Máquina ranuradora en V para chapa metálica: La guía definitiva
¿Alguna vez se ha preguntado cómo consiguen las chapas metálicas esas curvas precisas e impecables? Este artículo desvela la magia que se esconde tras las máquinas de ranurado en V. Descubra cómo transforman el trabajo del metal, mejorando la precisión y la estética en sectores que van desde los ascensores hasta la decoración de alta gama. Prepárese para explorar el fascinante mundo del doblado en V y su revolucionario impacto.
Una ranuradora, también conocida como ranuradora en V o máquina ranuradora en V, es una herramienta utilizada para trazar y ranurar ranuras en forma de V en chapas metálicas. Esto puede reducir el radio de curvatura y mejorar el aspecto de las piezas de chapa metálica.
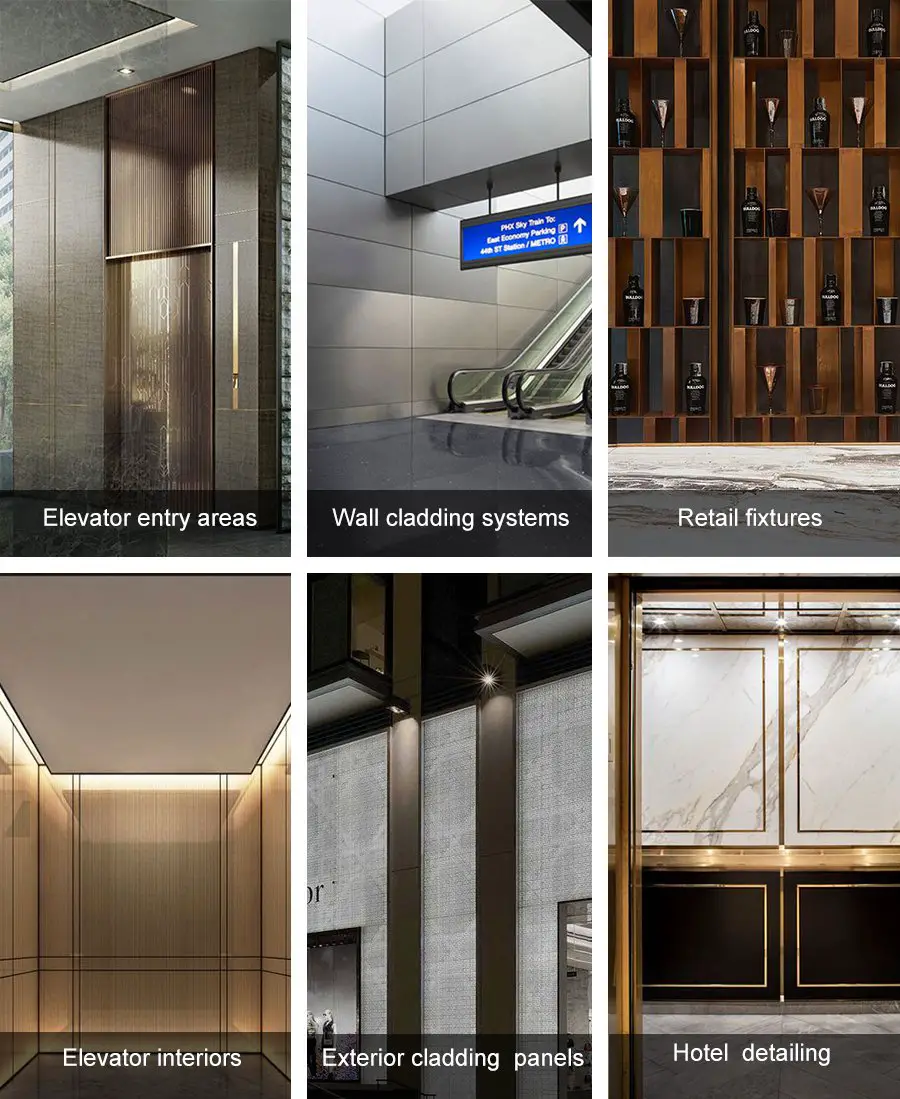
La máquina es especialmente útil en industrias que requieren un procesamiento de placas de alta precisión, como la fabricación de ascensores, materiales de embalaje, procesamiento de acero inoxidable, producción de electrodomésticos y exhibición de accesorios.
