| Modo de soldadura | Causa del suceso | Medidas preventivas |
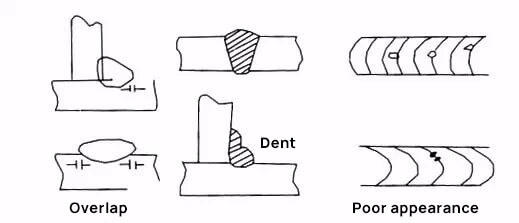
| Solapamiento | (1) La corriente es demasiado baja.
(2) La velocidad de soldadura es demasiado lenta. | (1) Utilice la corriente adecuada.
(2) Utilice la velocidad adecuada. |
| Aspecto y forma deficientes del cordón de soldadura | (1) Varilla de soldadura de mala calidad.
(2) Método de funcionamiento inadecuado.
(3) La corriente de soldadura es demasiado alta y el diámetro del electrodo es demasiado grueso.
(4) Sobrecalentamiento de la soldadura.
(5) En el cordón de soldadura, el método de llenado por fusión es deficiente.
(6) La boquilla conductora está desgastada.
(7) La longitud de extensión del alambre de soldadura permanece invariable. | (1) Se seleccionarán electrodos secos de tamaño adecuado y buena calidad.
(2) Adoptar una velocidad y una secuencia de soldadura uniformes y adecuadas.
(3) Seleccione la soldadura con la corriente y el diámetro adecuados.
(4) Reducir la corriente.
(5) Practica más.
(6) Vuelva a colocar la boquilla conductora.
(7) Mantener la longitud fija y la competencia. |
| Dent | (1) Uso inadecuado de las varillas de soldadura.
(2) La varilla de soldadura está húmeda.
(3) El enfriamiento del metal base es demasiado rápido.
(4) Electrodo sucio y segregación de la soldadura.
(5) El contenido de carbono y manganeso de la soldadura es demasiado elevado. | (1) Utilice una varilla de soldadura adecuada. Si no puede eliminarse, utilice varilla de soldadura con bajo contenido en hidrógeno.
(2) Utilizar electrodos secos.
(3) Reducir la velocidad de soldadura y evitar el temple. Lo mejor es precalentar o postcalentar.
(4) Utilizar un buen electrodo de bajo hidrógeno.
(5) Se utilizarán electrodos de alta basicidad. |
| Desviación del arco | (1) Durante la soldadura de CC, el campo magnético generado por la soldadura es desigual, lo que desvía el arco.
(2) Mala posición del cable de tierra.
(3) El ángulo de salida de la pistola de soldadura es demasiado grande.
(4) La longitud de extensión del alambre de soldadura es demasiado corta.
(5) La tensión es demasiado alta y el arco demasiado largo.
(6) La corriente es demasiado alta.
(7) La velocidad de soldadura es demasiado rápida. | (1) Coloque un cable de masa en un lado del arco, o suelde en el otro lado, o utilice un arco corto, o corrija el campo magnético para que sea uniforme, o utilice soldadura CA
(2) Ajuste la posición del cable de tierra.
(3) Reducir el ángulo de arrastre de la pistola de soldar.
(4) Aumente la longitud de extensión del alambre de soldadura.
(5) Reducir la tensión y el arco.
(6) Ajustar y utilizar la corriente adecuada.
(7) Velocidad de soldadura lenta. |
| Quemar | (1) Cuando hay soldadura ranurada, la corriente es demasiado grande.
(2) La separación de la soldadura es demasiado grande debido a un mal ranurado. | (1) Reducir la corriente.
(2) Reducir la separación de la soldadura. |
| Cordón de soldadura irregular | (1) La boquilla conductora está desgastada y la salida del hilo de soldadura oscila.(2) Manejo inexperto de la pistola de soldar. | (1) Sustituya la boquilla de soldadura por una nueva.(2) Practique más. |
| Desgarros de soldadura | (1) La corriente es demasiado grande y la velocidad de soldadura demasiado lenta.
(2) El arco es demasiado corto y el cordón de soldadura demasiado alto.
(3) Alineación incorrecta del alambre de soldadura. (durante la soldadura en ángulo) | (1) Seleccione la corriente y la velocidad de soldadura correctas.
