El gas de protección en la soldadura láser: La guía más completa
¿Cómo puede el gas de protección mejorar significativamente sus proyectos de soldadura láser? En la soldadura láser, el gas de protección desempeña un papel fundamental en la mejora de la calidad de la soldadura al evitar las reacciones con los componentes del aire y gestionar las salpicaduras. Este artículo explora los diferentes tipos de gases de protección, sus aplicaciones específicas y los métodos de suministro para optimizar sus resultados de soldadura. Sumérjase y descubra cómo el gas de protección adecuado puede conseguir soldaduras más fuertes y limpias y aumentar la eficacia de sus proyectos.
En la soldadura láser, los gases de protección desempeñan un papel crucial para optimizar la calidad de la soldadura y proteger el equipo. Estos gases se clasifican en tres categorías distintas: gas auxiliar (gas MDE), gas de protección y gas de chorro, cada uno de los cuales cumple funciones específicas en el proceso de soldadura.
El gas auxiliar, especialmente eficaz con los láseres de granate de itrio y aluminio (YAG), mitiga la absorción del haz láser por el plasma de vapor metálico. Esto mejora la penetración del haz y la eficacia de la transferencia de energía. Entre los gases auxiliares habituales se encuentran el helio o las mezclas de argón y helio, elegidos por sus altos potenciales de ionización.
El gas de protección sirve para desplazar el aire atmosférico de la zona de soldadura, evitando reacciones perjudiciales entre el metal fundido y elementos atmosféricos como el oxígeno y el nitrógeno. Esto mejora la calidad de la soldadura, reduce la oxidación y minimiza la porosidad. Los gases de protección típicos incluyen argón, helio o mezclas específicas adaptadas al material base y a los parámetros de soldadura.
El gas de chorro, empleado en procesos de soldadura de alta densidad energética propensos a la generación excesiva de salpicaduras y vapores, crea una cortina de aire protectora. Esta cortina se dirige en un ángulo de 90 grados hacia el cabezal de mecanizado a través de una boquilla especializada. Protege eficazmente la óptica y el sistema de enfoque de las salpicaduras de soldadura y la condensación, garantizando un rendimiento constante y prolongando la vida útil del equipo. Y lo que es más importante, el chorro de gas está diseñado para funcionar sin interferir en la dinámica del baño de soldadura ni en la envoltura del gas de protección primario.
2. ¿Cuál es la función del gas de protección?
El láser produce un haz de energía esencial para el proceso de soldadura. Este haz de alta intensidad se dirige con precisión a la posición de unión en la pieza mediante un sofisticado sistema óptico compuesto por espejos de dirección, cables ópticos láser y dispositivos de enfoque.
La colocación y fijación exactas de la pieza de trabajo son cruciales para guiar con precisión el rayo láser enfocado. El elemento óptico de enfoque se desplaza a lo largo de la posición de la costura, dirigiendo la energía láser concentrada sobre la pieza de trabajo con precisión micrométrica.
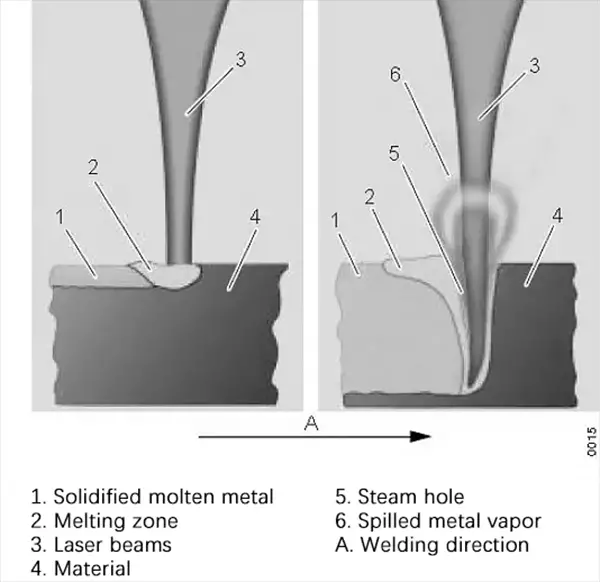
En el punto focal, la extrema densidad de potencia del rayo láser induce una rápida fusión y vaporización parcial del material. La presión del vapor metálico resultante es tan intensa que crea un canal de penetración estrecho y profundo conocido como "ojo de cerradura". Este ojo de cerradura se extiende normalmente varios milímetros en el material, permitiendo soldaduras profundas y estrechas características de la soldadura láser.
