas con moldes de concha suelen tener un acabado superficial superior al de las fabricadas con métodos tradicionales de fundición en arena.
Eficacia: Los moldes de cáscara fina requieren menos material y energía, lo que hace que el proceso sea más eficiente y rentable.
Versatilidad: La fundición en coquilla puede utilizarse para una amplia gama de metales, incluidas las aleaciones ferrosas y no ferrosas.
Aplicaciones
La fundición en coquilla se utiliza ampliamente en industrias en las que la precisión y los acabados superficiales de alta calidad son fundamentales. Entre las aplicaciones más comunes se incluyen:
Industria del automóvil: Componentes de motor, piezas de transmisión y otras piezas críticas de automoción.
Industria aeroespacial: Componentes de precisión que requieren gran resistencia y fiabilidad.
Industria de la máquina herramienta: Piezas complejas y detalladas para maquinaria diversa.
La fundición en coquilla es un método de fundición muy eficaz y preciso que ha contribuido decisivamente al avance de las capacidades de fabricación en diversos sectores. Su capacidad para producir piezas de fundición detalladas y de alta calidad con excelentes acabados superficiales lo convierte en la opción preferida para muchas aplicaciones.
5. Fundición de moldes cerámicos
La fundición cerámica en molde es un sofisticado método de fundición que utiliza una lechada cerámica para producir piezas fundidas de alta calidad. Esta técnica es especialmente apreciada por su capacidad para crear formas precisas y complejas con excelentes acabados superficiales. Profundicemos en los detalles de este proceso de fundición.
Composición de la pasta cerámica
La lechada cerámica utilizada en este método de colada está compuesta por:
Hidrolizado de silicato de etilo: Actúa como aglutinante.
Arenas finas refractarias: Se trata de materiales como el cuarzo fundido, el circón y el corindón. Estas arenas se eligen por su textura pura y su gran estabilidad térmica, cruciales para mantener la integridad del molde a altas temperaturas.
Catalizadores para gelificación
Para acelerar el proceso de gelificación de la pasta cerámica, a menudo se añaden catalizadores como hidróxido de calcio u óxido de magnesio. Estos catalizadores ayudan a fraguar rápidamente la lechada, con lo que el molde queda listo para los pasos siguientes en menos tiempo.
Resumen del proceso
Debido a las similitudes de composición y aspecto entre los materiales refractarios utilizados y la cerámica tradicional, este proceso suele denominarse fundición de "tipo cerámico". La fundición en molde cerámico es una tecnología avanzada que ha evolucionado a partir de la fundición en molde de arena tradicional, ofreciendo una mayor precisión y calidad superficial.
Tipos de moldes cerámicos
Existen dos métodos principales de fundición de moldes cerámicos:
1. Fabricación de moldes con un cajón de arena
Aplicación: La pasta cerámica se aplica a un tablero de moldeo.
Revestimiento: El cajón de arena se recubre con el lodo.
Verter: El lodo ajustado se vierte en el cajón de arena.
Adhesión y endurecimiento: Se deja que el molde se adhiera y endurezca.
Horneado: A continuación, el molde se cuece a altas temperaturas para formar el molde de fundición definitivo.
Este método es especialmente útil para crear piezas de fundición detalladas e intrincadas.
2. Fabricación de moldes con casquillo
Relleno de huecos: La lechada cerámica se vierte en el hueco entre el casquillo y el patrón.
Material del casquillo: El casquillo puede ser de arena o de metal.
Eficacia: Este método es eficaz, ya que ahorra una cantidad significativa de lechada cerámica.
Esta técnica está muy extendida en la producción por su eficacia material y su rentabilidad.
Ventajas del moldeo cerámico
Precisión: Permite crear formas complejas y detalladas.
Acabado superficial: Produce piezas de fundición con excelentes acabados superficiales.
Estabilidad térmica: La gran estabilidad térmica de los materiales refractarios garantiza la integridad del molde a altas temperaturas.
Eficiencia material: El uso de casquillos puede reducir significativamente la cantidad de lechada cerámica necesaria.
La fundición de moldes cerámicos representa un avance significativo en la tecnología de fundición, ya que ofrece numerosas ventajas con respecto a los métodos tradicionales. Su capacidad para producir piezas fundidas de alta precisión y calidad lo convierte en un proceso inestimable en diversas aplicaciones industriales. Conociendo la composición, los catalizadores y los métodos empleados, los fabricantes pueden utilizar eficazmente esta tecnología para obtener resultados de fundición superiores.
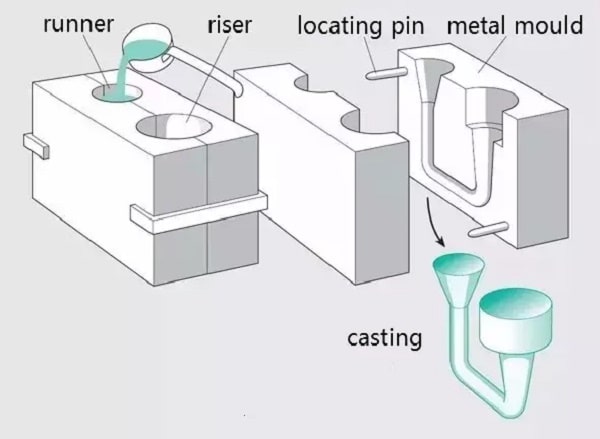
6. Fundición de moldes metálicos
La fundición en molde de metal, también conocida como fundición en molde duro, es un proceso muy eficaz en el que se vierte metal líquido en un molde metálico para crear piezas fundidas. El molde, normalmente de acero o hierro fundido, puede reutilizarse varias veces, a menudo entre cientos y miles de ciclos, lo que lo convierte en un método rentable para la producción en masa.
Ventajas de la fundición de moldes metálicos
Reutilización: Los moldes metálicos son duraderos y pueden utilizarse repetidamente, lo que reduce el coste por colada con el paso del tiempo.
Precisión: Los moldes metálicos ofrecen una gran precisión dimensional y un excelente acabado superficial, lo que reduce la necesidad de mecanizado adicional.
Velocidad de producción: El proceso permite ciclos de producción rápidos, lo que resulta beneficioso para la fabricación de grandes volúmenes.
Limitaciones de la fundición de moldes metálicos
A pesar de sus ventajas, la fundición de moldes metálicos tiene ciertas limitaciones:
Restricciones materiales: Mientras que los metales no férreos, como el aluminio, el magnesio y el zinc, se utilizan habitualmente, los metales férreos, como el hierro fundido y el acero, pueden resultar más difíciles debido a sus puntos de fusión más altos y al desgaste que provocan en los moldes.
Complejidad de las formas: El proceso es más adecuado para formas sencillas. Las geometrías complejas pueden requerir diseños de molde más intrincados, cuya producción puede resultar costosa y laboriosa.
Restricciones de peso: El peso de las piezas fundidas suele ser limitado. Las piezas fundidas más pesadas pueden provocar un desgaste excesivo de los moldes y pueden requerir técnicas especiales de manipulación y refrigeración.
Espesor de pared: Existen limitaciones en cuanto al grosor mínimo de pared que puede alcanzarse. Las paredes más finas pueden ser difíciles de moldear uniformemente, lo que puede provocar defectos y debilidades estructurales.
