Este artículo ofrece una visión general del desarrollo, el estado actual de la investigación y las tendencias futuras de la tecnología de mecanizado por ultrasonidos, centrándose en sus aplicaciones industriales.
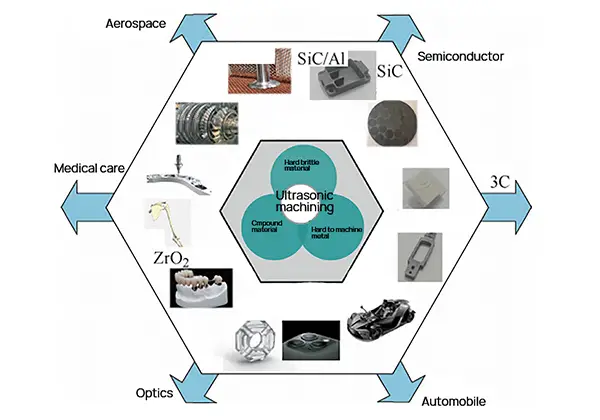
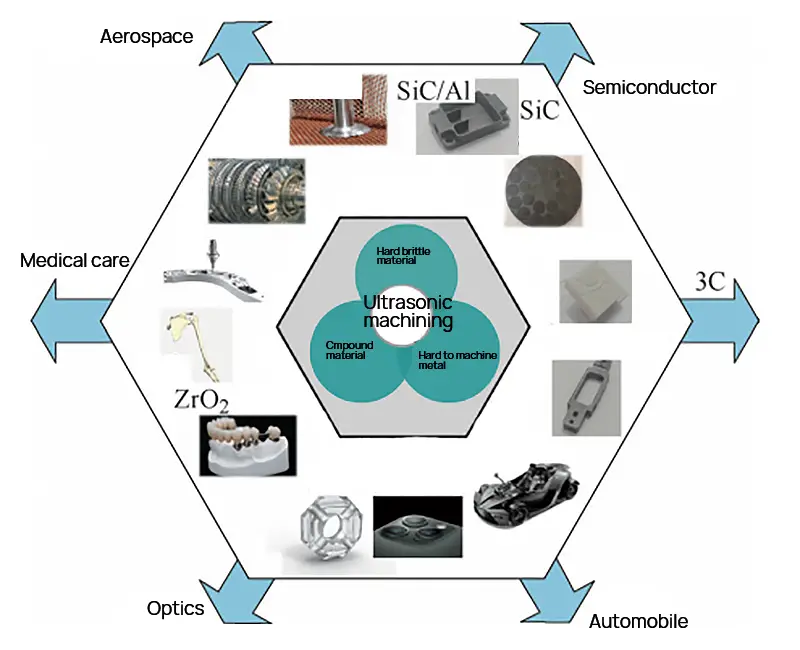
El mecanizado por ultrasonidos es una tecnología especializada que se utiliza para mecanizar materiales difíciles de procesar, como materiales duros y quebradizos, materiales compuestos y materiales metálicos difíciles. Tiene un gran potencial en diversos sectores, como el aeroespacial, la automoción, los semiconductores, las 3C y la medicina.
Esta tecnología utiliza energía de vibración ultrasónica para eliminar con precisión materiales difíciles de mecanizar.
En los últimos años, la tecnología de mecanizado por ultrasonidos ha experimentado un importante desarrollo gracias a la colaboración de universidades, institutos de investigación y empresas tanto nacionales como internacionales. Se han producido numerosas aplicaciones con éxito del mecanizado por ultrasonidos en el mecanizado de precisión de diversos materiales difíciles.
Como representante de la tecnología de fabricación avanzada, el mecanizado por ultrasonidos desempeñará un papel crucial en la mejora del nivel general de fabricación.
1. Preámbulo
En los últimos años, han surgido materiales de ingeniería avanzados como las aleaciones de titanio, las superaleaciones, las cerámicas de ingeniería, los compuestos de matriz cerámica y los compuestos de nido de abeja en diversos campos de fabricación como el aeroespacial, la automoción, los semiconductores, las 3C y la medicina. Estos materiales tienen un rendimiento excelente, pero poca maquinabilidad y se consideran materiales difíciles de mecanizar.