A medida que la lente de enfoque se desplaza con respecto a la pieza de trabajo, el orificio de chaveta la sigue por debajo. Este proceso dinámico permite que el metal fundido fluya y se aglutine detrás del orificio de chaveta, solidificándose en un cordón de soldadura estrecho y de alta calidad.
Sin embargo, muchos metales son muy reactivos en estado fundido, sobre todo con gases atmosféricos como el oxígeno y el nitrógeno. Estas reacciones pueden provocar defectos en las soldaduras, como porosidad, oxidación y fragilización, lo que compromete considerablemente la calidad de la soldadura y sus propiedades mecánicas.
El gas de protección desempeña un papel fundamental en la mitigación de estos problemas. Crea una atmósfera protectora alrededor del baño de soldadura, desplazando eficazmente los componentes reactivos del aire. Normalmente, se utilizan gases inertes como el argón o el helio, o a veces gases activos como el CO2 para aplicaciones específicas. El gas de protección no sólo evita la contaminación atmosférica, sino que también influye en varios parámetros clave de la soldadura:
Estabilidad del baño de soldadura: Ayuda a mantener una dinámica estable del ojo de la cerradura y del baño de soldadura.
Transferencia de calor: Los diferentes gases afectan a la distribución del calor en la zona de soldadura.
Características del arco: En la soldadura híbrida láser-arco, influye en el comportamiento del arco.
Geometría del cordón de soldadura: El tipo de gas y el caudal pueden afectar al perfil y la penetración de la soldadura.
Reducción de salpicaduras: Un blindaje adecuado minimiza las salpicaduras de soldadura.
Control de la velocidad de enfriamiento: Puede influir en la velocidad de enfriamiento, afectando a la microestructura de la soldadura.
3. Gas de protección
El gas inerte se utiliza habitualmente en los metales soldadura láser debido a sus propiedades de no reaccionar, o hacerlo raramente, con el material de la matriz. Algunos gases de protección recomendados son el nitrógeno (N2), el argón (AR) y el helio (He).
Es importante tener en cuenta que los gases industriales suelen contener pequeñas cantidades de impurezas. La pureza del gas se indica mediante un sistema digital, en el que el primer número representa el número de nueves del valor porcentual y el segundo número representa el último dígito del valor porcentual. Por ejemplo, He 4,6 indica una pureza del helio de 99,996% (en volumen).
La vida útil de una bombona de gas puede calcularse fácilmente. Gas de soldadura se almacena en bombonas de gas; una bombona típica contiene 50 litros de gas a una presión de 200 bares.
T: Vida útil
V: Volumen de la botella de gas
P: Presión de inflado
P: Consumo unitario de gas
Por ejemplo:
V = 50l,p = 200bar,Q =40l/h → T = 50l - 200bar/40l/h = 250 h
Nitrógeno (N2)
El nitrógeno es un gas inerte incoloro e inodoro adecuado para soldar acero al cromo-níquel. Sin embargo, no se recomienda su uso con aleaciones de circonio y titanio materiales, ya que aunque es inactivo, puede formar compuestos con estos materiales.
Es importante tener en cuenta que al soldar acero con nitrógeno, la presencia de nitrógeno puede reducir ligeramente la resistencia a la oxidación al disolver el cromo y el níquel del acero.
Recomendación
La siguiente tabla ofrece una visión general de los gases de protección recomendados.
Ar
Él
N2
Nota
Aluminio y aleación de aluminio
–
+
–
Se pueden formar soldaduras lisas y brillantes con hidrógeno o mezcla de hidrógeno.
El uso de hidrógeno causará poros en el material
El gas que contiene hidrógeno provocará poros en el material
Al soldar con dióxido de carbono (CO2) o con una mezcla de hidrógeno y dióxido de carbono pueden formarse soldaduras de muy alta calidad. Sin embargo, la suavidad y el brillo de estas soldaduras son ligeramente deficientes.