Coste inicial: El coste inicial de la creación de moldes metálicos es relativamente elevado en comparación con otros métodos de fundición, como la fundición en arena. Esto lo hace menos adecuado para series de producción de bajo volumen.
Aplicaciones
La fundición de moldes metálicos se utiliza ampliamente en industrias en las que la alta precisión y la repetibilidad son cruciales. Entre las aplicaciones más comunes se incluyen:
Industria del automóvil: Producción de componentes de motor, piezas de transmisión y otros componentes críticos.
Industria aeroespacial: Fabricación de piezas ligeras y de alta resistencia.
Electrónica de consumo: Fabricación de carcasas y componentes estructurales para dispositivos electrónicos.
Maquinaria industrial: Componentes que requieren gran durabilidad y precisión.
La fundición de moldes metálicos es un proceso de fabricación versátil y eficaz, especialmente adecuado para la producción de grandes volúmenes de piezas metálicas con una precisión dimensional y un acabado superficial excelentes. Sin embargo, sus limitaciones en cuanto a material, complejidad de formas y peso deben tenerse muy en cuenta a la hora de seleccionar este método para aplicaciones específicas.
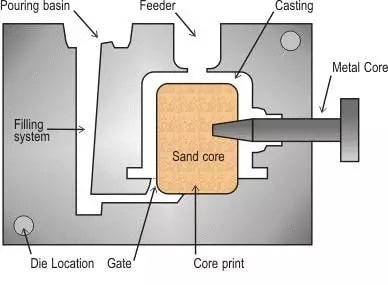
7. Fundición a presión
¿Qué es la fundición a presión?
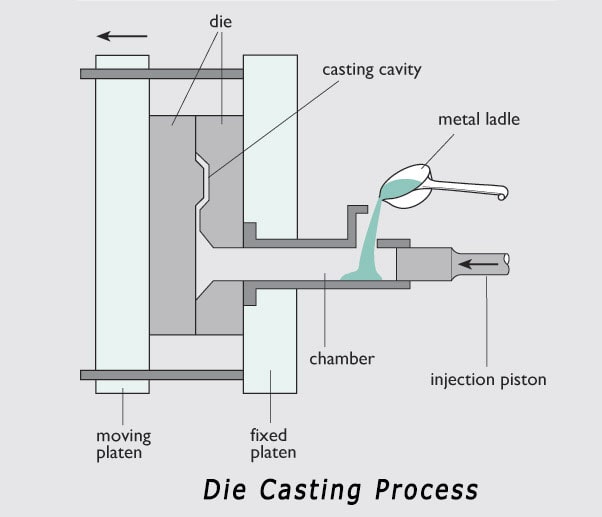
La fundición a presión es un proceso de fabricación en el que se inyecta metal fundido en una cavidad metálica de precisión a alta presión y velocidad. El metal se enfría y solidifica bajo presión, formando una pieza de fundición con dimensiones precisas y un acabado superficial liso.
Proceso tecnológico
El proceso de fundición a presión implica varios pasos clave:
Preparación: Se prepara el molde y se recubre con un lubricante para facilitar el desmoldeo.
Inyección: El metal fundido se inyecta a alta presión en la cavidad del molde.
Refrigeración: El metal se deja enfriar y solidificar dentro del molde.
Expulsión: Se abre el molde y se expulsa la colada solidificada.
Recorte: El material sobrante, como la rebaba, se elimina de la pieza fundida.
Ventajas
Alta presión y caudal rápido: El líquido metálico está sometido a alta presión y fluye rápidamente durante la fundición a presión, lo que garantiza que el molde se llene rápida y completamente.
Buena calidad del producto: Las piezas moldeadas a presión tienen dimensiones estables, buen acabado superficial y excelente intercambiabilidad.
Alta eficiencia de producción: Los moldes de fundición a presión pueden reutilizarse muchas veces, lo que hace que el proceso sea adecuado para la producción de grandes volúmenes.
Beneficios económicos: El proceso es rentable para la producción en masa debido a su alta eficiencia y repetibilidad.
Desventajas
Porosidad y contracción: Las piezas de fundición son propensas a desarrollar poros finos y defectos de contracción, que pueden afectar a sus propiedades mecánicas.
Plasticidad baja: Las piezas fundidas a presión tienen poca plasticidad y no son adecuadas para aplicaciones que impliquen cargas de impacto o vibraciones.
Vida del moho: Al fundir aleaciones de alto punto de fusión, se reduce la vida útil del molde, lo que puede limitar la escala de producción y aumentar los costes.
Aplicaciones
La fundición a presión se utilizó inicialmente en las industrias del automóvil y de instrumentos. Con el tiempo, sus aplicaciones se han ampliado a diversos sectores, entre ellos:
Maquinaria agrícola
Industria de máquinas herramienta
Industria electrónica
Industria nacional de defensa
Ordenadores
Equipamiento médico
Relojes y cámaras
Hardware diario
La fundición a presión sigue siendo un proceso de fabricación versátil y muy utilizado por su capacidad para producir formas complejas con gran precisión y excelente calidad superficial.
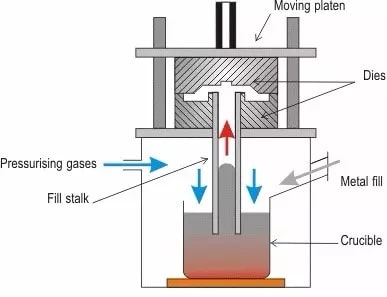
La fundición a baja presión es un proceso de fabricación en el que el metal líquido se hace llenar un molde a baja presión, que suele oscilar entre 0,02 y 0,06 MPa. A continuación, el metal cristaliza bajo esta presión para formar una pieza fundida. Este método se distingue por su capacidad para controlar la presión y la velocidad del metal durante el vertido, lo que lo hace adecuado para una gran variedad de moldes de fundición y aleaciones.
Proceso tecnológico
Preparación del molde: Se prepara y se coloca el molde, que puede ser de metal o de arena.
Fundir el metal: El metal se funde en un horno.
Llenar el molde: El metal fundido se inyecta en el molde desde la parte inferior a baja presión, lo que garantiza un proceso de llenado estable y controlado.
Solidificación: El metal se solidifica bajo presión, formando una colada densa y de gran calidad.
Refrigeración y expulsión: Se deja enfriar la pieza fundida y se expulsa del molde.
Características técnicas
Presión y velocidad ajustables
Versatilidad: La presión y la velocidad durante el vertido se pueden ajustar, lo que hace que el proceso sea adecuado para diversos moldes de fundición, incluidos los moldes de metal y arena.
Aplicaciones diversas: Puede utilizarse para fundir diferentes aleaciones y producir piezas moldeadas de diversos tamaños.
Método de llenado por inyección en el fondo
Relleno estable: Al adoptar un método de llenado por inyección inferior, el líquido metálico llena el molde de forma estable sin salpicar.
Prevención de gases: Este método permite evitar la presencia de gas en la colada.
Erosión reducida: Reduce la erosión de las paredes del molde y del núcleo, mejorando así la tasa de paso de la colada.
Piezas de fundición de alta calidad
Estructura densa: La fundición se solidifica bajo presión, dando lugar a una estructura densa.
Contorno nítido y superficie lisa: Las piezas moldeadas tienen un contorno nítido y una superficie lisa.