La tecnología tradicional de fabricación mecánica se enfrenta a dificultades a la hora de mecanizar con precisión estos materiales. Para superar estas limitaciones, el mecanizado por ultrasonidos (UM) ha ganado atención y se ha generalizado su uso.
El mecanizado por ultrasonidos es una tecnología de proceso que utiliza energía de vibración ultrasónica para eliminar con precisión material de materiales difíciles de mecanizar. Esta tecnología concentra la energía de vibración ultrasónica en la zona de trabajo de la herramienta mediante una serie de transmisiones y transformaciones estructurales, lo que produce un efecto de eliminación por impacto en el material que se está cortando y mejora su mecanizabilidad.
La tecnología de mecanizado por ultrasonidos presenta varias ventajas en el proceso de mecanizado, como la reducción de la fuerza de corte y del calor, la minimización del desgaste de la herramienta y de las rebabas de colapso del filo, la optimización de la morfología de la viruta, la mejora de la calidad de la superficie, la reducción de los daños bajo la superficie y la mejora de la eficacia del mecanizado.
Es importante señalar que la tecnología de mecanizado por ultrasonidos se basa en la tecnología de ultrasonidos de potencia y es un proceso de eliminación física que no altera propiedades del material.
Debido a la creciente demanda del mercado, los sistemas comerciales estandarizados en tecnología de mecanizado por ultrasonidos se han convertido en el centro de atención del mercado actual. Las tecnologías de mecanizado por ultrasonidos pertinentes se han aplicado en el mecanizado de precisión de diversos materiales difíciles de mecanizar, como el vidrio óptico, el zafiro, la cerámica, la cerámica de alúmina, las aleaciones de titanio, las superaleaciones, los compuestos de fibra de carbono y los compuestos de carburo de silicio con base de aluminio.
En la actualidad, muchas instituciones de investigación científica y empresas manufactureras están aplicando la tecnología de mecanizado por ultrasonidos en la industria.
Fig. 1 Campos de aplicación y casos típicos del mecanizado por ultrasonidos
2. Estado de desarrollo de la tecnología de mecanizado por ultrasonidos
"Una herramienta afilada es necesaria para hacer un buen trabajo". La tecnología de mecanizado por ultrasonidos es una herramienta afilada para el mecanizado de precisión de materiales difíciles. En la mayoría de los campos de corte, el mecanizado por ultrasonidos se denomina "mecanizado de precisión asistido por ultrasonidos", lo que significa utilizar la vibración ultrasónica para mejorar la tecnología de corte tradicional y conseguir un efecto especial de arranque de material. Sin embargo, en algunos casos, la vibración ultrasónica se convierte en la principal o incluso en la única potencia de corte, y este tipo de mecanizado ultrasónico puede denominarse mecanizado ultrasónico directo.
Por ejemplo, el bisturí ultrasónico utilizado en el campo de la medicina para cortar huesos y el cuchillo ultrasónico Dagger Knife utilizado en el procesamiento de piezas de nido de abeja en la aviación son ejemplos de mecanizado directo por ultrasonidos.
En la década de 1920, científicos de Estados Unidos, Japón, Alemania y la Unión Soviética iniciaron la investigación básica del mecanizado por vibración, centrándose en la mejora de las condiciones de corte para romper las virutas de material. Estas primeras investigaciones se centraron principalmente en el campo del torneado por ultrasonidos y en el mecanizado por vibración de baja frecuencia, que tenía una frecuencia bastante diferente de la frecuencia ultrasónica actual, superior a 15KHz.
A principios de la década de 2000, debido al creciente número de materiales difíciles de procesar, las universidades e institutos de investigación de China comenzaron a investigar sobre la tecnología de mecanizado por ultrasonidos. Esta investigación abarca el diseño de equipos, la tecnología de control, los sistemas de mecanizado por ultrasonidos y la tecnología de ultrasonidos.
La tecnología de mecanizado por ultrasonidos ha pasado por una etapa incipiente desde sus inicios hasta aproximadamente el año 2000 y, a continuación, por una etapa de rápido desarrollo durante más de 20 años. En los últimos cinco años, la aplicación rápida y a gran escala de materiales difíciles de procesar ha acelerado el desarrollo comercial de la tecnología de mecanizado por ultrasonidos.