Acero al cromo-níquel
+
–
+
Se recomienda utilizar argón en dispositivos propensos al desbordamiento de gas porque es más pesado que el nitrógeno.Si se quiere evitar la corrosión, debe utilizarse argón porque el nitrógeno reacciona con el cromo y el níquel del material.
Titanio y aleaciones de titanio
+
–
+
El titanio reacciona fuertemente con los componentes del aire. Mientras el temperatura de soldadura después del enfriamiento es todavía 200 ℃, es necesario cubrir completamente la piscina solución con argón (por ejemplo, se puede utilizar una caja de guantes).
Aleación de cromo
+
–
–
–
Cobre
–
–
–
Generalmente no es necesario utilizar gas de protección cuando soldadura de cobre.
Sugerencias para el gas protector de las materias primas: "+" = sí, "-" = no
Nota: Al soldar en dispositivos estrechos, la autoprotección se produce cuando el vapor metálico expulsa el oxígeno del entorno. En este caso, no es necesario utilizar un gas de protección.
4. Entrada de gas de protección
Las formas de introducir gas de protección en la posición de procesamiento son:
Boquillas de paso
Sujeción dispositivo a través del banco de trabajo
Los siguientes parámetros deben estar ajustados de forma óptima para su uso:
Tipo de gas, gas puro o mixto
Ángulo de incidencia
Alcance del incidente
flujo de aire
Geometría de la boquilla.
La cantidad de entrada de gas de protección debe ajustarse en función del tipo de láser (continua o pulsada), la velocidad de soldadura y la soldadura. TRUMPF proporciona algunas boquillas estándar, que se describirán con más detalle en la información posterior.
Suministro lineal de gas
La boquilla lineal es una versión avanzada del tubo compuesto, en la que cada tubo se monta individualmente.
La boquilla lineal presenta las siguientes ventajas:
Mejor calidad de soldadura.
La estructura es más compacta, por lo que interfiere menos en el contorno.
Puede utilizarse incluso si la boquilla está lejos de la pieza de trabajo.
prerrequisito:
Láser CW
Distancias focales del objetivo f = 150 mm, f = 200 mm, f = 250 mm y F = 300 mm.
Aplicación de soldadura:
La boquilla lineal es adecuada para la soldadura lineal:
Alimentación lineal de gas con boquilla lateral MDE
Utilizando esta boquilla, el gas de protección puede dirigirse en línea recta, y la influencia del vapor metálico puede reducirse mediante el uso de una boquilla MDE lateral.
prerrequisito:
Láser CW
Distancias focales del objetivo f = 150 mm, f = 200 mm, f = 250 mm y F = 300 mm.
Aplicación de soldadura:
La boquilla lineal es adecuada para la soldadura lineal:
Soldadura a tope.
Soldadura de filete.
Boquilla de burbujeo suministro de gas
La boquilla cónica incorpora un regulador de rayo que garantiza un flujo laminar y una distribución uniforme del gas de protección.
Las boquillas de burbujeo pueden utilizarse cuando se cumplen las siguientes condiciones previas:
Láser CW
Láser pulsado.
Distancias focales del objetivo f = 150 mm, f = 200 mm, f = 250 mm y F = 300 mm.
Aplicación de soldadura:
La tobera de burbujeo puede proporcionar un suministro de gas laminar de gran área cuando la potencia del haz y el velocidad de soldadura son bajos. Por otro lado, las boquillas cónicas ofrecen una distribución uniforme del gas de protección, especialmente en zonas de difícil acceso.
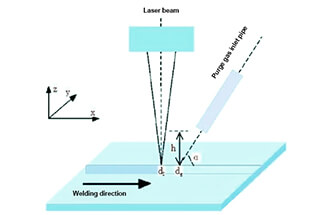
Se recomienda mantener una distancia de 8 - 12 mm y un ángulo de 30° - 50° respecto a la pieza, dependiendo de la aplicación.
Otros métodos
En situaciones en las que es necesario garantizar una cobertura completa y uniforme del material con gas protector, se recomienda el uso de cajas de guantes. La caja de guantes encierra completamente la zona de trabajo y evita el desbordamiento del gas protector.
Dado que la guantera se llena por completo con el gas de protección, no es necesario utilizar una boquilla de gas de protección independiente.
