Los defectos del acero se refieren a diversas incidencias anormales en la superficie o el interior del acero durante su producción o uso que pueden afectar a su rendimiento y calidad.
Los defectos superficiales más comunes del acero son grietas, arañazos, pliegues, orejas, costras (piel gruesa), cicatrices de soldadura y rebabas en los extremos. Además, hay defectos superficiales típicos como óxidos de laminación, parches, hendiduras, superficies picadas e inclusiones.
Las causas de los defectos del acero son diversas, como daños graves o desgaste de la ranura del rodillo tipo agujero anterior, metales extraños que caen sobre las piezas laminadas y se introducen a presión en la superficie del acero, o defectos en la superficie de la pieza laminada en la pasada anterior. La atmósfera oxidante durante el calentamiento también provoca la oxidación del acero, formando óxidos como FeO, Fe2O3, Fe3O4 en la superficie de la pieza.
Las técnicas de detección de defectos del acero se dividen principalmente en detección visual manual tradicional y detección automatizada basada en visión por ordenador. En los últimos años, los métodos basados en el aprendizaje profundo, como YOLOv5 y YOLOv7, se han aplicado ampliamente en la detección automatizada de defectos superficiales del acero.
Algunos defectos específicos, como el banding, pueden eliminarse mediante el método de recocido por difusión a alta temperatura. Este proceso implica un calentamiento por encima de 1050℃ para permitir la difusión uniforme de átomos de carbono, eliminando así el banding.
Los defectos del acero no sólo afectan a sus propiedades físicas, sino que también pueden presentar riesgos para la seguridad durante su uso. Por lo tanto, la detección y el tratamiento de los defectos del acero son cruciales para garantizar su calidad y un uso seguro.
¿Cuáles son las razones y los mecanismos específicos de los defectos del acero?
Las razones y mecanismos específicos de los defectos del acero incluyen principalmente los siguientes puntos:
Defectos superficiales: Estos defectos incluyen grietas, arañazos, pliegues, orejas, etc. La formación de grietas puede deberse a burbujas subsuperficiales en el lingote de acero, grietas sin limpiar e inclusiones no metálicas que se rompen o extienden durante el laminado, así como grietas internas en el lingote de acero que se expanden y exponen a la superficie durante el laminado. Además, factores como unas condiciones de enfriamiento incoherentes en ambos lados de la chapa de acero, una temperatura desigual de la pieza laminada, una deformación desigual durante el proceso de laminación y un enfriamiento desigual con agua pulverizada en la trayectoria del rodillo de la cinta de acero también pueden causar defectos superficiales.
Defectos internos: Entre ellos se incluyen los residuos de contracción, la delaminación, las manchas blancas, la segregación, las inclusiones no metálicas, la holgura, etc. Estos defectos se deben principalmente a motivos relacionados con el equipo, el proceso y el funcionamiento durante el proceso de fabricación del acero.
Defectos de forma y tamaño: Estos defectos pueden estar relacionados con problemas de control del tamaño durante la producción de acero. Aunque el mecanismo específico de generación no se detalla en la información que he buscado, se puede deducir que está relacionado con el control de la temperatura, la distribución de la presión y otros factores durante el proceso de producción.
Otros factores: Por ejemplo, las deficiencias causadas por el equipo, el proceso y las razones de funcionamiento durante el proceso de fundición y laminación (forja) del acero al carbono, incluidas las costras, las inclusiones no metálicas, etc. Además, el impacto de factores irresistibles como las propiedades de los materiales y la tecnología de procesamiento en la producción de acero también puede causar diferentes tipos de defectos en la superficie, como escamas de laminación, manchas, etc.
Tipos de defectos del acero
Los materiales son la base de la fabricación de herramientas duraderas. Durante la producción real, es frecuente encontrar diversos tipos de defectos en los materiales.
Hoy le explicaremos los 16 tipos de defectos del acero para que sea precavido a la hora de seleccionar las materias primas.
01. Porosidad de las materias primas
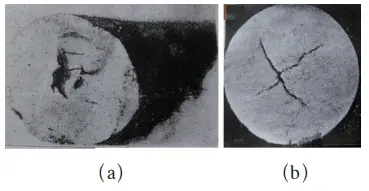
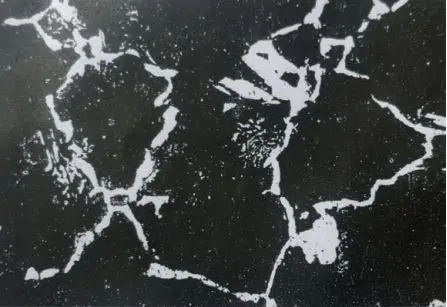
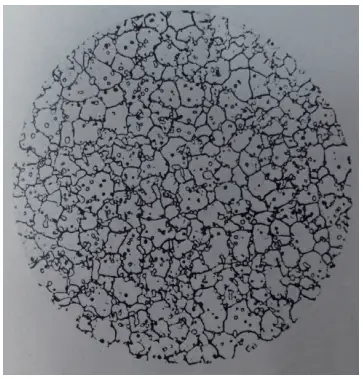
Tras realizar una prueba de grabado ácido en acero, se descubrió que algunas regiones de la superficie de la muestra no eran densas y mostraban huecos visibles.
Estos vacíos, que aparecen como manchas oscuras con tonos de color desiguales en comparación con otras zonas, se conocen como porosidad.
Cuando la porosidad se concentra en la parte central de la muestra, se denomina porosidad central, mientras que si se distribuye uniformemente en la superficie, se denomina porosidad general.
Tanto la norma GB/T9943-2008 para el acero rápido para herramientas como la GB/T1299-2014 para el acero para herramientas tienen normas específicas sobre la porosidad del acero, pero los suministros suelen superar la norma.
La porosidad tiene un impacto significativo en la resistencia del acero, y sus principales peligros son los siguientes:
- La porosidad debilita considerablemente el acero, haciéndolo susceptible de agrietarse durante los procesos de trabajo en caliente, como la forja, y también durante el tratamiento térmico.
- La porosidad da lugar a herramientas que se desgastan con facilidad y tienen un acabado superficial irregular.
Dado que la porosidad afecta al rendimiento del acero, el acero para herramientas tiene requisitos estrictos en cuanto a los niveles de porosidad admisibles.
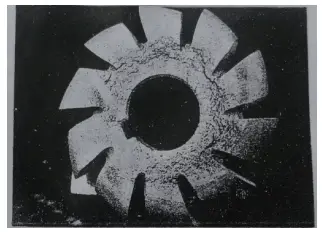
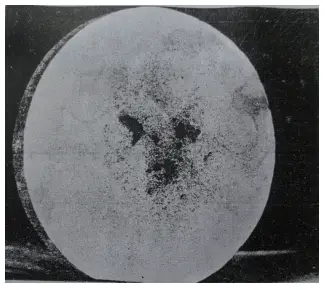
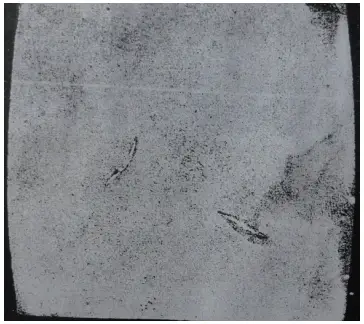
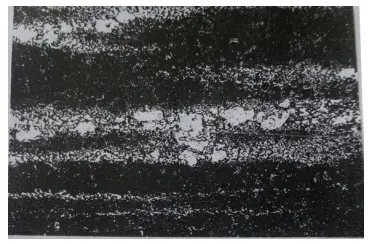
Las figuras 1 y 2 muestran φ90mm W18Cr4V (abreviado como W18) materias primas de acero, mostrando patrones de porosidad y agrietamiento por porosidad tras un tratamiento de grabado térmico con HCl 1:1.
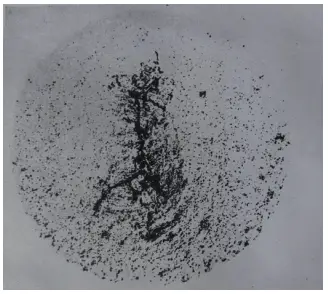
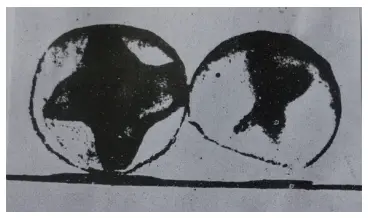
La figura 3 muestra una imagen de una fresa ranurada de acero W18Cr4V que sufrió un agrietamiento severo debido al esparcimiento durante el tratamiento térmico, como se representa a través del grabado térmico con 1:1HCl.
Figura 1 Porosidad central
Figura 2 Grietas del acero de porosidad central durante el forjado de tochos
Figura 3 Grietas en el material de la fresa de ranurar debidas a la porosidad durante el tratamiento térmico
02. Residuo de contracción
Durante la colada de un lingote, el acero líquido se condensa y se contrae en la parte central, formando un agujero tubular conocido como contracción.
Normalmente, la contracción se encuentra cerca del alimentador en la cabeza del lingote y debe eliminarse al conformar el tocho.
Sin embargo, la parte que no puede eliminarse por completo se denomina residuo de contracción.
Aunque lo ideal es eliminar por completo la contracción, las acerías suelen dar prioridad a la eficacia de la producción y dejan un residuo, lo que tiene consecuencias irreversibles para los procesos posteriores.
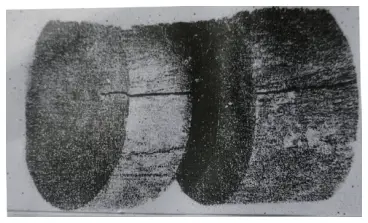
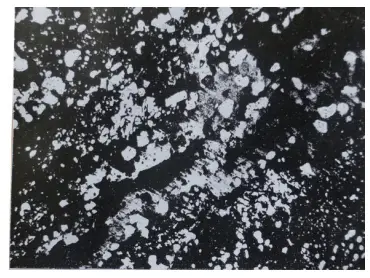
La figura 4 muestra acero W18 de φ70mm con residuos de contracción y porosidad severa, tal y como se representa mediante grabado térmico con HCl 1:1.
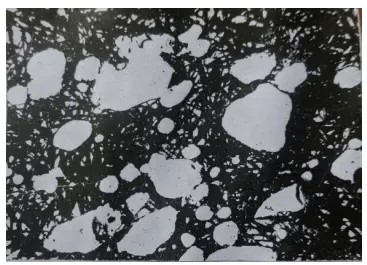
La figura 5 muestra acero φ70mm W18 con residuos de contracción que han formado grietas después del laminado, como se representa mediante grabado térmico con HCl 1:1.