En la actualidad, los equipos de mecanizado por ultrasonidos, el control de la vibración ultrasónica y la tecnología están madurando gradualmente tanto a nivel nacional como internacional, lo que también profundiza la comprensión de la gente de los requisitos básicos, el mecanismo de trabajo, características del procesoy campos de aplicación de la tecnología de mecanizado por ultrasonidos.
Además, cada vez más universidades e institutos de investigación investigan sobre la tecnología de mecanizado por ultrasonidos, y los campos de aplicación del mecanizado por ultrasonidos se amplían.
3. Principio básico de la tecnología de mecanizado por ultrasonidos
En la actualidad, el conocimiento de la tecnología de mecanizado por ultrasonidos sigue evolucionando y no existe una norma o especificación unificada tanto a nivel nacional como internacional.
El sistema de mecanizado por ultrasonidos convencional suele constar de un controlador de accionamiento por ultrasonidos, un transmisor de ultrasonidos, un transductor y una bocina, sujeción estructura y cortador, como se muestra en la figura 2.
Este artículo cubrirá las características de la tecnología de mecanizado por ultrasonidos a través de la clasificación del sistema de mecanizado por ultrasonidos, la estructura típica del sistema de mecanizado por ultrasonidos, la tecnología de control de accionamiento por ultrasonidos y la tecnología de proceso por ultrasonidos.
Fig. 2 Componentes principales del sistema de mecanizado por ultrasonidos
3.1 Clasificación de los sistemas de mecanizado por ultrasonidos
El mecanizado por ultrasonidos puede clasificarse según la forma de vibración ultrasónica en mecanizado por ultrasonidos unidimensional, bidimensional y tridimensional. Las formas de vibración incluyen el mecanizado por vibración ultrasónica longitudinal (axial), el mecanizado por vibración ultrasónica torsional, el mecanizado por vibración ultrasónica elíptica y el mecanizado por vibración ultrasónica compuesta, siendo este último el que implica una combinación de diferentes formas de vibración ultrasónica.
Según los materiales de arranque de vibración, el mecanizado por ultrasonidos puede dividirse en mecanizado por ultrasonidos electroestrictivo y mecanizado por ultrasonidos magnetostrictivo. El primero se basa en el principio de arranque por vibración de la cerámica piezoeléctrica, accionado mediante la aplicación de tensión, con una estructura sencilla y una tecnología madura, pero con una potencia de vibración limitada, por lo que es más adecuado para condiciones de corte con cargas ligeras. El segundo se basa en el principio de accionamiento por campo magnético de materiales magnetostrictivos o magnetostrictivos gigantes, con una gran capacidad de potencia de vibración pero una estructura compleja, lo que lo hace más adecuado para condiciones de corte de carga pesada.
En cuanto al modo de transmisión de energía, el mecanizado por ultrasonidos puede dividirse en mecanizado por ultrasonidos con transmisión de energía por cable y mecanizado por ultrasonidos con transmisión de energía inalámbrica. El primero suele utilizarse en el mecanizado de baja velocidad sin movimiento giratorio o mediante cepillos, mientras que el segundo se utiliza generalmente en el mecanizado ultrasónico giratorio. La transmisión inalámbrica de energía se realiza mediante el método sin contacto de acoplamiento suelto y puede dividirse a su vez en mecanizado por ultrasonidos totalmente acoplado y mecanizado por ultrasonidos parcialmente acoplado. Este último es el más adaptable actualmente para el cambio automático de herramientas de las máquinas herramienta.
Según el tipo de proceso, el mecanizado por ultrasonidos puede dividirse en fresado por ultrasonidos, torneado por ultrasonidos, mecanizado por ultrasonidos, fresado por ultrasonidos y mecanizado por ultrasonidos. perforaciónEl esmerilado por ultrasonidos, el pulido por ultrasonidos, el corte por ultrasonidos y el endurecimiento (refuerzo) por ultrasonidos. Cada proceso tiene requisitos específicos para el tamaño de la energía ultrasónica y la forma de vibración.
En términos de precisión de mecanizado, el mecanizado por ultrasonidos puede dividirse en mecanizado por ultrasonidos de precisión y mecanizado por ultrasonidos de ultraprecisión. La diferencia entre ambos radica en la cantidad de material eliminado por unidad de corte, y los requisitos de precisión de eliminación inferiores a 1μm se consideran mecanizado ultrasónico de ultraprecisión. El mecanizado ultrasónico elíptico se utiliza normalmente para el micro-nano corte.