Con el desarrollo de la economía, lugares como hoteles, restaurantes, centros comerciales, bancos y aeropuertos tienen una demanda creciente de materiales decorativos metálicos con conformado curvo en decoración de grado medio y alto.
En ángulo de flexión de la pieza de trabajo de flexión con placa de titanio de acero inoxidable u otras placas de metal de color no puede tener grandes cambios de color;
No hay diferencias de color evidentes;
La sección curva de la pieza es más complicada;
Puede reflejar el estilo único del diseñador.
Los métodos tradicionales de curvado, como el curvado forzado, el curvado libre e incluso el curvado en tres puntos, han sido incapaces de cumplir los requisitos mencionados.
En otras palabras, doblar la chapa con un prensa plegadora solo no puede satisfacer los requisitos de diseño del diseñador y no puede alcanzar el grado y el efecto decorativo de la decoración de grado medio y alto.
Por ello, se ha desarrollado una novedosa técnica de doblado, que es la ranura en V tecnología de plegado.
¿Cuál es el proceso de fabricación del conformado de curvas en V?
En pocas palabras, lo es:
En primer lugar, adopte el método de ranurado en V (o corte en V) en la chapa metálica. A continuación, doble la chapa ranurada en varios ángulos y formas utilizando una plegadora con un molde general o un molde especial.
Una pieza curvada de este tipo puede satisfacer las necesidades especiales de decoración de alta gama en hoteles, restaurantes, centros comerciales, bancos y aeropuertos.
El equipo principal de la tecnología de curvado de ranuras en V es prensa plegadora y ranura en V de chapa (también llamada máquina de ranurado en V).
La prensa plegadora es una curvado de chapas y la máquina ranuradora en V de chapa fina es un nuevo tipo de maquinaria de procesamiento de chapa, que es el equipo clave de la tecnología de plegado en V.
La máquina ranuradora en V también se conoce como máquina CNC de corte en V o máquina ranuradora en V. Se utiliza principalmente para lograr una cierta profundidad de corte en V en placas de acero inoxidable, placas de acero ordinario, placas de aluminioplacas de cobre y placas compuestas de menos de 4 mm antes de la conformación por curvado.
La pieza producida con esta técnica tiene un radio de curvatura pequeño, no presenta cambios de color evidentes y su tamaño es pequeño. fuerza de flexión requisitos. Además, reduce el error de rectitud del borde redondo de las piezas estrechas y largas, y la prensa común Se pueden utilizar frenos y herramientas para doblar la pieza con una forma de sección complicada.
Las máquinas de ranurado en V se utilizan ampliamente en industrias como la decoración de acero inoxidable, ascensores, puertas de seguridad y armarios.
Antes del desarrollo de equipos especiales de ranurado en V, los talleres solían utilizar cepilladoras para hacer ranuras en forma de V en las chapas metálicas. Sin embargo, debido a que la cepilladora carece de un dispositivo eficaz de prensado de láminas de metal, la profundidad de ranurado en V de la lámina de metal y la distancia de posicionamiento de la ranura en V no se pueden controlar con precisión. Además, las cepilladoras tienen un alto consumo de energía y una baja eficiencia.
Actualmente, el ranurado en V para chapas metálicas se realiza con un nuevo tipo de metal Máquina ranuradora de chapa diseñada y fabricada de acuerdo con las necesidades especiales de la industria de decoración de gama media y alta y la industria de fabricación de ascensores. Esta máquina puede hacer ranuras en forma de V para materiales como chapa de acero inoxidable, chapa de hierro y chapa de cobre. Con la instalación de accesorios especialmente dedicados, la máquina ranuradora en V para láminas de metal también se puede utilizar para el esmerilado, pulido y estirado de materiales y perfiles de láminas de metal.