Hace unos años, una empresa se encontró con residuos de contracción al serrar acero M2 de φ75 mm.
Figura 4
Figura 5: Grietas causadas por la contracción del acero W18
03. Grieta superficial
Las grietas longitudinales en la superficie de las materias primas de acero rápido son un fenómeno habitual.
Esto puede deberse a varias causas, como:
(1) Durante el laminado en caliente, puede producirse una concentración de tensiones durante el proceso de enfriamiento, lo que da lugar a grietas a lo largo de las líneas de rayado debido a la eliminación incompleta de las grietas superficiales o los arañazos causados por los agujeros de la matriz.
(2) Los agujeros de matriz deficientes o las grandes velocidades de avance durante el laminado en caliente pueden provocar pliegues, que causan grietas a lo largo de las líneas de pliegue en el procesamiento posterior.
(3) Pueden producirse grietas durante la laminación en caliente si la temperatura de parada de la laminación es demasiado baja o la velocidad de enfriamiento es demasiado rápida.
(4) Se observan con frecuencia grietas superficiales en el acero plano W18 de 13 mm × 4,5 mm laminado en frío invierno, lo que indica que las grietas también pueden estar influidas por las condiciones climáticas.
Sin embargo, no se observan grietas cuando se lamina el mismo grado y especificación de acero en otras ocasiones.
La figura 6 muestra la grieta superficial de φ30mm de acero W18, con una profundidad de 6mm, tal y como se representa mediante grabado térmico con HCl 1:1.
Figura 6 Grieta superficial
04. Grietas en el centro de la materia prima
Durante el proceso de laminación en caliente del acero rápido, una deformación excesiva puede hacer que la temperatura central aumente en lugar de disminuir. Esto puede provocar la formación de grietas en el centro del material debido a la tensión térmica.
La figura 7 muestra la grieta central en acero W18 de φ35mm (grabado con HCl 1:1).
Las grietas centrales en las materias primas de acero rápido son habituales en las fábricas de herramientas, pero resultan perjudiciales porque son invisibles y no pueden detectarse al tacto. La única forma de observar estas grietas es mediante la detección de defectos.
Figura 7 Grieta central
05. Segregación
La distribución desigual de los elementos químicos dentro de una aleación durante el proceso de solidificación se conoce como segregación. Esto puede tener un impacto significativo en el rendimiento del acero, especialmente si hay una distribución desigual de impurezas como el carbono.
La segregación puede dividirse a su vez en microsegregación, segregación por densidad y segregación regional.
La segregación por densidad se produce debido a las diferencias en la densidad de las fases constituyentes de la aleación, lo que provoca que los elementos más pesados se hundan y los más ligeros floten durante la solidificación. La segregación regional se produce por la acumulación local de impurezas en lingotes o piezas fundidas.
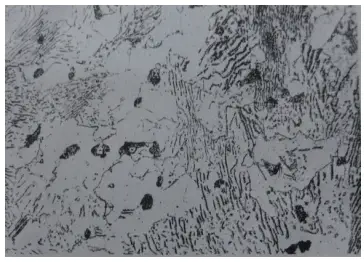
La figura 8 muestra una muestra metalográfica templada de acero W18 (grabada con una solución alcohólica de HNO3 4%), que revela un patrón en forma de cruz.
Un análisis más detallado de la composición química mostró que la parte de la matriz tenía una menor contenido en carbonomientras que la parte en forma de cruz tenía un mayor contenido de carbono.
Esta forma de cruz es el resultado de la segregación cuadrada causada por la segregación de los componentes de carbono y aleación durante el proceso de laminación.
Una segregación regional grave puede debilitar la resistencia del acero y hacerlo más susceptible al agrietamiento durante el trabajo en caliente.
Figura 8 Segregación en forma de cruz (3×)
06. No uniformidad del carburo
El grado de descomposición de los carburos eutécticos en el acero rápido (HSS) durante el prensa caliente se denomina no uniformidad del carburo. Cuanto mayor sea la deformación, mayor será el grado de fractura del carburo y menor el nivel de no uniformidad del carburo.
Cuando los carburos del acero están muy descompuestos, por ejemplo en forma de cintas gruesas, mallas o grandes acumulaciones de carburo, esto tiene un impacto significativo en la calidad del acero. Por lo tanto, es crucial controlar cuidadosamente la no uniformidad del carburo para garantizar la calidad de las herramientas HSS.
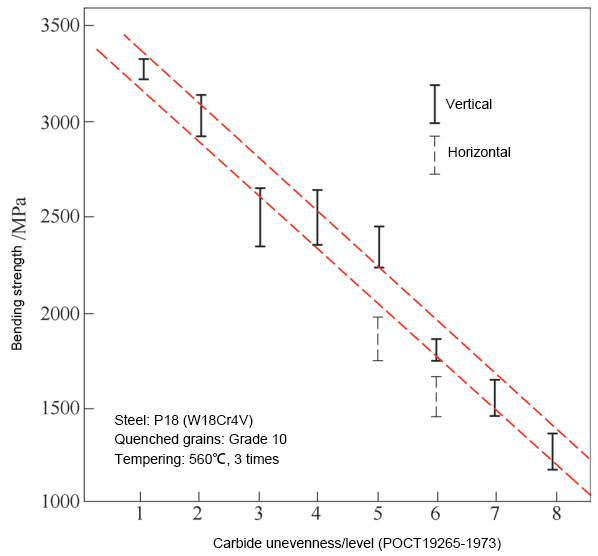
La figura 9 muestra el efecto de la falta de uniformidad del carburo en la resistencia a la flexión del acero W18.
Como puede verse en la figura, la resistencia a la flexión en los grados 7-8 con no uniformidad es sólo 40-50% de los grados 1-2, lo que reduce la resistencia a 1200-1500MPa, que sólo es equivalente al nivel de los grados de mayor tenacidad en carburos cementados. El rendimiento horizontal es de alrededor de 85% del rendimiento vertical.
La concentración y la distribución en bandas de los carburos también pueden dar lugar a granos enfriados desiguales y a una disolución desigual de los carburos, lo que conduce a una mayor tendencia al sobrecalentamiento y a una reducción de la capacidad de endurecimiento secundario, respectivamente.
La figura 9 muestra el impacto de la falta de uniformidad del carburo en la resistencia a la flexión del acero rápido W18Cr4V.
Se puede observar que la falta de uniformidad del metal duro puede provocar grietas y sobrecalentamiento durante el trabajo en caliente, haciendo que la herramienta acabada falle durante su uso.
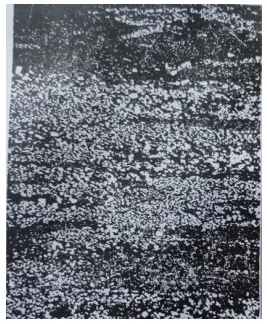
La figura 10 ilustra la grieta de enfriamiento causada por carburos zonales gruesos en el acero W18 (grabado con una solución alcohólica de HNO3 4%).
Figura 10 Carburo grueso zonal
07. Carburo de red
Acero laminado en caliente o recocido pueden formar carburos de red debido a las altas temperaturas de calentamiento, los tiempos de mantenimiento prolongados que provocan el crecimiento del grano y los procesos de enfriamiento lento que dan lugar a la precipitación de carburos a lo largo de los límites del grano.
La presencia de carburos en red aumenta considerablemente la fragilidad de la herramienta, haciéndola más propensa al astillado. En general, los carburos de red completos no son aceptables en el acero.
La inspección de carburos de red debe realizarse después de temple y revenido.
La figura 11 muestra la red de carburos del acero T12A (grabado con solución alcohólica 4% HNO3), mientras que la figura 12 muestra la morfología de la red de carburos del acero 9SiCr (grabado con solución alcohólica 4% HNO3), revelando un sobrecalentamiento severo durante el proceso de grabado. recocido proceso.
Figura 11 T12A Carburo de malla de acero (500×)
Figura 12 Malla de acero 9SiCr Carburo (500×)
08. Masa apelmazada de carburo
Las fresas que realizan torneado o fresado con HSS pueden encontrar una sustancia dura y sufrir daños. Este defecto no suele detectarse fácilmente durante el torneado a alta velocidad, debido a la elevada velocidad de corte y al ruido.
Sin embargo, durante el fresado, pueden observarse bultos y caos extraños, como un chirrido y un grave desgaste de la herramienta al fresar ranuras con brocas helicoidales.
Al inspeccionarlos, los bloques brillantes pueden verse a simple vista y se ha comprobado que tienen una dureza extremadamente alta, que alcanza los 1225HV, mientras que las zonas no duras se encuentran en un estado de recocido normal. Esto se conoce como "masa apelmazada".
La presencia de masas apelmazadas provoca daños en la herramienta y dificulta el corte.
Se cree que la formación de estos grumos duros se debe a la segregación de componentes químicos durante el proceso de fundición y puede ser un tipo de carburo compuesto de alta dureza o el resultado de la adición de bloques de aleación refractaria durante la fundición.
La figura 13 muestra la macroestructura de una masa apelmazada en acero W18 (grabada con solución alcohólica de HNO3 4%), en la que la sustancia blanca es la masa apelmazada y las zonas gris y negra representan las ranuras de la broca.
Figura 13 Macroestructura de la masa apelmazada de acero W18 (20×)
09. Inclusiones
Las inclusiones son un defecto común en el acero que puede clasificarse en dos categorías: inclusiones metálicas y no metálico inclusiones.
Las inclusiones metálicas se forman debido a la fusión incompleta de la ferroaleación durante el proceso de fundición o a la presencia de partículas metálicas extrañas que permanecen en el lingote de acero.
Las inclusiones no metálicas se dividen en dos tipos:
(1) Las inclusiones endógenas, que se deben principalmente a sistemas de vertido sucios, al desprendimiento de lodos refractarios de los equipos o al uso de materiales de carga impuros;
(2) inclusiones producidas y precipitadas debido a reacciones químicas durante el proceso de fundición. La figura 14 muestra inclusiones metálicas encontradas en el acero W18, mientras que la figura 15 muestra las inclusiones no metálicas causantes de grietas durante el enfriamiento (grabadas con solución alcohólica 4% HNO3).
Figura 14 Inclusiones metálicas
Figura 15 Fisuración causada por inclusiones no metálicas durante el enfriamiento (400 x)
Las inclusiones son perjudiciales para la calidad del acero. Segmentan la matriz del acero, disminuyen su plasticidad y resistencia, y hacen que el acero sea susceptible de agrietarse alrededor de las inclusiones durante el laminado, el forjado y el tratamiento térmico.
Las inclusiones también pueden provocar fatiga en el acero, así como dificultades durante el corte y el rectificado. Por lo tanto, el acero para herramientas debe tener requisitos específicos para las inclusiones.
