Compresores de aire especiales para corte por láser: ¿Por qué son imprescindibles?
Imagínese aumentar la eficacia de su corte por láser y reducir los costes de forma significativa: suena atractivo, ¿verdad? Este artículo explora el papel fundamental de los compresores de aire en el corte por láser, revelando cómo mejoran la precisión y reducen los gastos operativos. Si sigue leyendo, descubrirá las ventajas prácticas de utilizar aire comprimido en lugar de otros gases, comprenderá los requisitos técnicos y aprenderá a seleccionar el compresor adecuado para sus necesidades de corte por láser.
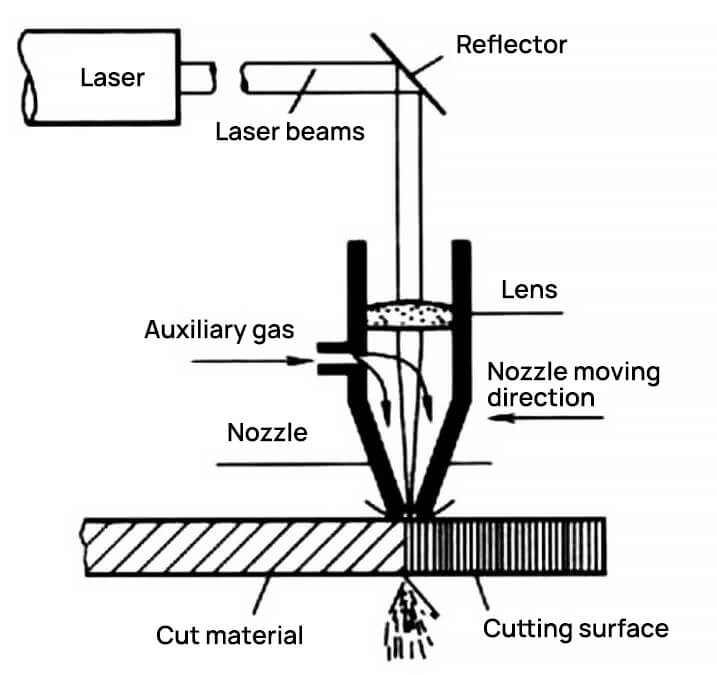
El corte por láser consiste en utilizar un rayo láser de alta densidad de potencia para concentrar la luz en un pequeño punto, calentando rápidamente el material hasta que alcanza su punto de ebullición y se vaporiza para formar una cavidad. A continuación, el rayo láser se desplaza por la superficie del material, creando un corte y completando el procesamiento del objeto.
El corte por láser es un tipo de método de corte térmico, que puede dividirse a su vez en cuatro categorías: corte por gasificación láser, corte por fusión láser, corte por fusión láser asistido por oxígeno y corte por fractura controlada.
Excelente calidad de corte: El pequeño punto láser, la alta densidad de energía y la rápida velocidad de corte dan como resultado una mejor calidad de corte.
Incisiones finas y estrechas: Las incisiones realizadas mediante láser corte con gas son delgadas y estrechas, con lados paralelos y buena perpendicularidad a la superficie.
Superficies lisas y atractivas: Las superficies de corte son lisas y visualmente atractivas y, en algunos casos, pueden utilizarse como paso final de procesamiento sin necesidad de mecanizado adicional.
Impacto mínimo en propiedades del material: La anchura de la zona afectada por el calor es pequeña tras el corte por láser, lo que significa que las propiedades del material cerca del corte apenas se ven afectadas. Además, la deformación de la pieza es mínima, lo que garantiza una gran precisión de corte.
En la tabla siguiente se muestra una comparación de la velocidad de corte entre el corte por láser y otros métodos de corte para chapas de acero con bajo contenido en carbono.
Comparación de la velocidad de corte de varios métodos de corte:
Alta velocidad de corte: Por ejemplo, un láser de 2.500 W puede cortar carbono laminado en frío de 1 mm de grosor. chapa de acero a una velocidad de 16-19 metros por minuto.