Altas propiedades mecánicas: El proceso da lugar a piezas de fundición con elevadas propiedades mecánicas, por lo que resulta especialmente ventajoso para piezas de gran tamaño y paredes finas.
Eficacia y automatización
Alto aprovechamiento del metal: El proceso elimina la necesidad de elevadores, aumentando la tasa de utilización del metal a 90-98%.
Baja intensidad de mano de obra: Se caracteriza por una baja intensidad de mano de obra y buenas condiciones de trabajo.
Equipamiento sencillo: El equipo utilizado es relativamente sencillo.
Mecanización y automatización: Existe un gran potencial de mecanización y automatización, que mejora la productividad y la coherencia.
Aplicación
La fundición a baja presión se utiliza principalmente en la fabricación de productos tradicionales como:
Culatas
Bujes
Marcos cilíndricos
Estos componentes se benefician de las características de alta calidad de las piezas moldeadas a baja presión, como su estructura densa y sus elevadas propiedades mecánicas.
La fundición a baja presión es un método versátil y eficaz para producir piezas fundidas de metal de alta calidad. Su capacidad para controlar la presión y la velocidad durante el vertido, combinada con las ventajas del llenado por inyección en el fondo y la solidificación bajo presión, lo hacen adecuado para una amplia gama de aplicaciones. El proceso no sólo mejora la calidad de las piezas fundidas, sino que también mejora la utilización del metal y permite una mayor automatización, lo que lo convierte en una técnica valiosa en la fabricación moderna.
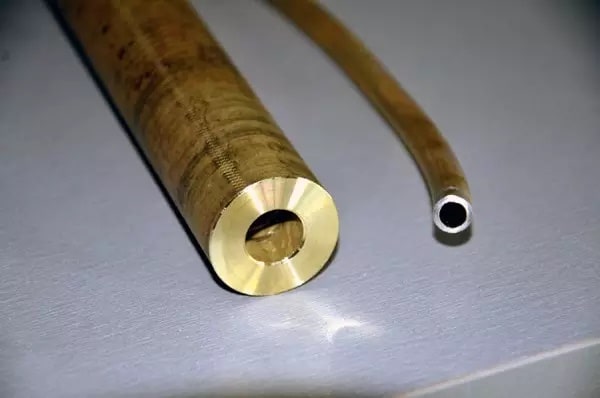
9. Fundición centrífuga
¿Qué es la fundición centrífuga?
La fundición centrífuga es un método de fundición en el que el metal fundido se vierte en un molde giratorio. La rotación del molde genera una fuerza centrífuga que ayuda a llenar el molde y solidificar el metal. Esta técnica es especialmente eficaz para producir piezas cilíndricas y componentes con un alto grado de uniformidad y densidad.
Proceso tecnológico
Preparación: El molde se prepara y se ajusta para que gire a una velocidad específica.
Verter: El metal fundido se vierte en el molde giratorio.
Solidificación: La fuerza centrífuga distribuye uniformemente el metal fundido a lo largo de las paredes del molde, donde se solidifica.
Refrigeración: La pieza moldeada se deja enfriar y solidificar completamente.
Extracción: La colada solidificada se extrae del molde para su posterior procesamiento.
Ventajas
Uso eficiente del metal: El sistema de vertido y el sistema elevador consumen un mínimo de metal, lo que mejora el rendimiento del proceso.
Producción sin núcleo: En la producción de piezas fundidas tubulares largas, la ausencia de núcleo mejora significativamente la capacidad de llenado del metal.
Alta calidad: La fundición resultante presenta una alta densidad, pocos defectos (como poros e inclusiones de escoria) y excelentes propiedades mecánicas.
Piezas moldeadas de material compuesto: La fabricación de piezas moldeadas de metal compuesto de cañones y manguitos es relativamente fácil.
Desventajas
Limitaciones de forma: Existen ciertas limitaciones cuando se utiliza en la producción de piezas moldeadas con formas especiales.
Calidad del orificio interior: El diámetro del orificio interior de la pieza fundida no es exacto, la superficie del orificio interior es rugosa, la calidad es mala y la tolerancia de mecanizado es grande.
Segregación: La fundición es propensa a la segregación por gravedad específica, lo que puede afectar a la uniformidad del material.
Aplicaciones
La fundición centrífuga se utilizó inicialmente para producir tubos de fundición, pero desde entonces se ha adoptado ampliamente en diversas industrias como la metalurgia, la minería, el transporte, la maquinaria de riego y drenaje, la aviación, la defensa nacional y la industria del automóvil. Este proceso se utiliza para producir piezas fundidas de acero, hierro y aleaciones de carbono no ferrosas.
Aplicaciones comunes
Tubos centrífugos de hierro fundido: Ampliamente utilizado en diversos sistemas de tuberías.
Camisas de cilindro para motores de combustión interna: Imprescindible para motores de automoción y maquinaria pesada.
Manguitos de eje: Se utiliza en diversos sistemas mecánicos para reducir el desgaste de los ejes giratorios.
La fundición centrífuga es un método versátil y eficaz para producir componentes cilíndricos de alta calidad con excelentes propiedades mecánicas, lo que la convierte en un proceso valioso en muchas aplicaciones industriales.
10. Fundición por gravedad
¿Qué es la fundición por gravedad?
La fundición por gravedad es un proceso de fundición en el que se vierte metal líquido en un molde metálico bajo la influencia de la gravedad. A continuación, el metal se enfría y solidifica para producir una pieza fundida. Este método se utiliza ampliamente para producir piezas metálicas de alta calidad con dimensiones precisas y excelentes acabados superficiales.
Proceso tecnológico
Preparación del molde: El molde metálico se precalienta y se recubre con un agente desmoldeante para facilitar el desmoldeo.
Verter: El metal fundido se vierte en la cavidad del molde bajo la influencia de la gravedad.
Enfriamiento y solidificación: El metal se enfría y solidifica dentro del molde.
Expulsión: Una vez solidificada, la pieza se desmolda.
Acabado: La fundición se somete a procesos de acabado como el recorte, el mecanizado y el tratamiento superficial para conseguir las especificaciones deseadas.
Ventajas
Alta conductividad térmica y capacidad calorífica: La elevada conductividad térmica y capacidad calorífica del molde metálico dan lugar a un enfriamiento rápido, lo que da lugar a una estructura de fundición densa.
Propiedades mecánicas mejoradas: Las piezas fundidas producidas mediante moldeo por gravedad tienen propiedades mecánicas aproximadamente 15% superiores a las producidas mediante moldeo en arena.
Precisión dimensional y acabado superficial: El uso de moldes metálicos permite una mayor precisión dimensional y una menor rugosidad superficial, lo que mejora la estabilidad de la calidad.
Beneficios medioambientales y laborales: El uso mínimo o nulo de machos de arena mejora las condiciones medioambientales al reducir el polvo y los gases nocivos, y disminuye la intensidad de la mano de obra.
Desventajas
Molde no transpirable: El molde metálico no es transpirable, por lo que es necesario tomar medidas para evacuar el aire y los gases generados por cualquier núcleo de arena en la cavidad.
Riesgo de grietas: El molde metálico no tiene ninguna concesión, por lo que es propenso a agrietarse durante la solidificación de la colada.
Coste elevado y ciclo de fabricación largo: Los moldes metálicos tienen un ciclo de fabricación más largo y un coste más elevado, lo que los hace económicamente viables sobre todo para la producción en serie.