10. Carburo a granel
En el proceso de fundición del acero, puede producirse una distribución desigual de los carburos debido a la segregación de los componentes, o cuando los carburos de la aleación de hierro no se funden completamente, lo que da lugar a grandes carburos angulares que persisten sin ser triturados después de la forja.
La presencia de estos carburos en masa aumenta la fragilidad de la herramienta e incrementa el riesgo de vuelco.
Durante el proceso de tratamiento térmico, estos carburos de gran tamaño y los elementos de aleación pueden enriquecerse, lo que puede provocar defectos como el sobrecalentamiento, un revenido insuficiente e incluso grietas a lo largo de los límites de grano.
La figura 16 muestra el sobrecalentamiento durante el enfriamiento provocado por la segregación de los componentes circundantes de los carburos grandes (grabados en solución alcohólica 4% HNO3).
Figura 16 Sobrecalentamiento causado por la segregación de componentes alrededor de carburos en masa durante el enfriamiento (500×)
11. Licuación del carburo
En el proceso de solidificación del metal líquido, la segregación de carbono y elementos de aleación puede provocar la precipitación de grandes bloques de carburo durante el enfriamiento.
Esta segregación, conocida como licuefacción, no se elimina fácilmente durante el procesamiento posterior y da lugar a la presencia de carburo de zoster en masa en la dirección de laminación del acero.
La figura 17 muestra la licuefacción del CrMn, grabado con una solución alcohólica de HNO3 4%.
Figura 17 Licuefacción de carburo (500×)
Los aceros con licuefacción son muy quebradizos, ya que la matriz metálica continua se interrumpe, lo que reduce su resistencia. Anteriormente, la licuefacción era habitual en los aceros CrWMn y CrMn, y su uso para fabricar calibres solía dificultar la obtención de una superficie lisa.
12. Carbono grafito
Como la temperatura de recocido es demasiado alta y el tiempo de mantenimiento demasiado largo, durante el lento proceso de enfriamiento del acero, los carburos se descomponen fácilmente en carbono libre, conocido como grafito.
La figura 18 muestra la microestructura del carbono de grafito en el acero T12A (grabado con solución de alcohol ácido amargo 4%).
Figura 18 Microestructura de carbono grafítico del acero T12A (500×)
La precipitación de carbono grafítico disminuye significativamente la resistencia y tenacidad del acero, haciéndolo inadecuado para la producción de cuchillos y componentes críticos. El acero presenta fracturas negras cuando contiene altos niveles de carbono grafítico.
La presencia de carbono grafítico puede determinarse mediante análisis químicos cualitativos y cuantitativos, y su forma y distribución pueden observarse mediante métodos metalográficos.
Además, habrá un aumento del tejido de ferrita alrededor del grafito.
13. Fallo de mezcla y composición
La mezcla de materiales en las empresas de fabricación de herramientas y moldes es un problema común, resultado de una mala gestión y un defecto de bajo nivel. Los materiales mezclados pueden incluir tres aspectos: acero mezclado, especificaciones mezcladas y números de horno mezclados.
Este último es especialmente frecuente y puede causar muchos problemas con falsos tratamientos térmicos sin posibilidad de recurso. De vez en cuando, también se encuentran componentes de material de herramientas no cualificados.
Algunos componentes de acero rápido no cumplen la norma GB/T9943-2008 de acero rápido para herramientas, especialmente en lo que se refiere al alto o bajo contenido de carbono. Por ejemplo, el W6Mo5Cr4V2Co5 pertenece al tipo HSS-E pero tiene un contenido de carbono inferior al límite inferior de la norma.
A pesar de estar etiquetado como HSS de alto rendimiento, tras el tratamiento térmico, la dureza no alcanza los 67HRC. Las acerías deben asegurarse de que el acero puede alcanzar una dureza de al menos 67HRC si pertenecen al tipo HSS-E.
Que una herramienta requiera una dureza tan elevada es una cuestión interna de la fábrica de herramientas y no es responsabilidad de la acería.
Sin embargo, si la dureza no alcanza los 67HRC, es un fallo de la acería. También hay muchos casos de acero para troqueles composición, lo que da lugar a continuas disputas.
14. Descarbonización de las materias primas
El país ha establecido normas para la descarburación del aceroSin embargo, los proveedores de acero suelen suministrar materiales que superan estas normas, lo que supone importantes pérdidas económicas para las empresas fabricantes de herramientas.
La dureza superficial de las herramientas disminuye y su resistencia al desgaste es escasa después del temple en el caso de materiales con una capa descarburada. Por lo tanto, es necesario eliminar por completo la capa descarburada durante el mecanizado para evitar posibles problemas de calidad.
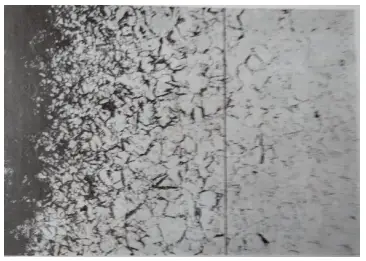
La figura 19 ilustra la morfología de descarburación de la materia prima de acero W18 (grabada en solución alcohólica de HNO3 4%). La zona de descarburación es martensita templada en forma de aguja, mientras que la zona no descarburizada está compuesta por martensita templada, carburos y martensita retenida. austenita.
Las figuras 20 y 21 muestran la descarburación de los aceros M2 y T12, respectivamente (grabados en solución alcohólica 4% HNO3).
En el caso del acero T12, la capa totalmente descarburada es de ferrita, la zona de transición se compone de carbono-lean templado martensitay la zona no descarburada se compone de martensita templada y carburos.
Figura 19 Capa de descarburación austemplada (250×)
Figura 20 Descarburación del acero M2
Figura 21 Capa descarburada del acero T12A (después del templado→ revenido) (200×)
15. Acero W18 sin efecto evidente del tratamiento térmico
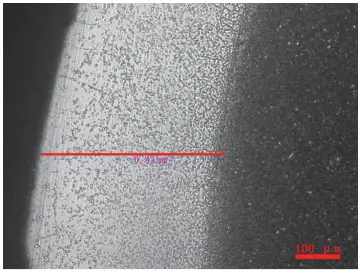
Seleccionamos una barra plana de acero W18 con dimensiones de 13 mm x 4,5 mm de una empresa específica y la templamos en un baño de sal a temperaturas de 1210℃, 1230℃ y 1270℃.
El tiempo de calentamiento fue de 200 segundos, y el tamaño de grano de 10,5, como se muestra en la Figura 22. La dureza después del temple estaba entre 65 y 65,5HRC, pero sorprendentemente, la dureza disminuyó después del revenido a 550℃ durante tres veces.
Esta anomalía se denomina "anécdota".
Figura 22 Temple del acero W18 Grado 10.5 (500×)
Parece que el carburo nos juega una mala pasada, es decir, que cuando se calienta el carburo no se disuelve en austenita ni precipitar durante el proceso de templado.
Esto se conoce simplemente como no poder entrar o salir, así que ¿dónde está el endurecimiento secundario?
La raíz del problema es que el carburo se está burlando, lo que significa que no se disuelve en la austenita durante el calentamiento y no hay precipitación durante el proceso de templado.
Se trata simplemente de no poder entrar o salir, así que ¿de dónde viene el endurecimiento secundario?
16. Calidad de la superficie
Los defectos superficiales son fácilmente visibles a simple vista, como:
- Dimensiones incoherentes en el contrato;
- Desviación en longitud y tamaño en el suministro real;
- Imperfecciones superficiales, incluidas picaduras ultrafinas en la superficie del acero, picaduras de corrosión, redondez problemas, herraduras, desniveles excesivos en la chapa de acero y grosores desiguales.
Tipos específicos de defectos del acero
Los productos de acero pueden verse afectados por varios defectos que se clasifican en diferentes categorías, cada una de ellas con características específicas e implicaciones para la calidad y el rendimiento del material. Comprender estos defectos es esencial para mantener la integridad y fiabilidad de los productos de acero en diferentes aplicaciones.
Defectos superficiales
Marcas de rodillo
Las marcas de laminación, también conocidas como magulladuras o marcas de látigo, aparecen como hendiduras o zonas elevadas en la superficie de las chapas de acero y los productos de paredes más gruesas, como los tochos. Estos defectos suelen deberse a irregularidades o restos en la superficie del laminador. Por ejemplo, en la industria del automóvil, las marcas de laminación pueden afectar al acabado superficial de los paneles de la carrocería, lo que supone costes adicionales de procesamiento.
Solapamientos
Los solapamientos se producen cuando se utiliza un exceso de material de aportación durante la soldadura, lo que da lugar a superficies irregulares o a material que cuelga de la probeta. Este defecto puede afectar tanto al aspecto como a la trabajabilidad del acero. En la construcción de tuberías, los solapamientos pueden dificultar la obtención de un acabado superficial liso, complicando el proceso de soldadura.
Costuras
Las costuras son imperfecciones lineales que se forman durante el proceso de laminado o forjado. Aparecen como líneas visibles en la superficie del acero y pueden comprometer la integridad estructural del material. Por ejemplo, en la industria aeroespacial, las costuras en los componentes estructurales pueden reducir la vida a fatiga y provocar fallos prematuros.
Laminados
Las laminaciones son separaciones internas dentro de las capas del acero, a menudo resultado de técnicas de laminado o forjado inadecuadas. Estos defectos pueden debilitar considerablemente el acero, haciéndolo propenso a fallar bajo tensión. En la construcción de recipientes a presión, las laminaciones pueden provocar fallos catastróficos debido a las altas presiones a las que están sometidos.
Costras y Lapsos
Las costras son zonas elevadas o deprimidas en la superficie del acero causadas por un laminado o forjado inadecuados, mientras que los solapamientos se producen cuando dos capas de acero se superponen, creando una zona elevada. Ambos defectos pueden debilitar el acero y afectar a su acabado superficial. En la fabricación, las costras y los solapamientos pueden provocar el rechazo de productos debido a su escasa estética y a la merma de sus propiedades mecánicas.
Defectos internos
Incluye
Las inclusiones son partículas no metálicas atrapadas en el acero durante la fabricación. Estas partículas, como escorias u óxidos, crean puntos débiles que pueden iniciar grietas y reducir la resistencia global del material. En aplicaciones sometidas a grandes esfuerzos, como la construcción de puentes, las inclusiones pueden provocar fallos estructurales.
Porosidad
La porosidad se refiere a la presencia de pequeños huecos o cavidades en el acero, a menudo como resultado de técnicas inadecuadas de fundición o soldadura. Estos huecos comprometen la ductilidad del acero y su resistencia a la corrosión. En entornos marinos, el acero poroso puede sufrir una corrosión acelerada, lo que reduce la vida útil de los cascos de los buques.