Principios básicos del proceso de ranurado en V
Los principios básicos de la chapa metálica proceso de ranurado son los siguientes:
La placa metálica se fija, y la cuchilla en V corta mecánicamente el material metálico en la pista de movimiento para formar una ranura en V.
El tamaño del ángulo de flexión está relacionado con la profundidad de la ranura en V.
Cuanto menor sea el ángulo de flexión, mayor será el valor de la profundidad de la ranura en V que debe ranurarse.
Hay varios parámetros técnicos que influyen más en la ranurado proceso.
A continuación se utilizan como ejemplo los parámetros técnicos de una máquina ranuradora (figura 2).
Distancia mínima de la ranura en V desde el lateral (mm)
10
Velocidad de ranurado (m/min)
40
Resolución del movimiento de izquierda a derecha del portaherramientas (mm)
0.001
Precisión de posicionamiento (mm)
±0.001
Resolución del movimiento de subida y bajada del portaherramientas (mm)
0.001
Precisión de posicionamiento (mm)
±0.01
Potencia principal (Kw)
4.4
(1) Anchura y longitud máximas de la chapa ranurada: Este parámetro afecta al tamaño máximo de la chapa que puede procesar el equipo de ranurado en V.
(2) Espesor máximo de la chapa ranurada: Este parámetro afecta al espesor máximo de chapa que puede procesar el equipo.
(3) La distancia mínima de la ranura en V desde el borde: Este parámetro refleja la distancia mínima entre el borde de la chapa ranurada y el borde del material de la chapa cuando se procesan chapas metálicas. Esta distancia se utiliza principalmente para que la ranuradora agarre la distancia de la ranura. Además, la distancia de seguridad establecida por el fabricante, cuanto menor sea el valor de la distancia mínima de la ranura en forma de V desde el borde, menor será el valor de la distancia mínima del borde de la ranura desde el borde del material de la placa.
(4) Velocidad de corte: Este parámetro refleja la velocidad del movimiento lineal de la herramienta al procesar chapas metálicas. Cuanto mayor sea el valor, mayor será la eficiencia de procesamiento del equipo.
(5) Resolución del movimiento a izquierda y derecha, arriba y abajo, y precisión de posicionamiento del portaherramientas: Cada parámetro refleja principalmente la precisión de procesamiento del equipo. En la actualidad, la precisión de posicionamiento mínima que puede alcanzar la tecnología nacional es de ±0,01 mm.
Además de los parámetros del equipo antes mencionados que afectan al proceso de ranurado, otro parámetro importante es la cuchilla.
La calidad y el número de cuchillas afectan directamente a la eficacia del mecanizado y a la velocidad de desgaste de la herramienta.
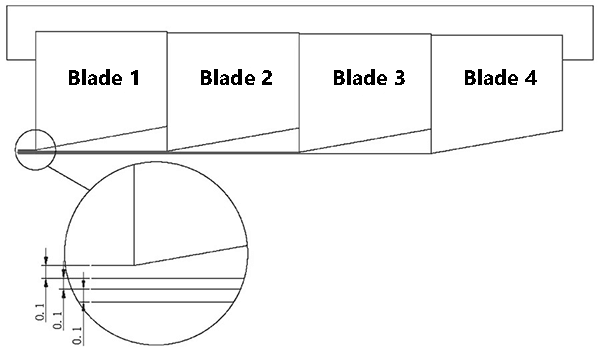
Los equipos de ranurado tradicionales utilizan tres cuchillas para el corte simultáneo, y la tecnología actual utiliza cuatro cuchillas para el corte simultáneo.
La estructura de la pala se muestra en la figura 3.
Figura 3 Diagrama esquemático de la estructura de la herramienta
Hay una distancia de 0,1 mm entre cada cuchilla, y la profundidad máxima de una sola ranura con cuatro cuchillas puede alcanzar los 0,6 mm.