(2) Aumenta la longitud del arco.
(3) El hilo de soldadura no deberá estar demasiado alejado de la intersección. |
| Salpicadura excesiva de chispas | (1) Varilla de soldadura de mala calidad.
(2) El arco es demasiado largo.
(3) La corriente es demasiado alta o demasiado baja.
(4) La tensión del arco es demasiado alta o demasiado baja.
(5) El hilo de soldadura sobresale demasiado.
(6) La pistola de soldar se inclina excesivamente y el ángulo de arrastre es demasiado grande.
(7) Absorción excesiva de humedad del alambre de soldadura.
(8) El máquina de soldar está en mal estado. | (1) Utilice una varilla de soldadura seca adecuada.
(2) Utilice un arco más corto.
(3) Utilice la corriente adecuada.
(4) Ajuste correctamente.
(5) Siga las instrucciones de los distintos alambres de soldadura.
(6) Manténgase lo más vertical posible y evite una inclinación excesiva.
(7) Preste atención a las condiciones de almacenamiento del almacén.
(8) Repare y preste atención al mantenimiento en días laborables. |
| El cordón de soldadura es serpenteante. | (1) El alambre de soldadura se extiende demasiado.
(2) El hilo de soldadura está trenzado.
(3) Funcionamiento lineal deficiente. | (1) Se adoptará la longitud adecuada, como el alambre de soldadura sólido, que se extiende 20 ~ 25mm en caso de alta corriente. Durante la soldadura autoprotegida, la longitud de extensión es de unos 40 ~ 50 mm.
(2) Sustituya el hilo de soldadura por uno nuevo o corrija la distorsión.
(3) Cuando se trabaje en línea recta, la pistola de soldar deberá mantenerse vertical. |
| Inestabilidad del arco | (1) La boquilla conductora situada en el extremo delantero de la pistola de soldadura es mucho mayor que el diámetro del núcleo del hilo de soldadura.
(2) La boquilla conductora está desgastada.
(3) El alambre de soldadura se riza.
(4) El transportador de alambre de soldadura no gira suavemente.
(5) La ranura de la rueda de transporte del alambre de soldadura está desgastada.
(6) La rueda de presión no está bien presionada.
(7) La resistencia de la junta del conducto es demasiado alta. | (1) El diámetro del núcleo del alambre de soldadura debe coincidir con el de la boquilla conductora.
(2) Sustituya la boquilla conductora.
(3) Rizar y enderezar el alambre de soldadura.
(4) Añada aceite al eje del transportador para lubricar la rotación.
(5) Sustituya la rueda del transportador.
(6) La presión debe ser adecuada, demasiado floja, mala alimentación del alambre, demasiado apretada, y el alambre de soldadura se daña.
(7) Si el conducto se dobla demasiado, ajústelo para reducir la cantidad de doblado. |
| Arco entre la boquilla y el metal base | (1) Cortocircuito entre la boquilla, el conducto o la boquilla conductora. | (1) Deben eliminarse las chispas y salpicaduras excesivas adheridas a la boquilla, o utilizar el tubo cerámico con protección aislante de la pistola de soldar. |
| Sobrecalentamiento de la boquilla de la pistola de soldar | (1) El agua de refrigeración no puede salir completamente.
(2) Corriente excesiva. | (1) La tubería de agua de refrigeración está obstruida. Si la tubería de agua de refrigeración está bloqueada, debe retirarse para que la presión del agua aumente y el flujo sea normal.
(2) La pistola de soldar se utilizará dentro del rango de corriente y el índice de utilización permitidos. |
| El hilo de soldadura se pega a la boquilla conductora | (1) La distancia entre la boquilla conductora y el metal base es demasiado corta.
(2) Resistencia excesiva del conducto y alimentación deficiente del cable.
(3) La corriente es demasiado pequeña y la tensión demasiado alta. | (1) Utilice la distancia adecuada o un poco más para iniciar el arco y, a continuación, ajuste a la distancia adecuada.
(2) Despeje el interior del conducto para permitir una salida suave.
(3) Ajuste el valor apropiado de corriente y tensión. |