Segregación
La segregación se produce cuando los elementos de aleación del acero se distribuyen de forma desigual durante la solidificación, lo que provoca variaciones en la composición y las propiedades mecánicas del material. Este defecto puede dar lugar a un rendimiento desigual, especialmente en componentes estructurales. Por ejemplo, en maquinaria pesada, la segregación puede provocar un desgaste desigual y fallos inesperados.
Defectos mecánicos
Agrietamiento por enfriamiento rápido
El agrietamiento por enfriamiento rápido se produce durante el proceso de enfriamiento, en el que un enfriamiento rápido provoca grietas en la superficie del acero. Este defecto es común en aleaciones como los tochos de acero al cromo 4140 y puede comprometer gravemente la resistencia y durabilidad del material. En herramientas y matrices, las grietas de enfriamiento rápido pueden provocar roturas prematuras y reducir la vida útil de las herramientas.
Pinchers
Los pellizcos son crestas o surcos irregulares que aparecen en los productos de acero, sobre todo en los laminados, como palanquillas, tubos o tuberías. Mientras que las pequeñas estrías pueden no afectar significativamente a la calidad del producto, las más pronunciadas pueden requerir ajustes en el proceso de fabricación. En los oleoductos y gasoductos, los pellizcos pueden crear puntos de concentración de tensiones, lo que puede dar lugar a fugas.
Deformaciones
Las deformaciones, como la flexión, la torsión o el alabeo, pueden producirse debido a una manipulación inadecuada, una carga excesiva o tensiones térmicas. Estos defectos comprometen la integridad estructural y el rendimiento de los productos de acero. En la construcción, las vigas de acero deformadas pueden provocar desalineaciones e inestabilidad estructural.
Cierre en frío
Los defectos de cierre en frío son grietas de bordes redondeados que se producen cuando dos corrientes de acero fundido no se fusionan correctamente durante la colada. Este defecto puede deberse a un diseño inadecuado del sistema de inyección, a las bajas temperaturas del metal líquido o a una menor fluidez del metal fundido. Las grietas en frío debilitan el acero y pueden provocar fallos en aplicaciones críticas, como los componentes de los motores.
Defectos específicos de la forja
Sección sin rellenar
Las secciones sin rellenar se producen cuando algunas partes de la forja quedan sin rellenar, a menudo debido a un mal diseño de la matriz, una materia prima insuficiente o un calentamiento inadecuado. Este defecto da lugar a zonas incompletas o débiles en el producto forjado. En los componentes aeroespaciales, las secciones sin relleno pueden provocar debilidades estructurales y posibles fallos en vuelo.
Fosas de incrustaciones
Las picaduras de cascarilla son deposiciones irregulares en la superficie de las piezas forjadas, normalmente causadas por una limpieza inadecuada de la superficie forjada. Estas picaduras pueden eliminarse mediante métodos de limpieza adecuados para restaurar la suavidad y calidad del producto forjado. En las industrias de alta precisión, como la de implantes médicos, las picaduras de cal pueden provocar el rechazo del producto.
Cambio de troquel
El desplazamiento de la matriz se produce cuando las matrices superior e inferior no están correctamente alineadas durante el forjado, lo que da lugar a productos con dimensiones incorrectas. La alineación correcta de las matrices puede corregir este defecto. En las piezas de automoción, el desplazamiento de la matriz puede causar problemas de montaje y ajuste.
Copos
Las escamas son grietas internas que se producen debido a un enfriamiento inadecuado del producto forjado. Un enfriamiento rápido puede inducir estas grietas, reduciendo la resistencia y fiabilidad del forjado. En aplicaciones de alta presión, como los sistemas hidráulicos, las escamas pueden provocar fallos repentinos.
Tensiones residuales
Las tensiones residuales se desarrollan debido a un enfriamiento inadecuado de la pieza forjada, especialmente si el enfriamiento es demasiado rápido. Estas tensiones pueden provocar distorsiones y el posible fallo del producto forjado. En los componentes estructurales, las tensiones residuales pueden provocar alabeos y desalineaciones que afectan a la estabilidad y el rendimiento generales.
Comprender estos tipos específicos de defectos del acero es crucial para el control de calidad, garantizar la fiabilidad y longevidad de los productos de acero y prevenir posibles fallos en aplicaciones críticas.
Defectos en los procesos de fabricación
Los procesos de fabricación de productos de acero implican varias etapas, cada una con defectos potenciales que pueden comprometer la calidad y el rendimiento del producto final. Comprender estos defectos y sus orígenes es crucial para aplicar medidas eficaces de control de calidad y mejorar la eficiencia de la fabricación.
Defectos de fundición
- Escotillas: Durante el proceso de fundición, el aire o el gas pueden quedar atrapados dentro del acero fundido, dando lugar a la formación de sopladuras. Estas cavidades pueden manifestarse como cavidades alargadas, redondas o pequeñas justo debajo de la superficie. Los agujeros de soplado suelen producirse por una permeabilidad o ventilación insuficientes en el molde. Por ejemplo, en un estudio de un caso relacionado con piezas de fundición de acero para componentes de automoción, la presencia de agujeros de soplado provocó una reducción significativa de la resistencia a la tracción, lo que en última instancia dio lugar a la retirada de productos.
- Tuberías: Este defecto se produce por la contracción durante la solidificación, lo que da lugar a cavidades dentro de la pieza fundida o de las canalizaciones verticales. Las canalizaciones pueden debilitar considerablemente la integridad estructural de grandes lingotes de acero y otros componentes de fundición. Un ejemplo de ello son las piezas de maquinaria pesada, en las que las tuberías provocaron fallos catastróficos bajo tensiones operativas, lo que llevó a investigar los métodos de producción.
- Incluye: Las partículas no metálicas, como óxidos, escorias, pueden quedar atrapadas en el acero durante la fundición. Estas inclusiones crean puntos débiles y pueden provocar discontinuidades en el material. Las inclusiones en el acero utilizado para vigas de construcción se han relacionado con fracturas inesperadas, lo que subraya la importancia de refinar los procesos para minimizar tales defectos.
- Esponjosidad: Causada por la falta de solidificación direccional, la esponjosidad se asemeja a una textura esponjosa dentro del acero. Factores como una temperatura de colada insuficiente y una colocación inadecuada de las pastillas contribuyen a este defecto. En aplicaciones como los recipientes a presión, la esponjosidad puede comprometer la integridad y provocar fugas.
- Contracción: A medida que el acero fundido se enfría y solidifica, se contrae, lo que produce huecos de contracción. Estos huecos suelen formar patrones de ramificación y pueden comprometer la integridad de los recipientes a presión y otros componentes críticos. Los datos de los análisis de fallos indican que los defectos de contracción eran una de las principales causas de fallos estructurales en los tanques de almacenamiento de petróleo a gran escala.
- Lágrimas calientes: Las tensiones térmicas próximas a la temperatura de solidificación, a menudo obstaculizadas por la resistencia del molde y del núcleo, provocan desgarros en caliente. Estas discontinuidades pueden provocar fallos prematuros en piezas fundidas de maquinaria pesada. Por ejemplo, un incidente importante en una planta de fabricación implicó desgarros en caliente en componentes de fundición, lo que provocó costosos tiempos de inactividad y riesgos para la seguridad.
- Cierres fríos: Se producen cuando dos corrientes de acero fundido no se fusionan correctamente, lo que da lugar a una fusión parcial y a la formación de cierres fríos. Este defecto puede provocar fugas y fallos estructurales en los componentes de las tuberías, como se puso de manifiesto en un caso en el que un cierre en frío provocó un importante vertido de petróleo debido a la rotura de una tubería.
- Coronilla sin fundir: Es posible que las chapas utilizadas para soportar las secciones del molde o del núcleo no se fundan en la pieza fundida, lo que provoca discontinuidades. Este defecto puede crear puntos débiles localizados en los elementos estructurales de acero que, si no se identifican durante las inspecciones, pueden provocar fallos catastróficos en aplicaciones de construcción.
Defectos de laminación y forja
- Grietas longitudinales: Estas grietas discurren en el sentido de la extracción y están causadas por un enfriamiento desigual, un flujo turbulento de acero líquido o un enfriamiento secundario no uniforme. Las grietas longitudinales en las vías de ferrocarril han provocado descarrilamientos, lo que subraya la necesidad crítica de realizar rigurosos controles de calidad durante la producción.
- Grietas transversales: Resultantes de tensiones en sentido longitudinal, las grietas transversales suelen deberse a tensiones térmicas, variaciones del nivel del menisco o segregación en el fondo de las marcas de oscilación. Estas grietas pueden comprometer la estabilidad de los pilares de acero estructural, sobre todo en los edificios de gran altura, donde la distribución de las cargas es primordial.
- Grietas en las esquinas: Las variaciones de temperatura, el mayor contenido de aluminio o azufre, la temperatura no uniforme de los bordes o el exceso de fricción durante la colada pueden provocar grietas en las esquinas. Estos defectos pueden provocar fallos catastróficos en las vigas de acero, como ocurrió en el derrumbe de un puente en el que no se detectaron grietas en las esquinas durante las inspecciones.
- Laminados: Las técnicas inadecuadas de laminado o forjado pueden hacer que las capas internas de acero se separen, dando lugar a laminaciones. Este defecto puede provocar fugas peligrosas en recipientes a presión. Un incidente notable se produjo en un recipiente a presión que falló debido a la laminación, lo que provocó importantes daños y la pérdida de vidas humanas.
- Costuras: Defectos superficiales lineales formados durante los procesos de laminado o forjado, las costuras pueden afectar a la integridad estética y estructural de productos de acero como los paneles de carrocería de los automóviles. En la fabricación de automóviles, las juntas se han identificado como un factor que contribuye a los fallos de adherencia de la pintura, lo que provoca un aumento de las reclamaciones de garantía.
Defectos superficiales
- Imperfecciones superficiales: Entre ellas se incluyen las marcas indentadas o en relieve, los patrones ondulados, las rayas, las manchas en relieve y las ondulaciones o pliegues de la superficie. Las imperfecciones superficiales suelen deberse a daños por manipulación, contaminación o técnicas de laminado inadecuadas. Estos defectos pueden provocar un aumento de los costes de producción debido a la repetición de los trabajos y una disminución del atractivo del producto.
- Problemas de adherencia del revestimiento: Las impurezas en el material pueden provocar fallos en la adherencia del revestimiento, con la consiguiente corrosión y eventual fallo, especialmente en entornos agresivos como las tuberías de acero. En un estudio se descubrió que los fallos del revestimiento debidos a defectos superficiales aumentaban significativamente los índices de corrosión en aplicaciones marinas.
