¿Y si se pudieran reforzar los metales combinando calor y presión en un único proceso sin fisuras? El tratamiento termomecánico lo consigue. Esta técnica no sólo mejora la durabilidad y tenacidad de los metales, sino que también optimiza sus propiedades estructurales. En este artículo, desvelaremos los siete tipos esenciales de tratamientos termomecánicos y sus aplicaciones, proporcionando información que puede mejorar su comprensión de las innovaciones metalúrgicas. Prepárese para explorar cómo este proceso transformador puede elevar sus proyectos de ingeniería de materiales.
El tratamiento termomecánico es un proceso de tratamiento térmico de metales que combina el procesamiento a presión con el tratamiento térmico para utilizar eficazmente el refuerzo por deformación y el refuerzo por transformación de fase en materiales metálicos.
Al combinar el procesado por presión con las operaciones de tratamiento térmico, este proceso unifica el proceso de conformado con la obtención de las propiedades finales.
Exploremos ahora las categorías y aplicaciones del tratamiento termomecánico.
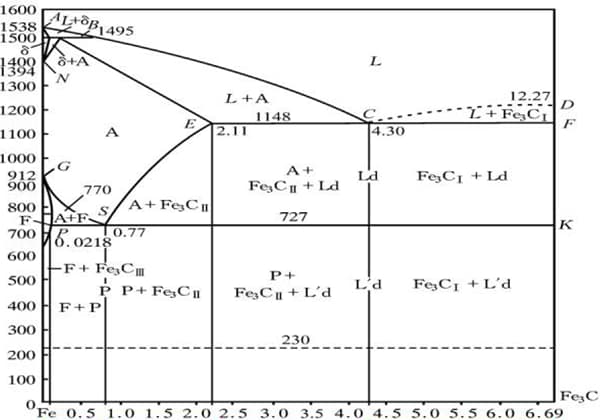
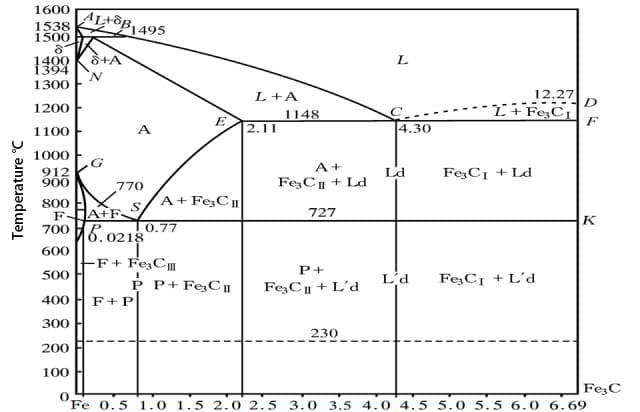
1. Revisar el diagrama de fases hierro-carbono
Símbolo
Significado
A1
Temperatura a la que austenitacoexisten en equilibrio la ferrita, la cementita o el carburo
A3
La temperatura de coexistencia más alta de austenita y ferrita en acero hipoeutectoide en equilibrio
Ac1
Temperatura a la que comienza a formarse la austenita cuando se calienta el acero.
Ac3
Temperatura a la que toda la ferrita se transforma en austenita al calentar un acero hipoeutectoide.
Ar1
Temperatura a la que la austenita se descompone en ferrita y perlita durante la austenización a alta temperatura y el enfriamiento del acero.
Ar3
Temperatura a la que la austenita en enfriamiento comienza a precipitar ferrita libre.
Acm
La temperatura máxima a la que coexisten austenita y cementita o carburo en el acero hipereutectoide en estado de equilibrio es el punto crítico superior del acero hipereutectoide.
Accm
Temperatura final a la que toda la cementita secundaria se disuelve en austenita durante el calentamiento.
Arcm
Temperatura a la que la austenita comienza a precipitar cementita secundaria durante el enfriamiento.
Se trata de un proceso de refuerzo integral que combina el refuerzo por deformación y el refuerzo por transformación de fase. Implica dos procesos, a saber, la deformación plástica y la transformación en fase sólida de materiales metálicosque se integran para influir en el proceso de transformación de fases y en los productos. Utilizando los cambios en la estructura de materiales metálicos durante la deformación, este proceso tiene por objeto obtener la estructura y las propiedades deseadas.