Por último, el mecanizado por ultrasonidos puede dividirse en mecanizado por ultrasonidos tradicional y mecanizado por ultrasonidos de alta velocidad. Este último se refiere al mecanizado por ultrasonidos con una velocidad lineal de hasta 400 m/min.
3.2 Estructura típica de la máquina de mecanizado por ultrasonidos
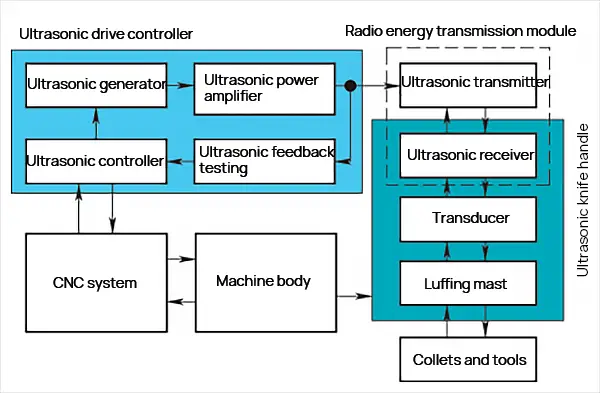
En la figura 3 se ilustra una máquina herramienta de mecanizado por ultrasonidos típica. Consta de un controlador de accionamiento ultrasónico, un módulo de transmisión inalámbrica de energía, un portaherramientas ultrasónico, una herramienta, un sistema de control numérico y un cuerpo de máquina herramienta.
El controlador de accionamiento ultrasónico comprende un generador ultrasónico, un amplificador de potencia ultrasónico, una detección de realimentación ultrasónica y un controlador ultrasónico. El transmisor ultrasónico y el receptor ultrasónico constituyen el módulo de transmisión inalámbrica de energía.
El portaherramientas ultrasónico es el componente funcional clave del sistema de mecanizado por ultrasonidos, compuesto normalmente por el receptor ultrasónico, el transductor y la bocina. El sistema de mecanizado por ultrasonidos y el portaherramientas de la máquina herramienta Sistema CNC debe tener un cierto nivel de control de la comunicación para garantizar el buen desarrollo de todo el proceso de mecanizado.
Fig. 3 Estructura de una máquina de mecanizado por ultrasonidos típica
3.3 Tecnología de control de accionamiento del sistema de mecanizado por ultrasonidos
La tecnología de control de conducción del sistema de mecanizado por ultrasonidos es fundamental para obtener los beneficios de la tecnología de mecanizado por ultrasonidos, y el rendimiento del controlador es la clave para evaluar el rendimiento del mecanizado por ultrasonidos.
En el proceso de mecanizado, el controlador del accionamiento ultrasónico debe controlar numerosos parámetros, entre ellos la frecuencia y la potencia ultrasónicas más importantes, así como la resolución de frecuencia, la velocidad de respuesta y la fluctuación de amplitud del sistema de mecanizado ultrasónico. Estos parámetros son cruciales para determinar la eficacia del procesamiento del material.
El proceso de corte de herramientas dentro y fuera de los materiales es un proceso típico de carga con fuertes variaciones en el tiempo, lo que significa que la fuerza de corte cambia significativamente en un corto período. En este proceso, las características de impedancia del sistema de mecanizado por ultrasonidos y las características eléctricas del sistema de control experimentarán cambios significativos, por lo que es esencial mantener la estabilidad en la amplitud.
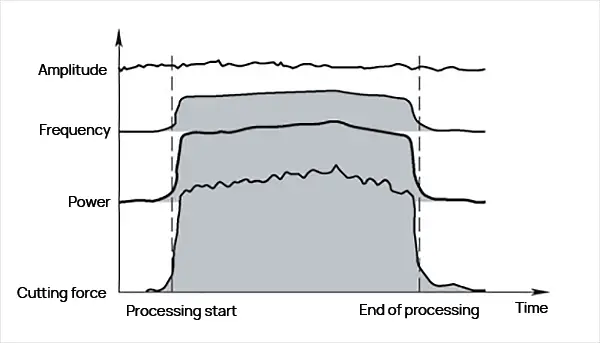
La resolución de frecuencia y la precisión del controlador ultrasónico, así como la velocidad de respuesta del sistema, son parámetros críticos en este proceso. La figura 4 muestra el cambio en las características del sistema durante un proceso típico de corte por ultrasonidos. Como se muestra en la figura, cuando la herramienta empieza a entrar en el estado de mecanizado, la fuerza de corte aumenta instantáneamente. Para garantizar la estabilidad de la amplitud ultrasónica durante el proceso de corte, el sistema ajusta los parámetros de control interno (como la frecuencia y la potencia) para mantener una amplitud de vibración estable durante el proceso de mecanizado. Un proceso similar ocurre cuando la herramienta corta el material.