Para garantizar la calidad del proceso de ranurado y prolongar la vida útil de la cuchilla, la profundidad de un único proceso de ranurado establecida por la mayoría de las empresas es de 0,4 a 0,5 mm.
Las últimas cuchillas desarrolladas en la industria son de aleación, y cada cuchilla puede utilizarse para ranurar de 2500 a 3000 metros de material de acero inoxidable.
Clasificación de las ranuras en V de chapa metálica
Actualmente, la longitud de la chapa para el ranurado en V es: 2500mm, 3200mm, 4000mm, 5000mm, 6000mm y el ancho de procesamiento de la chapa principalmente es: 1250mm, 1500mm, 2200mm, 2400mm.
El tipo más popular es la máquina ranuradora en V de 4000×1250 (L*W).
Si se clasifica por el estilo de la estructuraLa máquina de ranurado en V de chapa puede dividirse en 4 tipos:
Tipo de mesa de trabajo móvil
La estructura del travesaño es fija, y el portaherramientas puede colocarse en el travesaño antes de la ranura.
La chapa que se va a procesar se fija en la mesa de trabajo mediante un dispositivo de prensado, y la ranura en forma de V se realiza moviendo la mesa de trabajo hacia delante y hacia atrás a lo largo del carril largo. Este proceso es similar al de una cepilladora especializada.
Sin embargo, el consumo de energía es muy elevado durante el ranurado en V de chapas metálicas porque la mesa de trabajo, accionada por el motor, se mueve hacia delante y hacia atrás a lo largo del raíl largo.
Desplazamiento de la viga por el raíl largo Tipo
La mesa de trabajo es fija, y la hoja procesada se fija en la mesa de trabajo mediante un dispositivo de prensado. El portaherramientas se coloca en el travesaño moviéndose a izquierda y derecha. El ranurado en V se realiza moviendo el travesaño hacia adelante y hacia atrás a lo largo del carril largo de la mesa de trabajo. Durante el proceso de ranurado en V, la mesa de trabajo es fija, pero el consumo de energía es muy alto debido al movimiento alternativo de la viga a lo largo del carril largo.
Desplazamiento de la viga por el carril corto Tipo
La mesa de trabajo es fija, y la hoja que se está procesando se fija en la mesa de trabajo mediante un dispositivo de prensado.
La viga se desplaza hacia delante y hacia atrás a lo largo del carril corto de la mesa de trabajo para realizar el posicionamiento previo al ranurado.
El portaherramientas realiza el corte en V desplazándose a izquierda y derecha a lo largo del haz.
El consumo de energía es bajo debido a la mesa de trabajo y la viga fijas durante el ranurado en V, y la potencia necesaria para accionar el movimiento alternativo del portaherramientas a lo largo del raíl largo es mucho menor que la potencia necesaria para accionar la mesa de trabajo y la viga.
Tipo de viga fija y mesa de trabajo
Viga y mesa de trabajo fijas, y la chapa procesada se posiciona para el preacanalado mediante el dispositivo de alimentación que se mueve hacia delante y hacia atrás.
El portaherramientas realiza el corte en V con movimiento alternativo a izquierda y derecha sobre la viga.
Durante el corte en V, sólo acciona el portaherramientas para realizar un movimiento alternativo a lo largo del raíl largo, y se adopta un dispositivo de alimentación ligero para el posicionamiento previo al ranurado sin necesidad de accionar una viga de varias toneladas.
Por lo tanto, tiene el menor consumo de energía y el efecto de ahorro energético más evidente.
Si se clasifica por el método de control, la placa delgada V-groover se puede dividir en:
Máquina ranuradora en V con pantalla digital
Máquina ranuradora en V CNC
La resolución de la pantalla es de 0,01 mm, suficiente para cumplir los requisitos reales.
Características principales de la tecnología de conformado de curvas con ranura en V
Fig.1 Proceso de conformado de curvas con ranurado en V
1. Requiere poca fuerza de flexión para doblar la pieza
La fuerza de flexión es mayor para doblar chapas gruesas y menor para piezas finas.