Corte sin contacto: El corte por láser es un proceso sin contacto, lo que significa que no hay contacto físico entre la boquilla y la pieza de trabajo, lo que elimina la necesidad de preocuparse por el desgaste de la herramienta.
1. El corte por láser representa 39% del mercado de equipos láser
El mercado del láser experimentó un crecimiento en 2020, pero el ritmo de aumento se ralentizó en comparación con los dos años anteriores. Los ingresos por ventas del mercado de equipos láser (incluidas las importaciones) en todas las industrias fueron de 69.200 millones de yuanes, lo que representa un aumento interanual del 5,17%.
Debido a la incierta tendencia económica mundial, se prevé que los ingresos totales por ventas del mercado chino de equipos láser ascenderán a 74.000 millones de yuanes en 2021, con un incremento interanual del 6,94%.
En el mercado de equipos láser industriales, el corte por láser es la aplicación más utilizada, con 39% del mercado. El marcado y la soldadura ocupan el segundo y tercer lugar, con 19% y 12% del mercado, respectivamente.
2. Avanzar hacia la alta potencia, la alta precisión y el gran formato
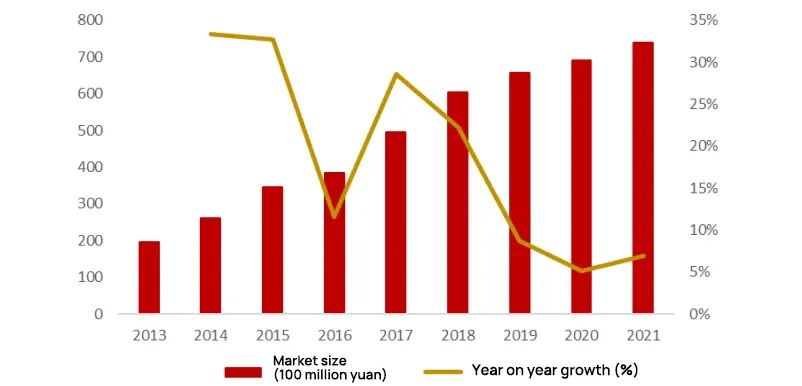
En los últimos años, la tecnología nacional de máquinas de corte por láser ha experimentado avances significativos y ahora avanza hacia capacidades de mayor potencia, mayor precisión y mayor formato.
En línea con el impulso de China hacia la fabricación inteligente, el sector industrial está experimentando una transformación desde el procesamiento tradicional a la fabricación de gama alta. Como resultado, se espera que la escala de mercado del sector de corte por láser de China continúe su trayectoria de rápido crecimiento.
3. Aplicación del aire comprimido en el corte por láser
Las máquinas de corte por láser son capaces de satisfacer los requisitos de corte de una amplia gama de materiales y formas complejas. Junto con un láser de alta energía, también se necesitan gases auxiliares para completar el proceso de corte.
Los gases auxiliares más utilizados para el corte por láser son el oxígeno (O2), el nitrógeno (N2) y el aire comprimido. El aire comprimido es la opción más accesible y asequible en comparación con el oxígeno y el nitrógeno. Se utiliza con frecuencia como gas auxiliar para el corte por láser.
La calidad del aire comprimido repercute directamente en la calidad de los productos. corte por láser de metales. Factores como el tamaño y la estabilidad de la presión del gas pueden afectar al resultado del corte.
Al seleccionar el tamaño del compresor de aire utilizado para soportar la máquina de corte por láser, es importante tener en cuenta el diseño del cabezal de corte por láser, la presión de gas auxiliar necesaria y el tamaño de la boquilla para garantizar la mejor combinación entre el compresor de aire y la máquina de corte por láser.
4. Comparación del corte por láser con diferentes gases auxiliares
Al realizar un corte por láser, la elección del gas de corte depende del tipo de material que se vaya a cortar. La selección del gas de corte y su presión pueden influir significativamente en la calidad del proceso de corte por láser.
Los gases auxiliares más utilizados para el corte por láser son el oxígeno (O2), el nitrógeno (N2), el aire comprimido y, en algunos casos, el argón (Ar).