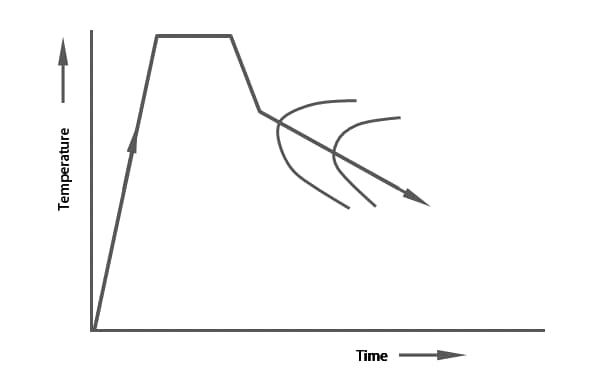
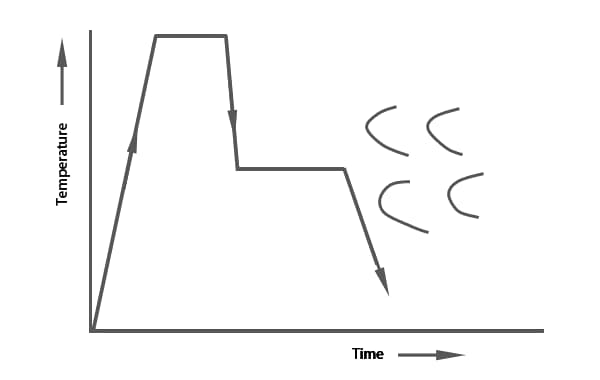
2. Endurecimiento por deformación a alta temperatura
Características del proceso
La deformación se realiza por encima de la temperatura de transformación Ar3 del acero, o entre el intervalo de temperaturas Ar1 y Ar3. Alternativamente, puede llevarse a cabo por encima de la temperatura de tratamiento térmico en solución de las aleaciones. Tras la deformación, el material se templado y revenido.
Efecto y aplicación
La eliminación de los procesos de recalentamiento y enfriamiento puede aumentar la resistencia del acero en 10-30%, mejorar su tenacidad y resistencia a la fatiga y disminuir el riesgo de fragilidad del temple. Esta técnica también es eficaz para mejorar la resistencia y la plasticidad de las aleaciones no ferrosas.
El método se emplea comúnmente en la producción de chapas, flejes, tubos, alambres y barras de acero al carbono, de baja y media temperatura. acero aleadoasí como piezas mecánicas de formas sencillas.
3. Laminado controlado
Características del proceso
El acero se deforma por encima de Ar3 o entre Ar1 y Ar3. A continuación, se enfría con aire o agua hasta que supera los 550 ℃ y, posteriormente, se enfría con aire para obtener una estructura de ferrita-pearlita o de bainita.
Efecto y aplicación
Al aumentar la límite elásticoCon el acero inoxidable, es posible obtener una excelente tenacidad a baja temperatura, lo que lo hace adecuado para fabricar una gama de productos que incluye acero con bajo contenido en carbono, chapa de acero soldable, fleje, alambrón y otros artículos que contengan Nb, V y Ti. Estos productos no se templan ni revenen.
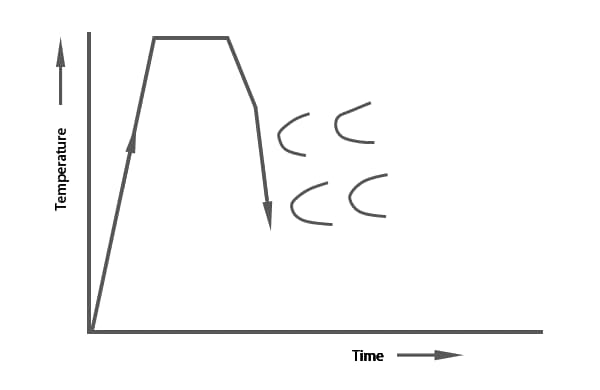
4. Endurecimiento por deformación a baja temperatura
Características del proceso
El acero se deforma en la zona estable de austenita subenfriada (500~600 ℃) y, a continuación, se templa y revenido.
Efecto y aplicación
Con la condición de garantizar la plasticidad del acero, se puede aumentar significativamente su resistencia. Esto es aplicable a componentes fabricados con acero de alta resistencia de aleación media que requieren alta resistencia, alambres de acero de alta resistencia de sección pequeña, así como moldes de acero de alta aleación, herramientas de acero de alta velocidad, etc.