Fig. 4 Características de cambio de estado del sistema de mecanizado por ultrasonidos
Durante el mecanizado por ultrasonidos, los cambios de carga y temperatura provocan cambios significativos en las características del sistema durante el proceso de mecanizado. El seguimiento rápido de la frecuencia es crucial para un mecanizado por ultrasonidos eficaz, y entre los métodos habituales se incluyen el método de corriente máxima, el método de bucle de enganche de fase y el método de potencia máxima.
La tecnología de control adaptativo de la potencia ultrasónica también es un aspecto importante del mecanizado por ultrasonidos, cuyo objetivo es resolver el problema de que la herramienta no pueda completar el corte efectivo debido a la amplitud suprimida tras la carga. Estas pruebas requieren que el sistema de mecanizado por ultrasonidos disponga de detección de realimentación en tiempo real del estado del actuador ultrasónico. Por lo tanto, la detección de retroalimentación de la vibración ultrasónica es una parte crucial para lograr un mecanizado por ultrasonidos estable.
En la actualidad, se están aplicando algoritmos avanzados en este proceso, como PID, algoritmos difusos y redes neuronales artificiales. El núcleo de estos algoritmos es identificar el estado durante el proceso de mecanizado, garantizando la robustez del mismo.
4. Características del proceso y aplicación de la tecnología de mecanizado por ultrasonidos
En el caso de materiales con propiedades variables, el mecanismo de eliminación de material y el efecto del mecanizado por ultrasonidos pueden variar enormemente.
Los materiales para trabajos duros pueden clasificarse en tres categorías: materiales duros y quebradizos, materiales compuestos y materiales metálicos difíciles de mecanizar.
Los materiales duros y quebradizos, como el vidrio, la cerámica, el acero al tungsteno y los materiales con base cerámica, suelen procesarse con herramientas de diamante. Durante el procesado, hay que tener en cuenta la dureza del material y esforzarse por reducir la fuerza de corte y mejorar la calidad del procesado mediante ultrasonidos.
Los materiales compuestos, como los compuestos reforzados con fibra de carbono, los compuestos de fibra de aramida y los compuestos de nido de abeja con baja rigidez, requieren la selección de formas y amplitudes de vibración ultrasónica adecuadas en función de las propiedades de sus materiales para reducir la fuerza de corte y ralentizar el desgaste de la herramienta.
Materiales metálicos que son difíciles de mecanizar, incluidas las aleaciones de titanio, las aleaciones de alta temperatura, los aceros de alta resistencia y otros metales con gran tenacidad, requieren resolver el problema de la adherencia de la herramienta, reducir la temperatura de corte y ralentizar el desgaste de la herramienta. Los requisitos de la vibración ultrasónica para estos materiales difieren mucho de los de los materiales duros y quebradizos, y a menudo se utiliza la vibración torsional o la torsión longitudinal, con requisitos de amplitud relativamente altos.
Para los materiales metálicos, el escenario de mecanizado ideal implica un corte intermitente completo del material, una refrigeración eficaz y lubricación en la zona de corte.
A continuación se resumen las principales características del proceso de diferentes materiales durante el mecanizado por ultrasonidos.
(1) Materiales duros y quebradizos:
Los materiales como el vidrio, la cerámica (alúmina, circonio, carburo de silicio y nitruro de silicio), los materiales a base de cerámica, la vitrocerámica y otros materiales de gran dureza y fragilidad se consideran materiales duros quebradizos.
Los principales retos a la hora de procesar estos materiales son los importantes daños superficiales, el rápido desgaste de las herramientas y la baja eficacia del procesamiento.
El mecanizado por ultrasonidos puede ayudar a mejorar el estado de corte, lo que prolonga la vida útil de la herramienta, mejora la calidad de la superficie y aumenta la eficacia del mecanizado.