Aplicaciones
La fundición por gravedad es especialmente adecuada para la producción a gran escala de piezas fundidas de aleaciones no ferrosas, como aleaciones de aluminio y magnesio, con formas complejas. También se utiliza para producir piezas fundidas y lingotes de hierro y acero. Este método es el preferido en industrias que requieren gran precisión y calidad, como la automovilística, la aeroespacial y la electrónica de consumo. Al conocer el proceso de fundición por gravedad, sus ventajas y sus limitaciones, los fabricantes pueden decidir mejor cuándo emplear este método para producir componentes metálicos de alta calidad.
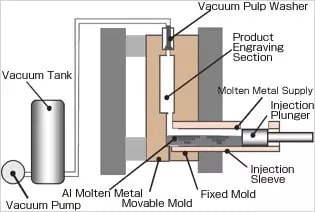
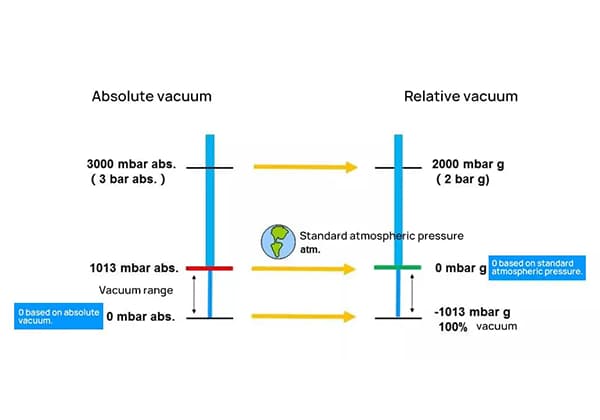
11. Fundición a presión en vacío
¿Qué es la fundición en vacío?
La fundición a presión en vacío es una forma avanzada de fundición a presión que mejora las propiedades mecánicas y el acabado superficial de las piezas fundidas eliminando o reduciendo significativamente los poros y los gases disueltos en su interior. Esto se consigue extrayendo gas de la cavidad del molde durante el proceso de fundición, lo que ayuda a crear piezas fundidas más densas y robustas con menos defectos.
Proceso tecnológico
El proceso de fundición a presión en vacío implica varios pasos clave:
Preparación del molde: El molde se prepara y se recubre con un agente desmoldeante para facilitar la extracción de la pieza fundida.
Aplicación de vacío: Antes de introducir el metal fundido, se aplica vacío a la cavidad del molde para eliminar el aire y los gases.
Inyección de metal: El metal fundido se inyecta a alta presión en la cavidad del molde.
Solidificación: El metal se enfría y solidifica en el molde, formando la figura deseada.
Expulsión de piezas: Se abre el molde y se expulsa la pieza fundida.
Ventajas
Porosidad reducida: La fundición a presión en vacío puede eliminar o reducir significativamente los orificios de aire en el interior de la pieza fundida, lo que mejora las propiedades mecánicas y la calidad de la superficie.
Mejora del rendimiento del metalizado: La reducción de los poros mejora el rendimiento del revestimiento de las piezas fundidas.
Presión dorsal baja: Al reducir la contrapresión en la cavidad, se pueden utilizar presiones específicas más bajas y aleaciones con escaso rendimiento de colada.
Coladas más grandes con máquinas más pequeñas: Es posible fundir a presión piezas más grandes con máquinas más pequeñas gracias a la mejora de las condiciones de llenado.
Coladas más finas: El proceso permite moldear secciones más finas, lo que puede ser beneficioso para determinadas aplicaciones.
Desventajas
Estructura compleja de sellado de moldes: La estructura de sellado del molde en la fundición a presión en vacío es complicada, lo que dificulta y encarece el proceso de fabricación e instalación del molde.
Sensibilidad de control: Si el método de fundición a presión en vacío no se controla adecuadamente, las ventajas pueden no ser significativas, lo que puede dar lugar a defectos e ineficiencias.
La fundición a presión en vacío es una técnica sofisticada que ofrece ventajas significativas en términos de reducción de la porosidad y mejora de las propiedades mecánicas y el acabado superficial de las piezas fundidas. Sin embargo, requiere un control preciso y una compleja estructura de sellado del molde, lo que puede aumentar los costes y la complejidad. Si se aplica correctamente, puede producir piezas de fundición de alta calidad que cumplan estrictos requisitos de rendimiento.
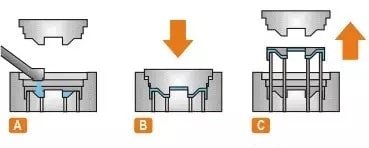
12. Fundición a presión
¿Qué es la fundición a presión?
La fundición a presión, también conocida como forja de metal líquido, es un proceso de conformado de metales que consiste en solidificar metal líquido o semisólido a alta presión para producir directamente el producto final o pieza en bruto. Este proceso combina las ventajas de la fundición y la forja, y ofrece varios beneficios, como un alto aprovechamiento del metal líquido, un proceso simplificado y una calidad constante. Se trata de una tecnología de conformado de metales energéticamente eficiente y muy prometedora para futuras aplicaciones.
Proceso tecnológico
Fundición a presión directa:
Pintura en spray: Aplique un revestimiento al molde para facilitar el desmoldeo de la pieza fundida.
Aleación fundida: Vierta la aleación fundida o semisólida en el molde.
Sujeción de moldes: Cierre y fije el molde.
Presurización: Aplique alta presión al metal fundido.
Mantenimiento de la presión: Mantener la presión para garantizar una solidificación adecuada.
Alivio de presión: Suelte gradualmente la presión.
Separación del moho: Abra el molde.
Desmoldeo en blanco: Retire la pieza solidificada del molde.
Reiniciando: Prepare el molde para el siguiente ciclo.
Fundición a presión indirecta:
Revestimiento por pulverización: Aplique un revestimiento al molde.
Sujeción de moldes: Cierre y fije el molde.
Alimentación: Introducir el metal fundido o semisólido en el molde.
Relleno: Asegúrese de que el molde esté completamente lleno de metal.
Presurización: Aplica alta presión.
Mantenimiento de la presión: Mantener la presión para garantizar una solidificación adecuada.
Alivio de presión: Suelte gradualmente la presión.
Despedida: Abra el molde.
Desmoldeo en blanco: Retire la pieza solidificada del molde.
Reiniciando: Prepare el molde para el siguiente ciclo.
Características técnicas
Eliminación de defectos: Puede eliminar poros internos, mermas y otros defectos.
Calidad de la superficie: Produce piezas con baja rugosidad superficial y alta precisión dimensional.
Prevención de grietas: Previene la aparición de grietas de fundición.
Automatización: Fácil de realizar la mecanización y automatización, mejorando la eficiencia de la producción.
Aplicaciones
La fundición a presión puede utilizarse para producir varios tipos de aleaciones, entre ellas:
Aleación de aluminio
Aleación de zinc
Aleación de cobre
Fundición nodular
Esta versatilidad la hace adecuada para una amplia gama de aplicaciones industriales, desde componentes de automoción hasta piezas aeroespaciales.