- Irregularidades en los bordes: Las irregularidades hacen que los bordes de las chapas de acero sean más largos o más cortos que el centro, creando patrones ondulados que complican los procesos de fabricación. Estas irregularidades pueden provocar desalineaciones durante el montaje, aumentando la probabilidad de defectos estructurales en los productos acabados.
Defectos de soldadura
- Porosidad: Los pequeños agujeros o burbujas en la zona soldada debilitan la soldadura y comprometen su integridad estructural. La porosidad en las juntas soldadas puede provocar fallos en condiciones de alta presión, como demostró un incidente en un oleoducto en el que la porosidad fue un factor que contribuyó a una rotura catastrófica.
- Fusión incompleta: Cuando la soldadura no se fusiona correctamente con el metal base, se produce una unión débil. Una fusión incompleta puede provocar el colapso estructural de componentes soldados como las grúas, lo que subraya la necesidad de protocolos de inspección rigurosos.
- Grietas, socavones y salpicaduras excesivas: Estos defectos de soldadura pueden comprometer gravemente la calidad y resistencia de la soldadura, provocando posibles fallos estructurales. Un análisis exhaustivo de proyectos de construcción de puentes reveló que los defectos de soldadura no subsanados contribuyeron a varios fallos estructurales.
Defectos dimensionales y mecánicos
- Desviaciones dimensionales: El alabeo, el arqueamiento, la torsión o las variaciones excesivas de longitud o anchura pueden afectar a la integridad estructural y complicar los procesos de instalación. Por ejemplo, las desviaciones dimensionales en las vigas de acero utilizadas en la construcción pueden provocar desalineaciones durante el montaje, lo que se traduce en costes adicionales.
- Deformaciones: La flexión, torsión o alabeo debidos a una manipulación inadecuada, una carga excesiva o tensiones térmicas pueden comprometer el rendimiento de los productos de acero. Un caso notable fue el de las deformaciones en estructuras de acero que provocaron inestabilidad estructural en edificios comerciales.
- Desajustes: Las malas prácticas de fabricación provocan concentraciones de tensión y posibles puntos de fallo. Las desalineaciones pueden provocar una distribución desigual de la carga en los armazones estructurales, lo que aumenta el riesgo de fallo bajo carga.
- Refuerzo inadecuado: La insuficiencia de acero de refuerzo, como barras o mallas, puede provocar grietas, hundimiento o colapso de la estructura. Los casos de refuerzo inadecuado se han relacionado con varios fallos estructurales en edificios residenciales y comerciales.
Defectos internos
- Incluye: Los materiales extraños como la escoria o las partículas refractarias atrapadas en el acero debilitan su resistencia y aumentan el riesgo de iniciación de grietas. Los estudios han demostrado que la presencia de inclusiones puede reducir la vida a fatiga de los componentes, sobre todo en aplicaciones sometidas a grandes esfuerzos.
- Porosidad: Los pequeños huecos o cavidades dentro del acero comprometen su ductilidad y resistencia a la corrosión. En aplicaciones críticas como los componentes aeroespaciales, la porosidad se ha identificado como uno de los principales factores de fallos inesperados.
- Segregación: La distribución desigual de los elementos de aleación provoca variaciones en la composición y las propiedades mecánicas, lo que se traduce en un rendimiento desigual bajo carga. Se han documentado problemas de segregación en diversos grados de acero, que afectan a su idoneidad para aplicaciones específicas.
Detección de defectos en el acero mediante inspección visual
La inspección visual es una técnica fundamental para identificar defectos en los productos de acero, garantizar el control de calidad y prevenir posibles fallos. En este proceso intervienen diversos métodos tradicionales y avanzados para detectar imperfecciones superficiales y subsuperficiales.
Métodos tradicionales de inspección visual
Inspección visual directa
La inspección visual directa consiste en examinar la superficie del acero a simple vista. Los inspectores buscan defectos visibles como grietas, costuras e imperfecciones superficiales. Por ejemplo, una grieta longitudinal en una viga de acero puede comprometer su integridad estructural y provocar fallos catastróficos. Este método es flexible y rentable, pero su fiabilidad depende de la habilidad y experiencia del inspector. Además, se limita a detectar defectos en superficies accesibles y puede pasar por alto defectos en zonas de difícil acceso.
Inspección con microscopios industriales
Los microscopios industriales, a menudo equipados con cámaras y software de análisis de imágenes, mejoran la detección de defectos diminutos no visibles a simple vista. Estos microscopios pueden identificar grietas finas, inclusiones y otras pequeñas imperfecciones que podrían provocar fallos en el material. Por ejemplo, la presencia de inclusiones no metálicas puede debilitar el acero, afectando a sus propiedades mecánicas. Sin embargo, la eficacia de este método puede verse influida por la pericia del operador y el tamaño de la muestra.
Técnicas avanzadas de inspección visual
Técnicas de realce de la luz
- Iluminación angular: Esta técnica consiste en iluminar la superficie del acero en un ángulo oblicuo, lo que acentúa las sombras y resalta defectos como grietas y abolladuras. Resulta especialmente útil para detectar irregularidades superficiales que no son fácilmente visibles con iluminación directa.
- Iluminación difusa: La utilización de una fuente de luz amplia y uniforme minimiza las sombras y proporciona una visión general clara de la superficie. Este método ayuda a identificar las imperfecciones e irregularidades uniformes de la superficie.
- Inspección por líquidos penetrantes fluorescentes (FPI): Se aplica un líquido fluorescente a la superficie del acero, que se filtra por grietas y hendiduras. Bajo la luz ultravioleta, el líquido brilla, revelando los defectos. El FPI es eficaz para detectar grietas finas y defectos que rompen la superficie, sobre todo en zonas de soldadura donde pueden producirse concentraciones de tensiones.
Inspección con boroscopio
Los boroscopios son instrumentos equipados con una cámara y una fuente de luz que permiten inspeccionar zonas internas que no son accesibles visualmente, como el interior de piezas fundidas o conjuntos complejos. Por ejemplo, un boroscopio puede revelar vacíos internos o grietas en una junta soldada que podrían provocar fallos por fatiga bajo cargas cíclicas. Los boroscopios proporcionan una visión detallada de las superficies internas, lo que permite detectar defectos que los métodos visuales tradicionales pasarían por alto.
Métodos de ensayos no destructivos (END)
Pruebas con partículas magnéticas (MT)
La MT consiste en magnetizar la pieza de acero y aplicar partículas ferrosas. Estas partículas son atraídas hacia las zonas de fuga de flujo, lo que indica la presencia de defectos superficiales o subsuperficiales. La fuga de flujo se produce cuando hay una interrupción en el campo magnético, que puede estar causada por grietas u otras discontinuidades. La MT es relativamente sencilla y barata, pero se limita a los materiales ferromagnéticos.
Pruebas con líquidos penetrantes (PT)
En la PT, se aplica un penetrante líquido a la superficie del acero, que se filtra por las grietas y hendiduras. Tras un tiempo de permanencia, se elimina el exceso de líquido y se aplica un revelador que hace visible el penetrante bajo luz ultravioleta. Este método se utiliza ampliamente para detectar defectos de rotura superficial en materiales no porosos, como el aluminio o el acero inoxidable.
Pruebas ultrasónicas (UT)
La UT emplea ondas sonoras de alta frecuencia para detectar defectos internos como grietas, huecos e inclusiones. Las ondas sonoras viajan a través del acero y cualquier alteración en su patrón indica la presencia de defectos. Por ejemplo, un defecto longitudinal en una tubería de acero puede detectarse mediante UT observando los cambios en las ondas sonoras reflejadas. La UT es muy eficaz para identificar imperfecciones subsuperficiales.
Pruebas radiográficas (RT)
La RT utiliza rayos X o rayos gamma para crear una imagen de la estructura interna del acero. Los defectos aparecen como zonas con densidades diferentes en comparación con el material circundante. La RT es especialmente útil para detectar defectos internos que no son visibles en la superficie, como huecos en soldaduras o inclusiones en piezas fundidas.
Pruebas de corrientes de Foucault (ECT)
La TEC detecta defectos superficiales y subsuperficiales mediante inducción electromagnética. Se hace pasar una corriente alterna a través de una bobina, generando un campo electromagnético. Cuando se introduce un material conductor, como el acero, se inducen corrientes de Foucault dentro del material. Un defecto perturba el flujo de estas corrientes de Foucault, medibles por variaciones de impedancia en la bobina. Este método es especialmente eficaz para detectar grietas superficiales en soldaduras de acero.
Inspección óptica automatizada (IOA) e IA
Inspección óptica automatizada
Los sistemas AOI utilizan cámaras de alta resolución, iluminación sofisticada y algoritmos de software para realizar inspecciones de superficies rápidas, objetivas y precisas. Estos sistemas pueden procesar miles de imágenes en poco tiempo, lo que mejora notablemente la eficacia del proceso de inspección y garantiza un control de calidad uniforme.
Aprendizaje automático y aprendizaje profundo
Se emplean diversas técnicas de aprendizaje automático y aprendizaje profundo para detectar y clasificar defectos superficiales en productos de acero. Técnicas como las redes neuronales artificiales y los modelos de aprendizaje profundo mejoran la precisión y la eficiencia. Por ejemplo, un modelo de aprendizaje profundo entrenado en un gran conjunto de datos de imágenes de defectos puede identificar y clasificar automáticamente los defectos, reduciendo la dependencia de los inspectores humanos y mejorando la velocidad de inspección.
La identificación de defectos en el acero mediante inspección visual es un proceso exhaustivo que combina métodos tradicionales, tecnologías avanzadas y técnicas innovadoras. Cada método tiene sus ventajas y limitaciones, y la elección depende de la aplicación específica, el tipo de defecto y las propiedades del material. Mediante la integración de estas técnicas, las industrias pueden garantizar normas de calidad y seguridad más estrictas para los productos de acero.
Causas de los defectos del acero
Los defectos del acero pueden deberse a diversos factores relacionados con los procesos de fabricación, las propiedades de los materiales y las condiciones ambientales. Comprender estas causas es esencial para identificar posibles fuentes de defectos y aplicar medidas preventivas que garanticen la calidad e integridad de los productos de acero.
Procesos de fabricación
- Proceso de fundición: Durante la fundición de productos de acero, pueden producirse defectos como sopladuras, canalizaciones e inclusiones debido a una permeabilidad o ventilación inadecuadas en el molde. Por ejemplo, los agujeros de soplado son bolsas de gas atrapadas en el acero, que pueden debilitar el material. Según datos de la industria, los orificios de soplado pueden reducir la resistencia a la tracción del acero hasta 20%. Además, la esponjosidad y la contracción pueden deberse a una temperatura de colada insuficiente, a una colocación incorrecta de las pastillas y a la falta de solidificación direccional.