5. Disposición de la boquilla de gas de protección
Existen dos procesos de soldadura diferentes para la soldadura láser:
En la soldadura por conductividad térmica, sólo se funde la superficie del material, lo que da lugar a una soldadura de sólo unas décimas de milímetro de profundidad. Este proceso de soldadura se utiliza principalmente con láseres Nd:YAG pulsados.
En cambio, la soldadura por penetración profunda crea soldaduras profundas y estrechas. Este proceso se realiza con un láser Nd:YAG en modo de funcionamiento de onda continua.
Láser pulsado
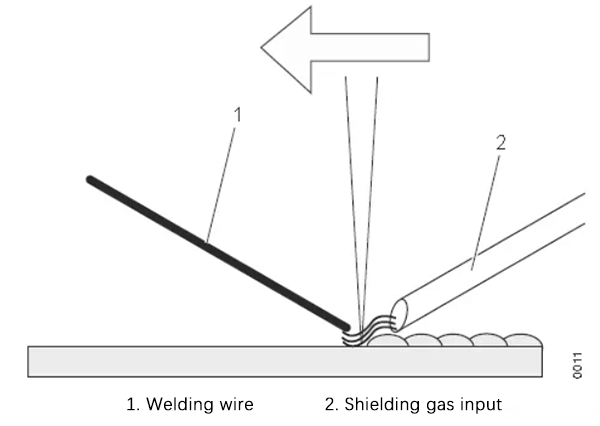
Para obtener los mejores resultados al soldar con un láser pulsado, el hilo de soldadura (si se utiliza) suele introducirse lentamente. La dirección de entrada del gas de protección puede elegirse libremente.
Láser CW
Para obtener resultados óptimos al soldar con un láser de onda continua, es necesario introducir el gas de protección hacia delante y ralentizar la inserción del hilo de soldadura (si se utiliza).
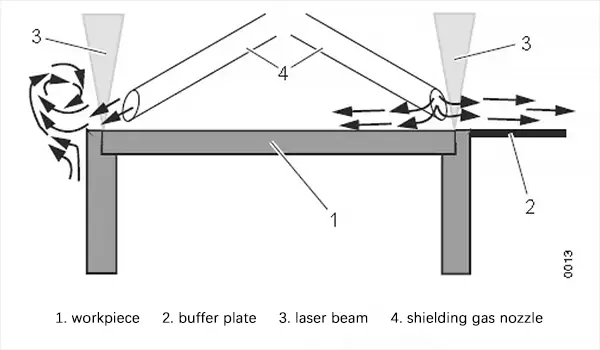
Soldadura en bordes
La boquilla de entrada de gas de protección debe disponerse de forma que produzca un flujo de aire suave y uniforme. Cuando se suelda a lo largo del borde, puede crearse un vórtice que lleve oxígeno del entorno circundante a la zona de soldadura.
Si el contenido de oxígeno es superior a 0,5%, el material puede reaccionar con el oxígeno. Para evitar el vórtice de flujo de aire a lo largo de los bordes durante la soldadura, se pueden instalar placas amortiguadoras.
6. Medición de gas de protección
La medición precisa del gas de protección es crucial para lograr unos resultados de soldadura óptimos. Lo ideal es que haya un flujo de aire laminar suave y uniforme por encima del punto de procesamiento.
Si la cantidad de gas de protección que se introduce es demasiado baja, puede que no proporcione la protección adecuada, permitiendo la entrada de humedad en el gas o de aire en la soldadura. Por otro lado, si se utiliza demasiado gas de protección, puede crear vórtices que hagan entrar aire en la zona de soldadura.
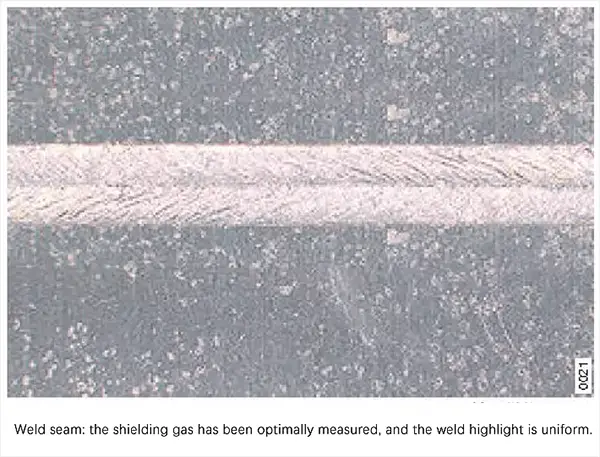
El color de la soldadura puede proporcionar información sobre la cantidad de gas de protección utilizado durante la soldadura. Si la soldadura aparece gris, sugiere que no se ha utilizado gas de protección. Si la soldadura aparece amarilla, es necesario optimizar la medición del gas de protección.