La fundición a presión es un proceso de conformado de metales muy eficaz y versátil que ofrece numerosas ventajas sobre los métodos tradicionales de fundición y forja. Su capacidad para producir piezas de alta calidad con defectos mínimos y su compatibilidad con diversas aleaciones lo convierten en una opción atractiva para la fabricación moderna.
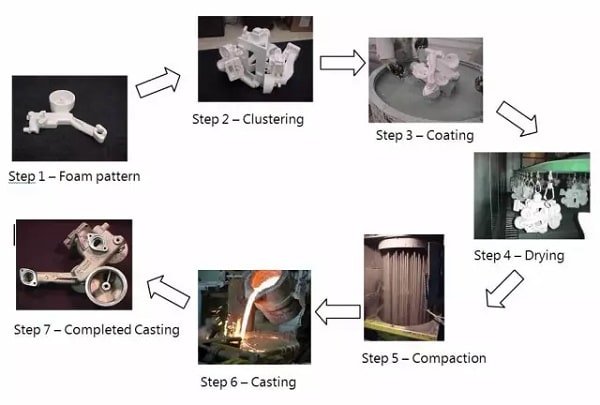
13. Fundición de espuma perdida
¿Qué es el moldeo de espuma perdida?
La fundición de espuma perdida, también conocida como fundición sólida, es una técnica de fundición moderna e innovadora que utiliza modelos de parafina o espuma para replicar el molde deseado tanto en tamaño como en forma. Estos modelos se ensamblan en un racimo para formar una sola unidad, que luego se utiliza en el proceso de fundición.
Proceso tecnológico
Pre-Espumado: El proceso comienza con el preespumado, en el que las perlas de poliestireno expandible (EPS) se expanden para formar espuma.
Moldeo por espuma: Las perlas de espuma expandida se moldean con la forma de la pieza de fundición deseada.
Recubrimiento por inmersión: El modelo de espuma se recubre con un material refractario para crear una coraza.
Secado: El modelo revestido se seca para garantizar que el revestimiento refractario sea sólido y estable.
Modelado: El modelo seco se coloca en un matraz y se rodea de arena de cuarzo seca, que se compacta mediante vibración para sostener el modelo.
Verter: Se vierte metal líquido en el molde, lo que hace que el modelo de espuma se vaporice y el metal ocupe su lugar.
Arena movediza: Una vez solidificado el metal, se retira la arena.
Limpieza: La colada final se limpia para eliminar cualquier residuo de arena y material refractario.
Características técnicas
Fundición de alta precisión: La fundición a la espuma perdida produce piezas de fundición de alta precisión con acabados superficiales finos y detalles intrincados.
Sin núcleo de arena: Este método elimina la necesidad de un núcleo de arena, lo que reduce el tiempo de procesamiento y la complejidad.
Sin superficie de separación: La ausencia de superficie de separación permite un diseño más flexible y un mayor grado de libertad en las formas de fundición.
Producción limpia: El proceso es respetuoso con el medio ambiente y produce una contaminación mínima.
Rentable: Reduce los costes de inversión y producción al simplificar el proceso de fundición y minimizar el desperdicio de material.
Aplicaciones
La fundición de espuma perdida es muy versátil y puede utilizarse para producir una amplia gama de piezas de fundición de precisión con estructuras complejas y tamaños variables. Es adecuada para diversas aleaciones y tamaños de lotes de producción. Algunas aplicaciones comunes son:
Bloques de motor de fundición gris: Se utiliza en la industria del automóvil para fabricar componentes de motores.
Codos de acero con alto contenido en manganeso: Se utiliza en industrias que requieren piezas duraderas y resistentes al desgaste.
La fundición de espuma perdida es un método de fundición muy eficaz y preciso que ofrece numerosas ventajas, como una gran flexibilidad de diseño, ahorro de costes y beneficios medioambientales. Su capacidad para producir piezas de fundición complejas y de alta calidad la convierte en una técnica inestimable en diversas aplicaciones industriales.
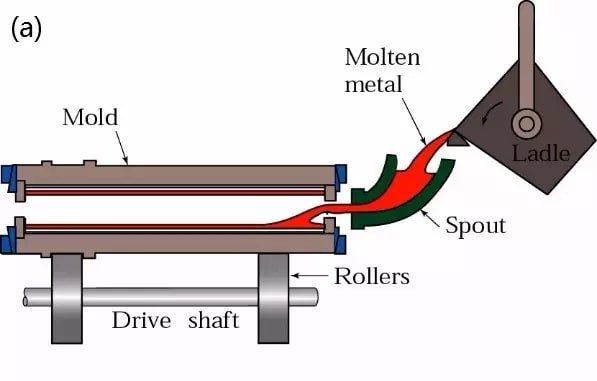
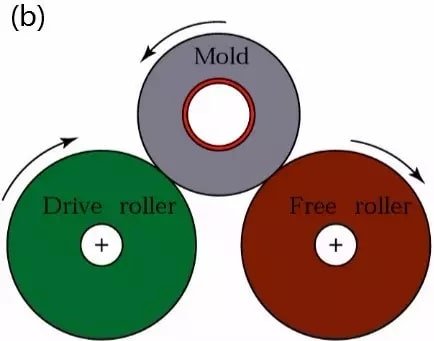
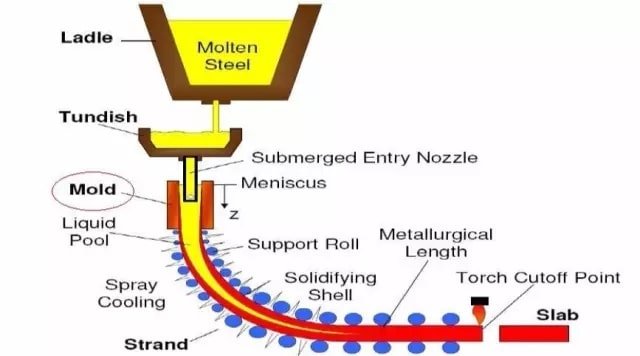
14. Colada continua
¿Qué es la colada continua?
La colada continua es un proceso metalúrgico avanzado en el que el metal fundido se vierte continuamente en un molde especialmente diseñado llamado cristalizador. A medida que el metal se solidifica, se extrae continuamente por el extremo opuesto del molde. Este método permite producir piezas fundidas de longitud indefinida o de longitudes específicas, lo que lo hace muy eficaz para aplicaciones industriales.
Proceso tecnológico
El proceso de colada continua implica varios pasos clave:
Vertido de metal fundido: El metal fundido se vierte en el cristalizador.
Solidificación: A medida que el metal fluye por el molde, comienza a solidificarse.
Extracción: El metal solidificado se extrae continuamente del molde.
Corte: La colada continua puede cortarse en las longitudes deseadas según sea necesario.
Características técnicas
La colada continua ofrece varias ventajas técnicas:
Enfriamiento rápido: El metal se enfría rápidamente, lo que da lugar a estructuras cristalinas más densas y uniformes.
Propiedades mecánicas mejoradas: El proceso mejora las propiedades mecánicas del metal fundido.
Eficiencia material: Ahorra metal y aumenta el rendimiento al minimizar los residuos.
Procedimientos simplificados: La colada continua elimina la necesidad del modelado tradicional y otros pasos, reduciendo la intensidad de la mano de obra.
Eficiencia espacial: El proceso requiere mucho menos espacio de producción.
Automatización: La colada continua es fácilmente automatizable, lo que permite aumentar la eficacia de la producción gracias a la mecanización.