El gas de corte puede clasificarse en gas de alta presión y gas de baja presión en función de su presión.
Las principales funciones de los gases auxiliares de corte por láser incluyen el apoyo a la combustión y la disipación del calor, la eliminación de los residuos fundidos generados durante el corte, la prevención del rebote de los residuos fundidos en la boquilla y la protección de la lente de enfoque.
La elección del proceso de corte por láser y del gas auxiliar depende del material que se vaya a cortar y de la potencia de la máquina de corte por láser.
A continuación se resumen las características, usos y ámbito de aplicación de los distintos tipos de gases auxiliares:
(1) Oxígeno (O2)
El oxígeno se utiliza principalmente para cortar materiales de acero al carbono. El calor generado por la reacción química entre el oxígeno y el hierro potencia la fusión endotérmica del metal, lo que mejora la eficacia del corte y permite cortar materiales más gruesos. Esto aumenta significativamente la capacidad de procesamiento de las máquinas de corte por láser.
Sin embargo, la presencia de oxígeno provoca la formación de una película de óxido en la superficie cortada, causando un efecto de enfriamiento en el material circundante y aumentando su dureza. Esto puede repercutir en el procesamiento posterior.
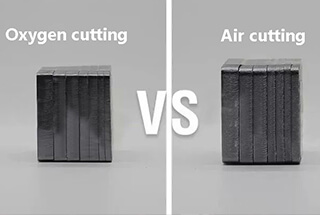
La superficie de corte de las chapas de acero al carbono cortadas con oxígeno suele ser negra o amarilla oscura. Estas chapas suelen cortarse con oxígeno a baja presión y después se punzonan.
(2) Nitrógeno(N2)
Cuando se utiliza nitrógeno como gas auxiliar para el corte, se crea una atmósfera protectora alrededor del metal fundido, lo que impide la oxidación y evita la formación de una película de óxido. El resultado es un corte sin oxidación.
Sin embargo, el nitrógeno no reacciona con el metal, lo que provoca una falta de calor de reacción y una menor capacidad de corte en comparación con el oxígeno. Además, el consumo de nitrógeno durante el corte con nitrógeno es varias veces superior al del oxígeno, lo que se traduce en mayores costes de corte.
Las ventajas del corte no oxidativo incluyen la soldadura directa, el revestimiento y una gran resistencia a la corrosión. La superficie cortada es de color blanco.
El nitrógeno se utiliza normalmente para corte de acero inoxidableLas chapas galvanizadas, las chapas de aluminio y aleaciones de aluminio, el latón y otros materiales. Pueden utilizarse tanto métodos de perforación a baja presión como de corte a alta presión.
El flujo de gas tiene un impacto significativo en el corte durante el corte con nitrógeno. Para garantizar un corte óptimo, es importante mantener un caudal de gas suficiente al tiempo que se asegura la presión del gas de corte.
(3) Aire comprimido
El aire comprimido puede obtenerse fácilmente y es mucho más barato que el oxígeno y el nitrógeno, ya que puede ser suministrado directamente por un compresor de aire.
Aunque el aire sólo contiene alrededor de 20% de oxígeno, lo que conlleva una menor eficacia de corte en comparación con el corte con oxígeno, su capacidad de corte es similar a la del nitrógeno y ligeramente superior al corte con nitrógeno.
La superficie de corte de corte por aire es de color amarillo.
Cuando no hay requisitos estrictos en cuanto al color de la superficie del material cortado, el uso de aire comprimido para el corte es la opción más económica y práctica en comparación con el uso de nitrógeno.
(4) Argón (Ar)
El argón es un gas inerte que se utiliza habitualmente en el corte por láser para evitar la oxidación y la nitrificación. También puede utilizarse en procesos de soldadura. Sin embargo, hay que tener en cuenta que el coste del argón es más elevado que el del nitrógeno, lo que lo hace menos rentable para las aplicaciones típicas. aplicaciones de corte por láser.