- Laminación y forja: Las técnicas inadecuadas de laminado o forjado pueden provocar defectos como grietas longitudinales y transversales, laminaciones, costuras y grietas en las esquinas. Estos defectos suelen deberse a un enfriamiento desigual, tensiones térmicas, variaciones de temperatura elevadas y temperatura no uniforme en los bordes durante el proceso de fabricación. Por ejemplo, las grietas longitudinales pueden comprometer la capacidad de carga de las vigas de acero, provocando posibles fallos estructurales.
- Soldadura: Los defectos en los productos de acero soldados, como la porosidad, la fusión incompleta y las grietas, pueden deberse a los parámetros del proceso de soldadura, las impurezas del material y las técnicas de soldadura inadecuadas. Una calidad inadecuada de la soldadura puede comprometer la integridad estructural de los componentes de acero. Estudios de casos han demostrado que la porosidad en las soldaduras puede disminuir la resistencia a la fatiga, acortando significativamente la vida útil de las estructuras soldadas.
- Tratamiento térmico: Durante el proceso de enfriamiento pueden producirse grietas, inclusiones y porosidad, especialmente en aleaciones como el acero al cromo 4140. El enfriamiento rápido durante el tratamiento térmico puede inducir tensiones internas y discontinuidades en el material, dando lugar a defectos. Los estudios indican que un temple inadecuado puede provocar una reducción de la tenacidad de hasta 15%.
Propiedades de los materiales
- Altos niveles de impurezas: Los niveles elevados de impurezas como el azufre y el fósforo en el acero pueden contribuir a defectos como grietas superficiales, cuero pesado y formaciones de pinzas. Estas impurezas pueden provocar la fragilización del material y la formación de defectos internos y superficiales durante el proceso de fabricación. Por ejemplo, un alto contenido de azufre puede causar fragilidad en caliente, haciendo que el acero se vuelva quebradizo a altas temperaturas.
- Contenido de hidrógeno: El alto contenido de hidrógeno en el acero, especialmente en los aceros de bajo contenido en carbono y baja aleación, puede provocar defectos de punto blanco, caracterizados por grietas internas. La acción combinada de altos niveles de hidrógeno y tensiones internas puede dar lugar a la formación de estos defectos. Los datos sugieren que las grietas inducidas por el hidrógeno pueden provocar una reducción de la ductilidad de 10-30%.
- Segregación de elementos de aleación: La distribución desigual de los elementos de aleación durante la solidificación puede provocar segregación, con las consiguientes variaciones en la composición y las propiedades mecánicas del material. Esto puede afectar al rendimiento y la fiabilidad de los componentes de acero, especialmente en aplicaciones sometidas a grandes esfuerzos. Por ejemplo, la segregación puede causar zonas localizadas de debilidad, lo que provoca fallos prematuros bajo carga.
Condiciones ambientales y de almacenamiento
- Exposición a la humedad: La exposición a la humedad puede provocar la formación de óxido y cascarilla en las superficies de acero. Diferentes tipos de óxido, incluido el óxido blanco, el óxido negro y el óxido rojo, pueden desarrollarse debido a unas condiciones de almacenamiento inadecuadas, provocando defectos en la superficie y la degradación del material. Por ejemplo, el óxido rojo puede reducir significativamente la sección transversal del acero, debilitando su integridad estructural.
- Malas prácticas de fabricación: Una ventilación inadecuada, unas condiciones de almacenamiento incorrectas y la falta de limpieza en el lugar de trabajo pueden contribuir a la formación de incrustaciones, manchas e imperfecciones en la superficie de los productos de acero. Mantener un entorno limpio y controlado es crucial para prevenir estos defectos. Los estudios han demostrado que los contaminantes superficiales pueden actuar como puntos de inicio de la corrosión, acelerando la degradación del material.
- Manipulación y almacenamiento inadecuados: Pueden producirse deformaciones, desalineaciones y desviaciones dimensionales debido a una manipulación incorrecta, una carga excesiva y unas prácticas de almacenamiento inadecuadas. Estos defectos pueden comprometer la integridad estructural y la funcionalidad de los productos de acero. Por ejemplo, la flexión o el alabeo durante el almacenamiento pueden provocar desalineaciones en aplicaciones estructurales, afectando a la distribución de la carga.
En resumen, los defectos del acero pueden tener diversas causas, como los procesos de fabricación, las propiedades de los materiales y las condiciones ambientales. Abordar estas causas mediante medidas de control de calidad, selección de materiales y prácticas de fabricación adecuadas es esencial para prevenir la aparición de defectos y mantener la calidad y fiabilidad de los productos de acero.
Prevención de defectos del acero en la fabricación
Prevenir los defectos del acero en la fabricación es crucial para mantener la calidad del producto y garantizar la eficacia de la producción. Los defectos en el acero pueden ocasionar importantes pérdidas económicas, comprometer la integridad estructural y afectar negativamente a la satisfacción del cliente. Este capítulo ofrece un enfoque exhaustivo para minimizar los defectos del acero mediante el control de procesos, la garantía de calidad, las tecnologías avanzadas y la manipulación meticulosa de los materiales.
Control de procesos y garantía de calidad
Optimización del proceso de fabricación
Optimizar el proceso de fabricación es esencial para evitar defectos. Un espacio de trabajo limpio y bien ventilado ayuda a prevenir la formación de incrustaciones y otros problemas superficiales. Las inspecciones periódicas pueden detectar posibles problemas en una fase temprana, lo que permite tomar medidas correctivas con prontitud. Las técnicas de manipulación adecuadas y los revestimientos protectores son vitales para evitar daños en la superficie, como arañazos y abolladuras. La utilización de soportes acolchados y una manipulación cuidadosa pueden reducir significativamente el riesgo de imperfecciones en la superficie.
Control de temperatura y calefacción
El control de la temperatura es crucial para evitar defectos como el alabeo, el agrietamiento y la descamación de la superficie. Por ejemplo, en los procesos de soldadura y corte, controlar el aporte de calor es vital. Técnicas como el precalentamiento o el tratamiento térmico posterior a la soldadura pueden ayudar a evitar el alabeo. En los procesos de galvanizado, evitar el sobrecalentamiento del zinc y mantener unos niveles correctos de aluminio en el baño de galvanizado pueden prevenir la descamación o el desconchado de la superficie. Por ejemplo, un estudio de caso realizado en una acería demostró que el control preciso de la temperatura durante el galvanizado redujo los defectos superficiales en 30%.
Selección y preparación del material
Elegir los materiales adecuados y prepararlos correctamente puede reducir los defectos. Seleccionar el grosor de material adecuado y garantizar velocidades de enfriamiento constantes puede ayudar a evitar alabeos y otros problemas dimensionales. Utilizar metales de partida limpios y de baja pureza es esencial para evitar inclusiones de escoria y otros defectos de fundición. Reducir los elementos que reaccionan fuertemente con el oxígeno minimiza aún más el riesgo de inclusiones. Las inclusiones de escoria, por ejemplo, son partículas no metálicas atrapadas en el metal durante el proceso de fundición. El uso de metales de baja pureza puede reducir significativamente estas inclusiones.
Diseño e ingeniería
Ingenieros formados y diseño
Emplear a ingenieros formados con experiencia en la fabricación de metales mejora el proceso de producción. Los ingenieros pueden diseñar productos con menos errores operativos y de diseño, que pueden identificarse y corregirse a tiempo utilizando tecnología inteligente. Es esencial aplicar sólidas medidas de control de calidad en todo el proceso de creación. Las inspecciones periódicas y el mantenimiento de moldes y equipos ayudan a identificar y prevenir defectos como los del material del molde y las inclusiones de escoria.
Tecnologías y técnicas avanzadas
Tecnología inteligente e inspecciones
Las tecnologías avanzadas durante las inspecciones pueden ayudar a detectar posibles problemas en una fase temprana. Los escáneres de imágenes y los programas informáticos detectan errores operativos y de diseño antes de la producción, lo que permite corregirlos a tiempo. Las tecnologías de simulación como THERCAST®, que simula los procesos de fundición, pueden optimizar los parámetros de fundición sin necesidad de verter el metal, lo que reduce el riesgo de defectos como las inclusiones de escoria.
Corte y desbarbado de precisión
Utilizar métodos de corte precisos mejora la exactitud dimensional de los productos de acero. El corte CNC y el corte por láser pueden reducir las imprecisiones y la formación de rebabas. Las herramientas automatizadas de desbarbado suavizan los bordes ásperos, mejorando la calidad del producto final. El corte CNC (control numérico por ordenador) utiliza programas informáticos para controlar las herramientas de corte, lo que garantiza una gran precisión y uniformidad.
Prevención de defectos específicos
Óxido rojo y manchas
Para evitar el óxido rojo y las manchas, hay que asegurarse de que no haya fugas en la cuba de aclarado y mantener unas condiciones adecuadas del acumulador. La limpieza y el mantenimiento periódicos de la línea de producción pueden ayudar a evitar las manchas y otros defectos superficiales. Por ejemplo, un fabricante de acero redujo los incidentes de óxido rojo en 25% tras aplicar un riguroso programa de limpieza.
Astillas y Lapsos
Para evitar astillas y vueltas, es crucial utilizar los procesos de laminado correctos y asegurarse de que los defectos se eliminan mediante acondicionamiento. Asegurarse de que los rodillos de segmento de la colada continua no se bloquean ayuda a evitar los desgarros. Un estudio de caso realizado en un tren de laminación demostró que la optimización del proceso de laminación reducía las astillas en 15%.
Inclusiones de escoria
La prevención de las inclusiones de escoria pasa por optimizar la temperatura y la velocidad de colada. Reducir las turbulencias durante el vertido y asegurarse de que la cavidad del molde está limpia ayuda a prevenir las inclusiones. Colocar trampas de escoria y una cubeta de vertido llena minimiza aún más el riesgo de inclusiones. Las inclusiones de escoria suelen deberse a impurezas que no se eliminan durante el proceso de fundición. El uso de trampas de escoria puede capturar eficazmente estas impurezas, mejorando la calidad del producto final.
Mediante la integración de estas estrategias, los fabricantes pueden reducir significativamente la aparición de defectos en el acero, lo que garantiza productos de mayor calidad y una mayor eficacia de la producción.
Soluciones y remedios para los defectos del acero
Para abordar y remediar los defectos del acero es necesario conocer a fondo los tipos específicos de defectos, sus causas y las medidas correctoras adecuadas. A continuación se ofrecen soluciones y remedios detallados para los defectos comunes del acero que se encuentran en diversos procesos de fabricación, con el apoyo de ejemplos específicos y estudios de casos para ilustrar los conceptos con mayor claridad.
Defectos de fundición
Defectos de contracción
Los defectos de contracción se producen debido a una contracción desigual del metal, que da lugar a hundimientos o agujeros en la superficie.