Aplicaciones
La colada continua es versátil y puede utilizarse para colar diversos metales y aleaciones, entre ellos:
Acero
Hierro
Aleaciones de cobre
Aleaciones de aluminio
Aleaciones de magnesio
Es especialmente adecuado para producir piezas de fundición largas con formas de sección transversal constantes, como:
Lingotes
Losas
Palanquillas
Tuberías
La colada continua es un proceso muy eficaz y tecnológicamente avanzado que ofrece numerosas ventajas en cuanto a propiedades de los materiales, eficacia de la producción y ahorro de costes. Su capacidad para producir piezas fundidas largas y uniformes lo hace indispensable en las industrias metalúrgicas modernas.
La fundición es una técnica de fabricación fundamental y versátil en la que se funde metal sólido, se vierte en un molde y se deja solidificar para darle una forma específica. Este proceso forma parte integral de la fabricación moderna y ofrece numerosas ventajas en términos de coste, tiempo y eficiencia de los materiales.
Etapas del proceso de fundición
Preparación del molde de fundición:
Tipos de moldes: Los moldes de fundición pueden fabricarse con diversos materiales, como arena, metal, cerámica, arcilla y grafito. Se clasifican en función de su frecuencia de uso en moldes de un solo uso, moldes semipermanentes y moldes permanentes.
Importancia: La calidad del molde de fundición es crucial, ya que influye directamente en la calidad del producto fundido final.
Fundición y colada del metal de colada:
Aleaciones de fundición: Los metales de fundición más comunes son el hierro fundido, el acero fundido y aleaciones no ferrosas como el aluminio, el cobre y el plomo.
Proceso: El metal se funde para cumplir unos requisitos específicos y, a continuación, se vierte en el molde preparado.
Tratamiento e inspección de la fundición:
Procesos posteriores a la fundición: Incluye la eliminación de cuerpos extraños, bebederos, bandas, rebabas y grietas. Otras etapas pueden ser el tratamiento térmico, la conformación, el tratamiento antioxidante y el mecanizado en bruto.
Inspección: Garantizar que la fundición cumple las especificaciones y normas de calidad deseadas.
Materiales utilizados en la fundición
Metales: Los metales más utilizados son el cobre, el hierro, el aluminio, el estaño y el plomo.
Materiales para moldes: Pueden ser de arena, metal o cerámica, en función de los requisitos específicos del proceso de fundición.
Tipos de moldes de fundición
Moldes de fundición ordinarios: Fabricado a partir de arena en bruto, arcilla, vidrio al agua, resina y otros materiales auxiliares.
Moldes de fundición especiales: Incluye la fundición a la cera perdida, la fundición de espuma perdida, la fundición de moldes metálicos y la fundición de moldes cerámicos. Los tipos de arena pueden variar: arena de cuarzo, arena de magnesia, arena de circonio, arena de cromita, arena de forsterita, arena de cianita, arena de grafito y arena de hierro.
Proceso tecnológico
El proceso de fundición puede resumirse en los siguientes pasos:
Metal líquido: El metal se funde en estado líquido.
Relleno: El metal líquido se vierte en el molde.
Solidificación Contracción: El metal se enfría y solidifica, a menudo encogiéndose ligeramente.
Fundición: El metal solidificado se extrae del molde, con lo que se obtiene el producto final fundido.
Características del proceso de fundición
Formas complejas: Capaz de producir piezas con formas intrincadas y complejas, especialmente aquellas con cavidades internas complicadas.
Adaptabilidad: Adecuado para una amplia gama de aleaciones y tamaños de colada.
Eficiencia material: Utiliza una amplia gama de materiales, incluida la capacidad de refundir residuos, lo que reduce la inversión en equipos.
Desafíos: El proceso puede dar lugar a una elevada tasa de desechos, baja calidad superficial y malas condiciones laborales.
Contexto histórico
La fundición es uno de los procesos metalúrgicos más antiguos, con una historia que abarca aproximadamente 6000 años. Esta larga historia subraya su importancia y su relevancia duradera en la fabricación.
La fundición sigue siendo una piedra angular de la fabricación moderna por su versatilidad, eficacia y capacidad para producir formas complejas. Comprender los entresijos del proceso de fundición, desde la preparación del molde hasta el tratamiento posterior, es esencial para optimizar la producción y garantizar productos de fundición de alta calidad.
Preguntas frecuentes
A continuación encontrará respuestas a algunas preguntas frecuentes:
¿Cuáles son los principales tipos de procesos de fundición?
Los principales tipos de procesos de fundición son la fundición en arena, la fundición a la cera perdida, la fundición a presión, la fundición centrífuga, la fundición continua, la fundición por gravedad, la fundición de espuma perdida, la fundición en escayola, la fundición rotacional, la fundición a presión y la fundición en molde. Cada uno de estos métodos tiene características, ventajas y aplicaciones únicas. La fundición en arena es uno de los métodos más antiguos, adecuado para formas complejas y piezas de gran tamaño. La fundición a la cera perdida permite una gran precisión y se utiliza en las industrias aeroespacial y del automóvil. La fundición a presión, tanto a baja como a alta presión, es ideal para la producción en serie de geometrías complejas con gran precisión. La fundición centrífuga se utiliza para piezas cilíndricas y ofrece alta densidad y menos defectos. La colada continua es eficaz para la producción de grandes volúmenes de piezas fundidas largas y continuas. La fundición por gravedad utiliza moldes metálicos permanentes y proporciona un mejor acabado superficial y precisión dimensional. La fundición de espuma perdida utiliza moldes de espuma, lo que da como resultado una gran precisión y un diseño flexible. La fundición en escayola utiliza moldes de escayola, adecuados para detalles intrincados. La fundición rotacional utiliza moldes giratorios para piezas huecas. El moldeo por compresión combina el moldeo y la forja para obtener una calidad estable y un alto aprovechamiento del metal. La fundición en molde de concha utiliza un molde de arena recubierto de resina, que ofrece un buen acabado superficial y precisión. Cada proceso se elige en función de los requisitos específicos del producto y del volumen de producción.
¿Cuáles son las ventajas y los inconvenientes de la fundición en arena?
La fundición en arena es un proceso de fundición muy utilizado con varias ventajas y desventajas notables. Entre sus ventajas, la fundición en arena presume de un proceso de producción sencillo en el que se utiliza arena común para crear moldes, lo que da lugar a tiempos de producción relativamente cortos. Los costes de utillaje son bajos, sobre todo para producciones de bajo volumen, ya que los moldes pueden fabricarse con materiales baratos como madera, plástico o metal. Este método también ofrece flexibilidad de materiales, ya que admite casi cualquier aleación ferrosa o no ferrosa, lo que lo hace adecuado para diversas industrias como la automovilística y la aeroespacial.
Además, la fundición en arena puede producir una amplia gama de tamaños y pesos, desde pequeñas piezas intrincadas hasta componentes a gran escala, y permite geometrías complejas. Los plazos de entrega suelen ser cortos, por lo que es ideal para proyectos que requieren plazos rápidos. El proceso también es rentable, sobre todo para producciones de bajo volumen o prototipos, y la arena utilizada puede reciclarse, por lo que es respetuoso con el medio ambiente.