Si se optimiza la medición del gas de protección, se producirá una soldadura de alto brillo.
Una boquilla de gas de protección con un regulador de rayo puede garantizar un flujo uniforme de gas de protección. Se puede conseguir el mismo resultado utilizando lana de acero en la boquilla.
Cortina de aire transversal:
Las cortinas cortavientos son útiles en aplicaciones de soldadura que generan una cantidad significativa de salpicaduras y vapor. La cortina de aire debe ajustarse de modo que su flujo no interfiera con el gas de protección.
Sugerencia:
Una sencilla prueba puede determinar si el chorro de gas se ha ajustado de forma óptima. Coloque un trozo de papel encima de la pieza de trabajo y ajuste la presión de aire del chorro de modo que el papel no sea empujado hacia abajo ni arrastrado hacia dentro por el chorro.
7. Papel del gas de protección
Los distintos gases de protección pueden producir resultados diferentes, afectando a la forma de la soldadura y creando una superficie de soldadura más lisa y pulida. La elección del gas de protección también puede influir en la formación de poros en la soldadura y salpicaduras, y dificultar el acoplamiento del haz láser.
Ar
Él
N2
Sin gas de protección
Forma de soldadura
b = anchura
T = profundidad
Superficie de soldadura
++
+
+
–
Salpicaduras
+
+
0
–
Estoma
++
+
+
–
Acoplamiento del haz láser
–
–
–
+
Coste
–
–
0
Menos
Para optimizar el efecto del gas de protección, es necesario abrir brevemente el gas de protección antes y después de soldar. Después de abrir el gas de protección, transcurre un tiempo antes de que el gas llegue a la pieza. La masa fundida aún fría después de la soldadura también requiere una breve cobertura con gas de protección.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez cómo se consigue una soldadura perfecta? En la soldadura láser, el secreto reside en el uso del gas de protección. Este artículo explora cómo diferentes gases, como el nitrógeno, el argón,...
¿Qué pasaría si pudiera mejorar la eficiencia de la soldadura láser simplemente ajustando el flujo de gas? Este artículo profundiza en cómo el gas de soplado lateral afecta al plasma en la soldadura láser, revelando su impacto en la soldadura...
¿Cómo puede garantizar soldaduras sin defectos en aleaciones de aluminio? Este artículo se sumerge en tres consejos de expertos para minimizar la porosidad en la soldadura láser de aluminio. Explorando métodos como el tratamiento superficial, la optimización...
¿Alguna vez se ha preguntado cómo la soldadura láser transforma el trabajo del metal? Este artículo desvela los secretos de la soldadura láser, centrándose en los parámetros cruciales que garantizan la precisión y la resistencia. Desde el ajuste de la potencia del láser hasta...
Imagine soldar metal con un haz de luz: preciso, rápido y casi mágico. Esto es la soldadura láser, una tecnología que está revolucionando la fabricación. En este artículo, exploraremos los principios fundamentales de la...
Imagine un método de soldadura tan preciso y potente que pueda unir materiales con una distorsión mínima y una resistencia sin igual. Esta es la promesa de la soldadura por penetración profunda láser. En este...
En el mundo de la soldadura, elegir el método adecuado puede influir significativamente en la eficacia y la calidad. La soldadura láser y la soldadura TIG (arco de argón) ofrecen ventajas e inconvenientes únicos. La soldadura láser...
Imagine una técnica de soldadura que ofrezca precisión, una distorsión térmica mínima y un procesamiento de alta velocidad. La soldadura por láser aporta estas ventajas, revolucionando la industria manufacturera. Este artículo profundiza en la...
La soldadura láser puede unir una notable variedad de materiales, pero ¿cuáles son los que realmente destacan? Este artículo analiza los detalles, desde metales comunes como el acero al carbono y el aluminio hasta...