Ejemplo: Una fundición experimentaba importantes defectos de contracción abierta en sus productos de hierro fundido. Al rediseñar el sistema de inyección para mejorar el flujo de metal y aumentar la temperatura de colada, redujeron estos defectos en 40%.
- Contracción abierta: Estos defectos pueden reducirse simplificando las geometrías de colada, mejorando el diseño de los canales y las compuertas, aumentando la presión de inyección del metal y garantizando una disipación térmica adecuada mediante serpentines de refrigeración o enfriadores internos.
- Contracción cerrada: Aparecen como agujeros internos causados por un calentamiento desigual. Los remedios incluyen el diseño de un sistema de colada con elevadores para mantener un flujo continuo de metal fundido, aumentar la disipación de calor local y reducir la temperatura de colada para evitar una solidificación rápida.
Lágrimas calientes
Los desgarros en caliente son el resultado de contracciones térmicas y procesos de solidificación inadecuados.
Ejemplo: Una acería se enfrentaba a problemas de desgarros en caliente en grandes piezas de fundición. Mediante el uso de filetes en las uniones y la colocación precisa de las compuertas, minimizaron las concentraciones de tensiones y redujeron los desgarros en caliente en 30%.
- Remedios: Utilice filetes en las uniones, coloque las compuertas con precisión, emplee métodos de solidificación estándar y mantenga un espesor uniforme en toda la pieza fundida.
Cierre en frío
Los cierres en frío se deben a un diseño inadecuado del sistema de cierre y a las bajas temperaturas del metal.
Ejemplo: Un fabricante eliminó los cortes en frío en las piezas fundidas de aluminio optimizando el sistema de inyección y aumentando la temperatura de colada, lo que se tradujo en una mejora de 25% la calidad del producto.
- Remedios: Optimizar el sistema de compuertas, mejorar la permeabilidad al gas del molde y aumentar la temperatura de vertido del metal para mantener la fluidez.
Soldadura
Los defectos de soldadura incluyen daños en la cavidad de la matriz y temperaturas inadecuadas.
Ejemplo: Una empresa se enfrentaba a defectos de soldadura en la fundición a presión de zinc. Utilizando agentes desmoldeantes de alta calidad y garantizando un contenido adecuado de hierro en la aleación, mejoraron el acabado superficial y redujeron los defectos en 20%.
- Remedios: Reparar los daños en la cavidad de la matriz, ajustar los ángulos de desmoldeo y los diseños de las compuertas, optimizar los mecanismos de expulsión, supervisar y controlar las temperaturas, utilizar agentes desmoldeantes de alta calidad y garantizar un contenido adecuado de hierro en la aleación.
Defectos de chapa
Grietas
Las grietas se producen en las zonas de compresión, sobre todo en las formas de dibujo rectangulares.
Ejemplo: Un fabricante de automóviles redujo las grietas en los paneles de los guardabarros aliviando la tensión del material antes de las operaciones, consiguiendo una reducción de 15% en defectos.
- Remedios: Aliviar la tensión del material, minimizar la compresión del material durante los procesos de conformado y utilizar materiales con valores R más elevados.
Adelgazamiento de paredes
El adelgazamiento de la pared es el resultado de la deformación del material durante los procesos de conformado.
Ejemplo: Un proveedor mejoró la uniformidad del grosor de los tubos metálicos utilizando materiales con valores R más altos y ajustando los parámetros de conformado, lo que aumentó la consistencia del producto en 20%.
- Remedios: Utilice materiales con valores R más altos y ajuste los parámetros de conformado para minimizar la deformación del material.
Fresas
Las rebabas son causadas por herramientas de corte desafiladas y una alineación incorrecta de las herramientas.
Ejemplo: Una empresa de ingeniería de precisión redujo la formación de rebabas en piezas mecanizadas reafilando las herramientas de corte con regularidad y manteniendo una alineación adecuada de las herramientas, lo que supuso una reducción de 30% en el tiempo de postprocesado.
- Remedios: Reafilar las herramientas de corte, comprobar y ajustar la alineación de las herramientas y mantener la holgura adecuada entre las herramientas de corte.
Dividir
La rotura se produce cuando se supera la resistencia a la tracción del material.
Ejemplo: Un fabricante de chapa metálica redujo la rotura en piezas embutidas reduciendo la tensión en zonas de alta tensión y aumentando el estiramiento en la dirección menor, mejorando el rendimiento en 10%.
- Remedios: Reduce la tensión en zonas de alta tensión, mantiene la integridad de la pieza y aumenta el estiramiento en la dirección menor.
Arrugas
Las arrugas surgen de zonas de compresión que inhiben el flujo de material.
Ejemplo: Una empresa de conformado de metales minimizó las arrugas en grandes paneles reduciendo las fuerzas de compresión en las esquinas y utilizando materiales con valores R más altos, con lo que se consiguió un acabado más liso.
- Remedios: Reduzca las fuerzas de compresión en las esquinas, añada herramientas para aprovechar el material sobrante y utilice materiales con valores R más elevados.
Springback (Comba)
El springback es el resultado de la inclinación de la bobina o de una sensibilidad inadecuada del utillaje.
Ejemplo: Una planta de procesamiento de bobinas eliminó los problemas de springback pidiendo bobinas cortadas para eliminar el combado y ajustando la sensibilidad de las herramientas, mejorando la precisión del producto.
- Remedios: Solicite el corte de la bobina para eliminar los problemas de peralte o utilice ajustes específicos del utillaje para mitigar el springback.
Defectos superficiales de fresado
Descamación de la superficie
La descamación de la superficie se debe a una mala adherencia al acero y al sobrecalentamiento.
Ejemplo: Una planta de galvanizado mejoró la adherencia y redujo el descascarillado manteniendo una temperatura de baño y unos niveles de aluminio óptimos, lo que aumentó la vida útil del producto en 15%.
- Remedios: Garantizar unas condiciones de galvanizado adecuadas, evitar el sobrecalentamiento del zinc y mantener unos niveles óptimos de aluminio en el baño de galvanizado.
Óxido
El óxido se forma debido a la exposición a la humedad y a las malas condiciones de almacenamiento.
Ejemplo: Un distribuidor de acero redujo la formación de óxido manteniendo un espacio de trabajo limpio y bien ventilado y garantizando unas condiciones de almacenamiento adecuadas, lo que mejoró la calidad del producto.
- Remedios: Mantenga un espacio de trabajo limpio y bien ventilado, realice inspecciones periódicas para detectar fugas y garantice unas condiciones de almacenamiento adecuadas.
Recursos generales
Mejorar el molde y la fuerza central
- Ejemplo: Una fundición mejoró la resistencia del molde utilizando arena de mayor resistencia y aglutinantes adicionales, reduciendo los defectos en 20%.
- Utilice arena de mayor resistencia y baja permeabilidad.
- Garantizar el secado adecuado de moldes y núcleos.
- Añada más aglutinantes al revestimiento y a la arena del núcleo.
Ajuste de los parámetros de procesamiento
- Ejemplo: Un fabricante optimizó las temperaturas de colada del metal y mejoró los diseños de los sistemas de inyección, reduciendo los defectos de colada en 25%.
- Optimizar las temperaturas de colada del metal.
- Mejorar los diseños de los sistemas de compuerta.
- Garantizar procesos de solidificación uniformes.
Utilización de materiales y herramientas de alta calidad
- Ejemplo: Una empresa de utillaje mantuvo afiladas las herramientas de corte y utilizó materiales de alta calidad, reduciendo los defectos en las piezas mecanizadas en 30%.
- Utilice agentes antimoho de alta calidad.
- Garantizar un contenido adecuado de hierro en las aleaciones.
- Mantener afiladas las herramientas de corte.
Medidas correctoras
En el caso de piezas que no cumplan las especificaciones, considere la posibilidad de volver a fresarlas, rectificarlas o acabarlas a mano para corregir los defectos y conseguir los resultados deseados. Estas acciones correctivas pueden restaurar la integridad y funcionalidad de los productos de acero, garantizando que cumplen las normas de calidad.
Preguntas frecuentes
A continuación encontrará respuestas a algunas preguntas frecuentes:
¿Cuáles son los defectos más comunes de los productos de acero?
Los productos de acero pueden sufrir diversos defectos que afectan a su calidad, rendimiento y seguridad. Los defectos más comunes pueden clasificarse en superficiales, internos y mecánicos.
Entre los defectos superficiales se encuentran las grietas, que pueden provocar fallos catastróficos y pueden deberse a un tratamiento térmico inadecuado, a soldaduras o a tensiones mecánicas. Las costuras son imperfecciones lineales que se forman durante el laminado o el forjado y debilitan el acero. Las laminaciones se producen cuando las capas de acero se separan, a menudo debido a técnicas inadecuadas de laminado o forjado. Las costras son zonas elevadas o deprimidas en la superficie causadas por un laminado o forjado inadecuados, que afectan a la resistencia y el acabado del acero. Las lagunas son capas de acero superpuestas que crean zonas elevadas y debilitan el acero. Otras imperfecciones de la superficie, como picaduras, escamas e inclusiones, pueden influir negativamente en el aspecto y el rendimiento del acero. También pueden producirse irregularidades en los bordes, como patrones ondulados.
Entre los defectos internos están las inclusiones, que son partículas no metálicas atrapadas en el acero durante la fabricación, lo que debilita el material y aumenta el riesgo de grietas. La porosidad se refiere a pequeños huecos o cavidades dentro del acero que comprometen su ductilidad y resistencia a la corrosión, a menudo debido a una fundición o soldadura inadecuadas. La segregación implica la distribución desigual de los elementos de aleación, lo que provoca variaciones en la composición y las propiedades mecánicas del material.
Los defectos mecánicos engloban deformaciones como flexiones, torsiones o alabeos causados por una manipulación inadecuada, una carga excesiva o tensiones térmicas, que comprometen la integridad estructural. Las desalineaciones se deben a un montaje incorrecto o a prácticas de fabricación deficientes, lo que provoca concentraciones de tensiones y posibles puntos de fallo. Los defectos de soldadura, como porosidad, fusión incompleta, grietas, socavaduras y salpicaduras excesivas, pueden comprometer la integridad de la soldadura.
Otros defectos incluyen desviaciones dimensionales como alabeos, arqueos, torsiones o variaciones de longitud o anchura, que afectan a la integridad estructural y complican la instalación. La contaminación del material con sustancias extrañas como aceite, suciedad o pintura puede afectar a la integridad de la soldadura y a la adherencia del revestimiento. Un refuerzo inadecuado, como barras de refuerzo o mallas insuficientes, puede provocar debilidades estructurales como grietas o hundimientos. Los problemas de adherencia del revestimiento pueden dejar al descubierto el sustrato debido a las impurezas del material. Las imperfecciones superficiales en el acero laminado plano, como patrones ondulados, rayas, puntos elevados y ondulaciones o pliegues superficiales, pueden ser consecuencia de daños de manipulación o fabricación.