Sin embargo, la fundición en arena tiene varias desventajas. El proceso da lugar a una menor resistencia mecánica y una mayor porosidad porque implica verter el material fundido a mano y sin presión. La precisión dimensional es menor, y las piezas suelen tener acabados superficiales rugosos debido a la textura del molde de arena. Esto suele requerir procesos de acabado adicionales, como mecanizado o chorro de arena. El proceso requiere mucha mano de obra cualificada, lo que puede elevar los costes laborales.
Además, hay que reconstruir los moldes para cada colada, y la naturaleza porosa de la arena requiere revestimientos protectores, lo que aumenta la complejidad y el coste. La fundición en arena también es propensa a defectos como la contracción, los cierres en frío, la porosidad del gas y las inclusiones de arena, que pueden surgir de un diseño inadecuado del molde o de variaciones en los parámetros de fundición. Estos inconvenientes deben sopesarse frente a las ventajas a la hora de elegir el moldeo en arena para un proyecto.
¿En qué se diferencia la fundición a la cera perdida de la fundición a presión?
La fundición a la cera perdida consiste en crear un patrón de cera que se recubre con un material refractario para formar un molde. La cera se funde y el metal fundido se vierte en la cavidad, creando la pieza final una vez que se rompe el molde. Este proceso permite una gran precisión y geometrías complejas, por lo que es adecuado tanto para metales ferrosos como no ferrosos e ideal para volúmenes de producción bajos o medios.
La fundición a presión, por su parte, utiliza matrices de acero reutilizables en las que se inyecta metal fundido a alta presión. Este proceso es más rápido y eficaz para grandes volúmenes de producción, y a menudo produce miles de piezas con una buena precisión dimensional. La fundición en coquilla suele limitarse a metales no ferrosos como el aluminio, el zinc y el magnesio.
En resumen, la fundición a la cera perdida es excelente para crear piezas complejas y precisas con excelentes acabados superficiales, pero requiere más tiempo y es más costosa para grandes volúmenes. La fundición a presión es más rentable para la producción de grandes volúmenes, aunque puede requerir un mecanizado adicional para lograr el acabado superficial deseado y se limita a metales no ferrosos.
¿Qué aplicaciones son las más adecuadas para la fundición centrífuga?
La fundición centrífuga es especialmente adecuada para aplicaciones que requieren la producción de piezas cilíndricas o rotacionalmente simétricas con un grosor de pared uniforme y una elevada resistencia mecánica. Este proceso se utiliza ampliamente en diversas industrias debido a su capacidad para producir componentes con una excelente precisión dimensional y propiedades mecánicas superiores.
En la fabricación de tubos y tuberías, la fundición centrífuga es ideal para producir artículos sin soldadura, como postes de luz, tuberías de alcantarillado, tuberías de suministro de agua, oleoductos y gasoductos y tubos de calderas. El proceso garantiza un grosor de pared uniforme y una gran durabilidad, por lo que es perfecto para estas aplicaciones.
En anillos y ruedas, la fundición centrífuga se utiliza para crear componentes de alta resistencia y precisión dimensional como engranajes, cojinetes, volantes, tambores de freno y ruedas de ferrocarril, esenciales en los sectores industrial y del transporte.
El proceso también es adecuado para producir diversas piezas cilíndricas, como camisas, ejes, rodillos, manguitos y casquillos, que se utilizan habitualmente en las industrias de automoción, aeroespacial y de ingeniería en general.
En los sectores aeroespacial y de defensa, la fundición centrífuga es crucial para producir componentes con dimensiones precisas y propiedades mecánicas superiores, como cojinetes para trenes de aterrizaje, toberas de motores de cohetes, cojinetes de torretas y componentes de submarinos.
La industria del petróleo y el gas se beneficia de la fundición centrífuga para producir componentes duraderos como acumuladores, componentes de válvulas de bola, válvulas de compuerta, caudalímetros y rejillas para lodos que pueden soportar entornos difíciles.
En la industria naval comercial, el proceso se utiliza para fabricar hélices, revestimientos de ejes de hélices y otros componentes marinos que requieren resistencia a condiciones corrosivas y de gran tensión.
Además, la fundición centrífuga se aplica en las industrias alimentaria y farmacéutica para producir componentes limpios y de alta precisión, como rodillos de troqueles, casquillos y tubos de extrusión.
En la generación de energía, la fundición centrífuga se utiliza para fabricar componentes como compuertas de paso, piezas brutas de engranajes y componentes nucleares, garantizando la integridad estructural y el rendimiento.
Además, el proceso se utiliza en joyería y fundición dental para crear diseños intrincados con un desperdicio mínimo de material y sin necesidad de tratamiento posterior.
En general, la fundición centrífuga es muy adecuada para aplicaciones que exigen un grosor de pared uniforme, alta resistencia mecánica, formas cilíndricas, mínimo desperdicio de material, alta precisión y resistencia a condiciones duras.
¿Qué materiales pueden utilizarse en la colada continua?
La colada continua es un proceso versátil que puede aplicarse a una gran variedad de metales y aleaciones metálicas. Entre los materiales utilizados habitualmente en la colada continua figuran:
Acero: Es uno de los materiales más utilizados en la colada continua, sobre todo para producir palanquillas de acero en grandes volúmenes. El proceso se introdujo en la década de 1950 como alternativa más eficaz a las lingoteras.
Aleaciones de cobre: Diversas aleaciones a base de cobre, como el bronce (cobre-estaño), el bronce al plomo (cobre-estaño-plomo), el bronce rojo (cobre-estaño-zinc), el bronce al silicio (cobre-zinc-silicio) y el bronce al aluminio (cobre-aluminio), se producen a menudo mediante colada continua. Estas aleaciones encuentran aplicaciones en sectores como los sistemas de agua potable y la ingeniería mecánica.
Aluminio: Aunque menos común que las aleaciones de acero y cobre, el aluminio también puede procesarse mediante colada continua para fabricar productos de aluminio de alta calidad.
Hierros fundidos: Algunos tipos de fundición son adecuados para la colada continua, ya que ofrecen ventajas como la uniformidad y la calidad constante.
Plomo: El proceso se utiliza para producir rejillas de plomo para baterías, incluidas las de automoción, motocicletas y aplicaciones industriales, garantizando unos residuos mínimos y un resultado de alta calidad con una estructura de grano optimizada.
Aleaciones especiales: La colada continua puede aplicarse a aleaciones especiales, en particular a las aleaciones de cobre sin plomo, si el volumen de producción justifica los costes de preparación.
En general, el proceso de colada continua es muy adaptable, lo que permite la producción de diversas formas metálicas como tubos, barras macizas, perfiles rectangulares, hexagonales y cuadrados, así como formas especializadas como engranajes con dientes y geometrías rotacionalmente asimétricas. Esta adaptabilidad hace de la colada continua un método fiable para fabricar productos metálicos semiacabados de alta calidad con estructuras consistentes y homogéneas.
¿En qué se diferencia la fundición por gravedad de otros métodos de fundición?
La fundición por gravedad es un proceso de fundición en el que el metal fundido se vierte en un molde permanente bajo la influencia de la gravedad. Este método se diferencia de otros procesos de fundición en varios aspectos fundamentales:
Proceso y mecanismo de llenado: A diferencia de la fundición a presión, que utiliza alta presión para inyectar metal en los moldes, la fundición por gravedad se basa en la gravedad para llenar el molde. Este método más sencillo reduce el riesgo de atrapamiento de aire y permite utilizar machos de arena para crear huecos internos, lo que no es posible con la fundición a presión.