El corte con argón se utiliza principalmente para cortar titanio y aleaciones de titanio, y la cara final del corte producido por corte con argón es de color blanco.
Actualmente, el precio de mercado del nitrógeno líquido es de aproximadamente 1.400 yuanes por tonelada. Cuando se utiliza nitrógeno para corte por láserSe necesitan bidones Dewar, con una capacidad típica de 120 kg. El coste de 1 kg de nitrógeno líquido supera los 3 yuanes.
Calculemos a 1400 yuanes / tonelada.
120×1,4=168 yuanes, y la gravedad específica del nitrógeno en estado estándar es de 1,25kg/m3por lo que el uso máximo de nitrógeno líquido en un tanque Dewar es de aproximadamente 120 / 1.25=96Nm3que se convierte en coste de nitrógeno por nm: 168/96=1,75 yuanes /Nm3.
Si se utiliza un compresor de aire de marca doméstica para proporcionar 16bar de aire comprimido, proporcionando 1,27m3 por minuto, la potencia de entrada a plena carga de este tipo de compresor de aire es de 13,4 kW.
Si la tarifa eléctrica industrial se calcula en 1,0 yuanes / kWh, el coste del aire por m3 es 13,4×1,0/ (1,27×60) =0,176 yuanes / m3.
Si el consumo real de 0,5m3 por minuto y la máquina de corte por láser trabaja 8 horas al día, el coste diario ahorrado al utilizar el corte por aire en comparación con el corte por nitrógeno es de: (1,75-0,176) x8x60x0,5=378 yuanes.
Si la máquina de corte por láser trabaja 300 días al año, el coste de gas ahorrado en un año es: 378×300=113400 yuanes.
Está claro que utilizar aire comprimido en lugar de nitrógeno para el corte es una opción más económica y práctica. En los últimos años, la tecnología de corte por láser ha experimentado avances significativos, centrándose en las capacidades de alta potencia, alta precisión y gran formato.
A medida que China avanza hacia la fabricación inteligente, el sector industrial experimenta una transformación, pasando de la transformación tradicional a la fabricación de alta gama.
Se prevé que el mercado del corte por láser en China siga creciendo rápidamente, lo que ofrecerá amplias oportunidades de mercado para los compresores de aire para láser.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Imagine reducir drásticamente sus costes de corte por láser al tiempo que aumenta la eficiencia con un simple cambio. Este artículo explora cómo el uso de aire como gas auxiliar en el corte por láser puede lograr precisamente eso....
¿Cómo pueden influir los distintos gases en la eficacia del corte por láser? Este artículo explora el rendimiento del aire, el oxígeno y el nitrógeno como gases de corte, comparando sus efectos sobre diversos metales. Se...
El corte por láser revolucionó la fabricación, pero ¿sabía que el compresor de aire desempeña un papel crucial en su éxito? En esta entrada del blog, nos adentraremos en los entresijos de la elección del...
Imagine las catastróficas consecuencias de descuidar el mantenimiento de las máquinas de corte por láser. No permita que su empresa sea víctima de costosos tiempos de inactividad y reparaciones. En esta entrada de blog, nos sumergiremos en las...
¿Alguna vez ha tenido problemas para elegir la boquilla de corte por láser adecuada para su proyecto? Seleccionar la boquilla óptima es crucial para lograr cortes limpios y precisos y maximizar la eficiencia. En este...
¿Se ha preguntado alguna vez cómo funciona una máquina de corte por láser? En esta entrada del blog, nos adentraremos en el funcionamiento interno de estas máquinas de alta precisión que han revolucionado...
¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra....
¿Siente curiosidad por la tecnología de vanguardia que está revolucionando la fabricación? En esta entrada del blog, nos sumergiremos en el mundo de las máquinas de corte por láser, explorando sus ventajas y los principales fabricantes que dominan...
El corte por láser revolucionó la fabricación, pero incluso las máquinas más avanzadas tienen problemas. En esta entrada del blog, nos sumergimos en los problemas comunes a los que se enfrentan las máquinas de corte por láser de placas y proporcionamos paso a paso...