Para garantizar la fiabilidad y longevidad de los productos siderúrgicos es crucial abordar estos defectos mediante el control de calidad, la optimización de los procesos y la formación eficaz del personal.
¿Cómo puede ayudar la inspección visual a identificar los defectos del acero?
La inspección visual es un método fundamental para identificar defectos en el acero, que utiliza técnicas tradicionales y avanzadas para garantizar un examen exhaustivo. La inspección visual tradicional consiste en el examen directo a simple vista, que es rentable y flexible, pero puede ser incoherente debido a las variaciones en la habilidad del inspector y a las limitaciones para inspeccionar zonas de baja visibilidad.
Para hacer frente a estas limitaciones, se utilizan técnicas de inspección visual mejoradas. Las técnicas de mejora de la luz, como la iluminación angular y difusa, ayudan a resaltar las irregularidades de la superficie creando sombras o proporcionando vistas claras, respectivamente. La inspección por líquidos penetrantes fluorescentes (FPI) utiliza líquidos fluorescentes que se filtran en las grietas y brillan bajo la luz ultravioleta para revelar los defectos.
La inspección microscópica emplea microscopios industriales con cámaras y software de análisis de imágenes para detectar defectos minúsculos, ofreciendo un método de ensayo no destructivo, aunque puede requerir operarios cualificados. La inspección boroscópica es útil para examinar estructuras internas y ofrece vistas detalladas de zonas no visibles a simple vista.
Los sistemas de inspección óptica automatizada (AOI) utilizan cámaras de alta resolución, iluminación sofisticada y algoritmos de software para realizar inspecciones de superficies rápidas, objetivas y precisas. Estos sistemas se benefician de la mejora continua a través de la IA y el aprendizaje automático, mejorando la identificación de defectos y el mantenimiento predictivo.
La integración del aprendizaje automático y la IA en métodos basados en la visión mejora significativamente la detección y clasificación de defectos. Modelos como las redes neuronales artificiales y el aprendizaje profundo manejan grandes conjuntos de datos y diversos tipos de defectos de manera eficiente. La estandarización y la evaluación comparativa son cruciales para comparar algoritmos, mientras que el aumento de datos mejora el rendimiento del modelo. La experiencia humana sigue siendo vital para refinar y validar estos modelos, especialmente con conjuntos de datos pequeños.
Combinando estas técnicas de inspección visual con tecnologías avanzadas, las industrias pueden lograr una detección de defectos más precisa y eficaz en las superficies de acero.
¿Cuáles son las principales causas de defectos en el acero?
Las principales causas de los defectos en el acero pueden atribuirse a varios factores, que pueden clasificarse a grandes rasgos en factores relacionados con el material, cuestiones relacionadas con el proceso y condiciones medioambientales.
Los factores relacionados con el material incluyen la presencia de inclusiones y segregación. Las inclusiones son partículas no metálicas como escorias y óxidos que pueden debilitar el acero, resultado de una fusión incompleta de los materiales o de la contaminación durante la fundición. La segregación se produce cuando elementos como el manganeso, el carbono y el azufre se concentran de forma desigual durante la fundición, provocando variaciones locales en la composición que pueden dar lugar a defectos como manchas blancas y grietas.
Los problemas relacionados con el proceso incluyen un calentamiento y enfriamiento inadecuados, un diseño y alineación deficientes de las matrices y unas técnicas de forja y laminado inadecuadas. Un enfriamiento rápido o desigual puede provocar defectos como escamas y grietas superficiales, mientras que un enfriamiento lento puede ayudar a mitigar estos problemas. Las matrices desalineadas o mal diseñadas pueden provocar secciones sin relleno y desplazamientos de la matriz. Unas técnicas de forja o laminado deficientes pueden provocar grietas, laminaciones e irregularidades en la superficie debido a una deformación desigual y a tensiones internas. Además, una soldadura y un tratamiento térmico inadecuados pueden provocar grietas y porosidad, siendo cruciales la habilidad y la calidad del metal de soldadura.
Los factores ambientales y operativos también desempeñan un papel importante. La limpieza inadecuada de la superficie y las atmósferas oxidantes durante el calentamiento pueden provocar la formación de cascarillas y oxidación, formando diversos óxidos. El desgaste y los daños del equipo, como en las ranuras de laminación, y el uso inadecuado del polvo de colada pueden causar defectos superficiales e internos. La temperatura y la presión desiguales durante la producción pueden provocar grietas longitudinales, transversales y en las esquinas de los productos de acero de colada continua.
Otros factores que contribuyen a ello son la tensión mecánica excesiva durante el proceso, que provoca grietas en la superficie y desgarros internos, a menudo agravados por un enfriamiento irregular y una deformación desigual. Las condiciones meteorológicas, como las bajas temperaturas, también pueden afectar a la formación de grietas durante los procesos de laminación.
Al conocer estas causas, los fabricantes pueden aplicar medidas para minimizar los defectos y garantizar la calidad e integridad de los productos de acero.
¿Cómo pueden los fabricantes evitar los defectos en los productos de acero?
Los fabricantes pueden evitar los defectos en los productos de acero mediante varias estrategias clave aplicadas en diversas fases del proceso de producción. En primer lugar, es crucial garantizar la calidad de las materias primas. Esto implica un sólido proceso de inspección del material entrante para verificar las dimensiones, las normas y los grados, junto con una comunicación y una responsabilidad claras con los proveedores.
El mantenimiento periódico de los equipos es vital para evitar defectos, y comprende tanto el mantenimiento preventivo como el mantenimiento en caso de avería. Las comprobaciones y el mantenimiento rutinarios garantizan el correcto funcionamiento de los equipos y reducen el riesgo de defectos. Por ejemplo, limpiar el equipo de soldadura y afilar las cuchillas de las máquinas CNC puede reducir considerablemente los defectos.
En los procesos de fundición, el diseño y la preparación adecuados de los moldes son esenciales. Esto incluye garantizar una ventilación adecuada para evitar el atrapamiento de gases, utilizar materiales de molde de alta calidad y controlar los parámetros de fundición, como la temperatura y la velocidad de vertido. El mantenimiento y la inspección periódicos de los moldes son necesarios para evitar su desgaste y degradación.
Para evitar defectos de fundición es necesario gestionar con cuidado las prácticas de fundición y colada. El control de la temperatura de colada, el uso de técnicas como la colada asistida por vacío y la modificación de la composición química del material fundido pueden reducir problemas como la porosidad del gas. Unas configuraciones de inyección adecuadas facilitan un enfriamiento y una solidificación uniformes, evitando defectos como el cierre en frío y los errores de colada.
La preparación y protección de la superficie son importantes para evitar defectos superficiales. Es esencial mantener un espacio de trabajo limpio y bien ventilado, utilizar materiales de alta calidad y garantizar una adherencia adecuada en procesos como el galvanizado. Las inspecciones periódicas durante la producción, el almacenamiento y el transporte ayudan a detectar a tiempo posibles problemas.
La implantación de instrucciones de trabajo estándar garantiza que los operarios sepan cómo realizar las tareas y los resultados esperados, reduciendo las conjeturas. Las medidas de control de calidad, como el uso de máquinas de medición por coordenadas o cámaras de visión, ayudan a identificar los defectos en una fase temprana y a mantener la eficiencia de la producción.
La manipulación y el almacenamiento adecuados de los materiales pueden evitar defectos. El uso de arena de alta resistencia, pequeña granulometría y baja permeabilidad y el apisonado duro de la arena evitan la penetración del metal. Secar los moldes y machos antes de usarlos y almacenarlos secos evita la porosidad del gas.
Es fundamental controlar el proceso de enfriamiento y solidificación. Si se tienen en cuenta los márgenes de contracción en el diseño del patrón y se aumenta la disipación de calor local con enfriadores internos, nervios de refrigeración o serpentines, se pueden evitar las cavidades de contracción.
Aplicando estas estrategias, los fabricantes pueden reducir considerablemente los defectos en los productos de acero, garantizando una mayor calidad y fiabilidad en los productos finales.
¿Cuáles son las soluciones para reparar los defectos del acero?
La reparación de los defectos del acero implica varias metodologías y consideraciones. La reparación por soldadura es adecuada para tratar defectos menores, recuperar componentes y realizar modificaciones de prototipos. La eliminación de defectos, el precalentamiento y unas técnicas de soldadura adecuadas son cruciales para una reparación eficaz. Deben realizarse pruebas no destructivas para garantizar la integridad de la soldadura. Para aplicaciones críticas, puede ser necesaria la refundición. La reparación de acero estructural implica inspección visual, soldadura, atornillado y técnicas de refuerzo para mantener la integridad y la funcionalidad.
¿Cuáles son los efectos específicos de los defectos del acero en sus propiedades físicas?
Los efectos específicos de los defectos del acero sobre sus propiedades físicas incluyen principalmente los siguientes aspectos:
Cambios en la dureza y la plasticidad: Influido por determinados factores, la resistencia del acero puede aumentar, pero al mismo tiempo disminuyen la plasticidad y la tenacidad, lo que provoca un aumento de la fragilidad, fenómeno conocido como endurecimiento. Esto suele ocurrir bajo cargas repetidas, cuando el límite elástico aumenta y entra en la fase plástica.
Efectos sobre la resistencia al desgaste y a la fatiga: Los defectos de calidad superficial no sólo afectan al aspecto estético del acero en banda laminado en caliente, sino que también pueden tener efectos adversos sobre sus propiedades mecánicas y su resistencia a la corrosión, incluida la resistencia al desgaste y a la fatiga.
Desgaste de la herramienta y superficies no lisas: La presencia de holgura en el material puede provocar un desgaste excesivo y superficies poco lisas en las herramientas fabricadas con él. De ahí que el acero para herramientas tenga requisitos estrictos en cuanto al nivel aceptable de holgura.
Dispersión de microestructura y defectos: La tenacidad del acero depende principalmente de la dispersión de la microestructura y de los defectos (evitando los defectos concentrados), más que de la composición química. La tenacidad experimenta cambios significativos tras el tratamiento térmico.
Efectos del recocido y del tratamiento de normalización: El recocido puede reducir la dureza del acero, mejorar la plasticidad, afinar los granos, eliminar los defectos estructurales causados por la fundición, la forja y la soldadura, homogeneizar la estructura y la composición del acero y aliviar las tensiones internas y el endurecimiento por deformación del acero. El normalizado tiene efectos similares en grandes piezas fundidas, forjadas y soldadas.