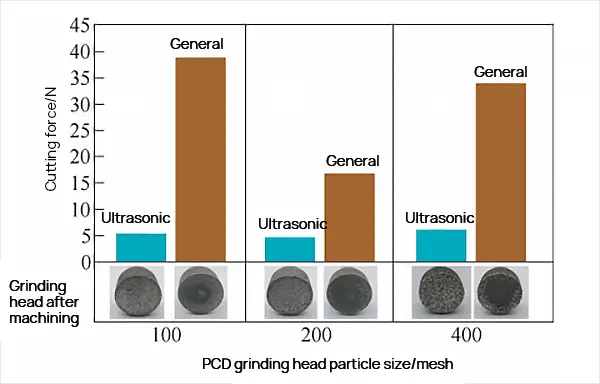
La figura 5 muestra una comparación de la fuerza de corte media entre el mecanizado por ultrasonidos y el mecanizado convencional de carburo de silicio semiconductor (SIC).
Fig. 5 Comparación de la fuerza de corte media entre el mecanizado por ultrasonidos y el mecanizado ordinario del carburo de silicio.
(2) Materiales compuestos:
Los materiales compuestos reforzados con fibra de carbono y fibra de aramida son propensos a sufrir daños superficiales, desgarros, delaminación, baja eficacia de procesamiento y rápido desgaste de las herramientas durante el procesamiento.
Sin embargo, el mecanizado por ultrasonidos puede mejorar significativamente la capacidad de corte de la herramienta, reducir las rebabas y prolongar su vida útil.
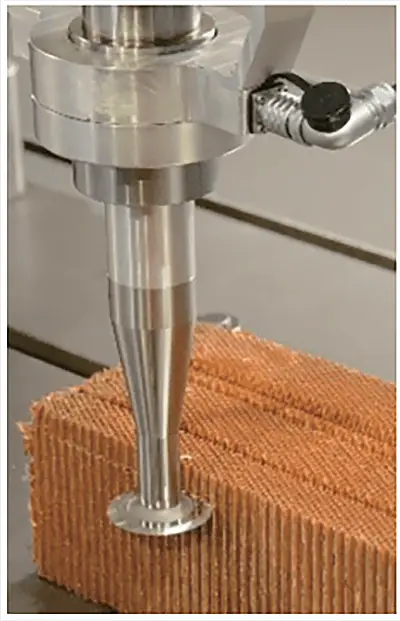
La figura 6 muestra el resultado del mecanizado por ultrasonidos en material de panal de aviación.
a) Mecanizado con fresa de disco
b) mecanizado con fresa recta
Fig. 6 mecanizado por ultrasonidos de materiales alveolares de aviación
(3) Materiales metálicos difíciles de mecanizar:
Los materiales metálicos con un cierto nivel de tenacidad, como las aleaciones de titanio, las aleaciones de alta temperatura y los aceros de alta resistencia, son propensos a problemas como la adherencia y el rápido desgaste de las herramientas debido a las altas temperaturas de procesamiento.
El mecanizado por ultrasonidos puede reducir la fuerza de corte, disminuir la temperatura de corte, mejorar la forma de la viruta, reducir la adherencia de la herramienta y prolongar su vida útil.
La figura 7 muestra una comparación del desgaste de la herramienta entre el mecanizado por ultrasonidos y el mecanizado convencional de aleaciones de titanio.
a) Comparación de herramientas de corte con diferentes cantidades de extracción
b) Comparación y relación de mejora del desgaste de la herramienta con diferentes cantidades de extracción
Fig. 7 Comparación del desgaste de la herramienta entre el mecanizado por ultrasonidos y el mecanizado ordinario de aleación de titanio
5. Tendencia de desarrollo futuro de la tecnología de mecanizado por ultrasonidos
En la actualidad, la tecnología de mecanizado por ultrasonidos avanza rápidamente.
La disponibilidad de varios nuevos materiales proporciona una base sólida para la aplicación del mecanizado por ultrasonidos.
Como resultado, el mecanizado por ultrasonidos se ha convertido en una potente herramienta para el mecanizado de precisión de estos materiales.
En el futuro, la tecnología de mecanizado por ultrasonidos seguirá desarrollándose rápidamente a medida que avance la industria.