Velocidad y volumen de producción: La fundición por gravedad suele tener ciclos más largos y es menos adecuada para grandes volúmenes de producción que la fundición a presión. Produce entre 30 y 50 piezas por hora, por lo que es ideal para volúmenes de producción pequeños y medianos. En cambio, la fundición a presión, que está muy automatizada, puede producir más de 200 piezas por hora. La fundición en arena, otro método, suele ser más lento y se utiliza para piezas más grandes y menos complejas o volúmenes de producción bajos.
Calidad y complejidad de las piezas moldeadas: La fundición por gravedad proporciona piezas con un buen acabado superficial y una precisión dimensional moderada. Sin embargo, no alcanza el mismo nivel de precisión y complejidad que la fundición a presión, que es capaz de producir piezas con paredes más finas y diseños más intrincados. La fundición en arena, por su parte, da lugar a piezas con acabados más rugosos y mayor variación dimensional.
Costes de utillaje y materiales: Los moldes utilizados en la fundición por gravedad son más sencillos y menos costosos de producir que los moldes de acero endurecido necesarios para la fundición a presión. Esto hace que la fundición por gravedad sea más accesible para proyectos pequeños. La fundición en arena utiliza moldes de arena de bajo coste, pero ofrece menos precisión y eficacia.
Aplicaciones y consideraciones económicas: La fundición en coquilla por gravedad es adecuada para producir piezas de tamaño pequeño a mediano de complejidad simple a moderada, por lo que resulta rentable para series de producción de 250 a 50.000 unidades al año. Es ideal para aplicaciones centradas en la resistencia, la sencillez y los volúmenes de producción reducidos. La fundición a presión, con sus mayores costes iniciales pero menores costes por pieza debido a la alta productividad, es mejor para la producción de grandes volúmenes de piezas complejas. La fundición en arena suele utilizarse para piezas más grandes, no complejas o de bajo volumen de producción, debido a su menor coste pero menor precisión deseable.
En resumen, la fundición por gravedad ofrece un enfoque equilibrado para volúmenes de producción pequeños y medianos con un buen acabado superficial y una precisión moderada, lo que la convierte en una opción rentable para determinadas aplicaciones. Se sitúa entre la alta precisión y el volumen de la fundición a presión y la fundición en arena, más barata pero menos precisa.
¿Cómo puedo fundir piezas en casa?
Fundir piezas en casa puede ser una forma gratificante y práctica de crear componentes personalizados. Aquí tienes una guía detallada que te ayudará a empezar:
Equipo y materiales necesarios
Horno de fusión
Horno eléctrico: Para la producción a pequeña escala, un horno eléctrico de pequeña capacidad es ideal. Estos hornos son eficientes y proporcionan un control preciso de la temperatura, por lo que son adecuados tanto para el hierro como para el aluminio.
Horno de queroseno: Adecuados para fundir aluminio, los hornos de queroseno son una alternativa si no se dispone de un horno eléctrico.
Nota: El hierro y el aluminio no deben fundirse en el mismo horno debido a la dificultad de controlar las propiedades del material. Si el control preciso del material no es crítico para su proyecto, puede que esto no sea un problema importante.
Moldes
Moldes a medida: Dependiendo de las piezas que quiera fundir, necesitará moldes a medida. Pueden fabricarse con distintos materiales, como arena, metal o silicona, en función de la complejidad y la precisión requeridas.
Arena: Para la fundición en arena, necesitará arena de fundición de alta calidad. Esta arena debe mezclarse con un aglutinante para que mantenga su forma durante el proceso de fundición.
Mezcladora de arena: Aunque no es esencial, una mezcladora de arena puede mejorar significativamente la consistencia y calidad de la mezcla de arena. La mezcla manual es posible, pero puede resultar menos eficaz.
Herramientas de modelado
Patrón: Cree un patrón de la pieza que desea moldear. Este patrón se utiliza para formar la cavidad en el molde de arena.
Frasco: Recipiente utilizado para contener el molde de arena. Suele constar de dos partes: la capa (superior) y el arrastre (inferior).
Vertido y colada
Crisol: Recipiente de material resistente al calor utilizado para fundir y verter el metal.
Pinzas: Para manipular el crisol caliente con seguridad.
Equipo de protección: La seguridad es primordial. Utilice guantes resistentes al calor, delantal y mascarilla para protegerse de salpicaduras y quemaduras.
Herramientas posteriores al casting
Herramientas de limpieza: Para eliminar la contrahuella de colada y alisar las rebabas de la pieza fundida. Se suelen utilizar limas, amoladoras y cinceles.
Rodillo de granallado: Mejora el acabado superficial de la pieza fundida eliminando cualquier resto de arena y alisando la superficie.
Proceso paso a paso
Preparar el molde:
Cree un patrón de la pieza que desea fundir.
Coloca el patrón en el matraz y rellena la arena a su alrededor, asegurándote de que quede bien apretado.
Retire el patrón, dejando una cavidad con la forma de la pieza.
Fundir el metal:
Coloca el metal (hierro o aluminio) en el crisol y caliéntalo en el horno hasta que alcance el punto de fusión.
Utilice pinzas para manipular el crisol y vierta el metal fundido en la cavidad del molde.
Dejar enfriar:
Deje que el metal se enfríe y solidifique en el molde. El tiempo de enfriamiento dependerá del tamaño y la complejidad de la pieza fundida.
Retirar la fundición:
Rompa el molde de arena para descubrir la pieza fundida.
Utilice herramientas de limpieza para retirar el vertedor y cualquier exceso de material.
Acabado:
Alise las rebabas o asperezas con limas o amoladoras.
Opcionalmente, utilice un rodillo de granallado para mejorar el acabado de la superficie.
Consideraciones de seguridad
Trabaje siempre en una zona bien ventilada para evitar la inhalación de humos.
Tenga cerca un extintor en caso de emergencia.
Lleve equipo de protección adecuado para evitar quemaduras y lesiones.
Siguiendo estos pasos y utilizando el equipo adecuado, podrá moldear piezas con éxito en casa. Recuerde que la práctica y la paciencia son fundamentales para dominar el arte de la fundición.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Busca los principales fabricantes de bombas de vacío? Este artículo destaca las marcas líderes del sector para 2024, como NASH, Edwards, Leybold y Atlas Copco. Cada empresa es conocida por...
En la actualidad, la tecnología de impresión 3D se utiliza ampliamente en la fabricación de automóviles, la industria aeroespacial y de defensa, los bienes de consumo, los dispositivos eléctricos y electrónicos, las aplicaciones biomédicas, la joyería cultural y creativa, la ingeniería de construcción y la educación, entre...
Imagine transformar polvo metálico en bruto en piezas complejas de alto rendimiento sin necesidad de recurrir a los procesos de fusión tradicionales. Esto es la pulvimetalurgia, una técnica de fabricación versátil que combina polvos para crear materiales con...
¿Por qué algunas piezas de fundición fallan y otras sobresalen? La respuesta está en las propiedades de las aleaciones de fundición. Este artículo analiza cómo influyen factores como la fluidez, la contracción, la oxidabilidad y la absorción de gases....