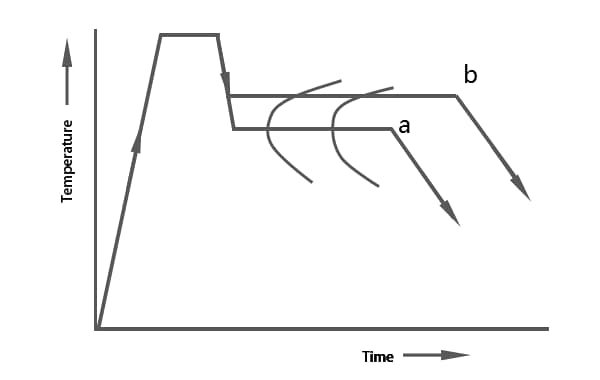
5. Tratamiento térmico por deformación isotérmica
Características del proceso
(a) La deformación se produce tanto antes como durante el intervalo de temperaturas de transformación de la perlita del acero.
(b) También puede producirse deformación tras la transformación en perlita.
Efecto y aplicación
(a) Los subgranos finos de ferrita y los carburos esféricos pueden mejorar varias veces la tenacidad al impacto del acero y son adecuados para producir pequeñas piezas de acero estructural aleado.
(b) Este proceso puede acortar significativamente el tiempo de esferoidización, reducir la temperatura de esferoidización y mejorar la estructura de esferoidización. Se suele utilizar en acero para herramientas y acero para rodamientos fabricación.
6. Tratamiento térmico de deformación que induce la transformación martensítica
Características del proceso
La deformación se lleva a cabo en el rango de temperatura Ms ~ Md del acero.
Efecto y aplicación
Mejorar la resistencia bajo la condición de garantizar la plasticidad.
Es aplicable al acero inoxidable austenítico y al acero de plasticidad inducida por transformación (acero TRIP).
7. Tratamiento de envejecimiento por deformación de la solución sólida sobresaturada
Características del proceso
Tras el tratamiento de disolución, el acero o la aleación se trabajará en frío o en caliente antes del envejecimiento.
Efecto y aplicación
La resistencia mejora notablemente y se puede seguir garantizando la plasticidad necesaria.
Se utiliza para calidades de acero o aleaciones que requieren refuerzo, como el acero austenítico, el acero martensítico envejecido, la superaleación a base de níquel, la aleación de aluminio, la aleación de cobre, etc.
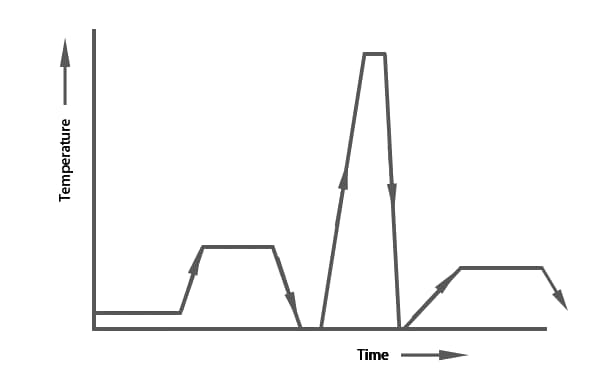
8. Tratamiento termomecánico previo
Características del proceso
El proceso comienza con una deformación en frío a temperatura ambiente, seguida de un revenido intermedio. A continuación, se realiza un calentamiento rápido secundario y un enfriamiento rápido, seguidos de un revenido final.
Efecto y aplicación
Puede conservar el efecto de refuerzo de la deformación, por lo que es adecuado para producir tubos de acero laminados en frío, alambres de acero de alta resistencia estirados en frío o piezas pequeñas con formas sencillas que pueden conformarse en frío.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Cómo combinan los procesos de fabricación calor y presión para crear materiales superiores? El tratamiento termomecánico, un método que combina la deformación y el tratamiento térmico, mejora las propiedades mecánicas y ahorra energía. Este artículo explora...
¿Cómo responden los materiales al calor? Comprender las propiedades térmicas es crucial para las aplicaciones de ingeniería, ya que influye en todos los aspectos, desde la selección de materiales hasta las predicciones de rendimiento. Este artículo explora varios métodos utilizados en...
Imagine que el motor de su coche falla en medio de un desierto abrasador porque los materiales no soportan el calor. Este escenario subraya la importancia vital de comprender cómo las altas temperaturas...
¿Por qué son tan importantes los tornillos de alta resistencia en la ingeniería moderna? A medida que las máquinas y las estructuras se hacen más potentes y complejas, las exigencias a los tornillos aumentan exponencialmente. Este artículo profundiza en los materiales...
¿Se ha preguntado alguna vez cuál es el secreto de la resistencia y durabilidad de las aleaciones de titanio? En este artículo, nos sumergiremos en el fascinante mundo de las técnicas de tratamiento térmico que transforman...