Al mismo tiempo, es probable que las siguientes áreas de investigación se conviertan en el centro de futuras investigaciones científicas y aplicaciones de ingeniería.
5.1 Tecnología avanzada de campo de energía ultrasónica compuesta
En el futuro, la tecnología de mecanizado por ultrasonidos multidimensional se utilizará cada vez más, y el desarrollo de la tecnología de control y la tecnología de procesos correspondientes será un área clave de investigación.
Además, la integración de ultrasonidos, láser, plasma y otros procesos en una tecnología compuesta es una dirección crucial para el futuro desarrollo del mecanizado por ultrasonidos.
El uso de múltiples campos de energía en el procesamiento de materiales difíciles de mecanizar aportará ventajas únicas, facilitando el proceso.
5.2 Algoritmo y sistema de control rápidos, precisos y estables
El proceso de corte real es distinto de los procesos estáticos o cuasiestáticos.
Las variaciones en los materiales, las herramientas y los parámetros de corte pueden tener un impacto significativo en la fuerza de corte, la temperatura de corte y las características de impedancia del sistema durante el mecanizado. La fuerte carga variable en el tiempo también puede causar inestabilidad en el sistema de mecanizado por ultrasonidos.
Para lograr un mecanizado eficaz y preciso, es crucial garantizar la estabilidad del sistema de mecanizado por ultrasonidos mediante algoritmos de control rápidos, precisos y estables.
En el futuro, se incorporarán algoritmos de control más avanzados al proceso de mecanizado por ultrasonidos.
5.3 Alta velocidad y eficacia del mecanizado por ultrasonidos
En el mecanizado de precisión tradicional, puede resultar difícil conseguir tanto una alta calidad de mecanizado como eficiencia, especialmente cuando se mecanizan piezas estructurales complejas en la industria aeroespacial.
Para garantizar la calidad del mecanizado, a menudo se compromete la eficacia del mismo.
Sin embargo, cuando el mecanizado por ultrasonidos se aplica para procesar materiales difíciles de mecanizar en este campo, como aleaciones de titanio, superaleaciones y materiales compuestos de fibra de carbono, su exclusivo modo de corte intermitente permite abrir periódicamente la zona de corte durante el proceso de corte, mejorando la refrigeración y la lubricación, reduciendo la fuerza y la temperatura de corte y aumentando la velocidad de corte. Como resultado, se puede conseguir un mecanizado de precisión eficiente y de alta calidad.
5.4 Formulación del sistema de normalización del mecanizado por ultrasonidos
La capacidad de proceso del mecanizado por ultrasonidos es una clara demostración de sus ventajas.
Un conocimiento profundo de la capacidad del proceso puede ayudar a aprovechar plenamente las posibilidades del mecanizado por ultrasonidos.
A medida que avance la investigación técnica, se dispondrá de herramientas más especializadas, útiles y parámetros de proceso adecuados para el mecanizado por ultrasonidos, lo que permitirá un mayor aprovechamiento de sus capacidades.
Sin embargo, en la actualidad no existe una norma unificada para la tecnología de mecanizado por ultrasonidos.
Dice el refrán: "Conocer el rectitudPara conocer el entorno, hay que seguir las normas.
Acelerar el desarrollo de normas industriales y nacionales ayudará a eliminar las barreras técnicas y promoverá la adopción y el desarrollo generalizados de la tecnología de mecanizado por ultrasonidos.
6. Conclusión
Es importante señalar que la tecnología de mecanizado por ultrasonidos no es una solución única para materiales difíciles de mecanizar.
Los distintos tipos de mecanizado por ultrasonidos tienen sus propios puntos fuertes y limitaciones, por lo que es fundamental familiarizarse con las características de la tecnología y comprender los requisitos del proceso para una aplicación óptima.
La tecnología de mecanizado por ultrasonidos es una tecnología de fabricación de vanguardia con un enorme potencial de crecimiento, y sirve de apoyo técnico crucial para la potencia de fabricación.
A medida que aumente el uso de materiales difíciles de mecanizar, la tecnología de mecanizado por ultrasonidos se adoptará y desarrollará rápidamente.
En el futuro, la tecnología de mecanizado por ultrasonidos aportará soluciones a los problemas de mecanizado de precisión de una gama aún más amplia de materiales difíciles de mecanizar.