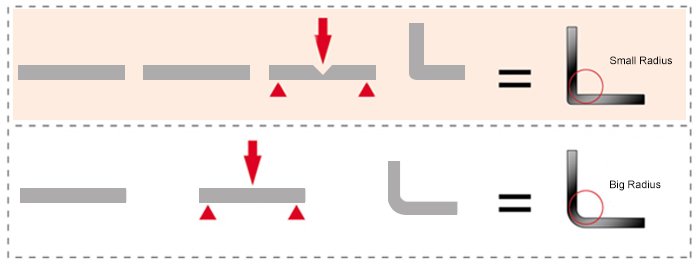
En la técnica de doblado con ranura en V, la fuerza de doblado necesaria se reduce cortando en V la placa en el posición de flexiónreduciendo así el grosor de la placa.
Como la profundidad de la ranura en V es la mitad del grosor de la chapa, se puede ahorrar hasta 50% de la fuerza de flexión.
2. Un radio de curvatura de la pieza pequeño
Para el plegado libre, el radio de curvatura es proporcional a la anchura de la abertura en V de la matriz. La anchura de la abertura de la matriz suele ser de 8 a 12 veces el grosor de la chapa.
Para obtener un radio de curvatura menor, es necesario seleccionar una matriz con una anchura de apertura en V menor.
Cuanto más gruesa sea la chapa, mayor será la anchura de apertura en V de la matriz y mayor el radio de curvatura.
Por el contrario, cuanto más fina sea la chapa, menor será la anchura de apertura en V de la matriz seleccionada y menor el radio de curvatura.
El espesor de la chapa se reduce en la posición de doblado mediante el ranurado en V y, naturalmente, el radio de doblado de la pieza se reduce proporcionalmente.
En el rango de resistencia de la chapa, cuanto menor sea el espesor restante, menor será el radio de flexión de la pieza.
3. Pequeños cambios de color en los bordes redondos doblados de las piezas.
Durante el proceso de curvado en V de la chapa, el interior del radio de curvatura de la pieza está sometido a una fuerza de compresión y sufre una deformación por compresión.
La parte exterior del radio de flexión está sometida a una fuerza de tracción y sufre un alargamiento.
Los principales factores que influyen en los cambios de color del borde redondo doblado de la pieza son la deformación por alargamiento causada por la resistencia a la tracción lateral.
Se puede ver en la forma de V proceso de plegado de la chapa que la deformación por alargamiento causada por la fuerza de tracción lateral también está relacionada con el espesor de la chapa.
Mediante el ranurado en V de la chapa, se reduce el grosor de la chapa en la posición de doblado y también se reduce la deformación por alargamiento generada por la fuerza de tracción lateral durante el doblado, con lo que se consigue el propósito de pequeños cambios de color en los bordes redondeados doblados de la pieza.
4. Pequeño rectitud errores del borde redondo doblado de la pieza larga y estrecha
En el proceso de flexión una pieza de trabajo estrecha y larga, el interior del radio de curvatura genera deformación por compresión bajo fuerza de compresión en la dirección de la anchura, mientras que los materiales de deformación se desplazan hacia ambos extremos en la dirección de la longitud. El exterior del radio de curvatura genera elongación bajo fuerza de tracción en la dirección de la anchura, mientras que los materiales de deformación se desplazan hacia el centro en la dirección de la longitud.
El resultado es que la línea de borde doblada de la pieza forma una concavidad central. Cuanto mayor sea la deformación por flexión, más grave será la forma cóncava central de la línea de borde. Por el contrario, cuanto menor sea la deformación por flexión, menos severa será la forma cóncava central de la línea de borde. Dado que el ranurado en V reduce el espesor de la chapa en la posición de flexión, también se reduce la deformación por flexión.
Por lo tanto, la técnica de conformado de curvas con ranurado en V minimiza los errores de rectitud de la línea de borde de la pieza larga y estrecha.
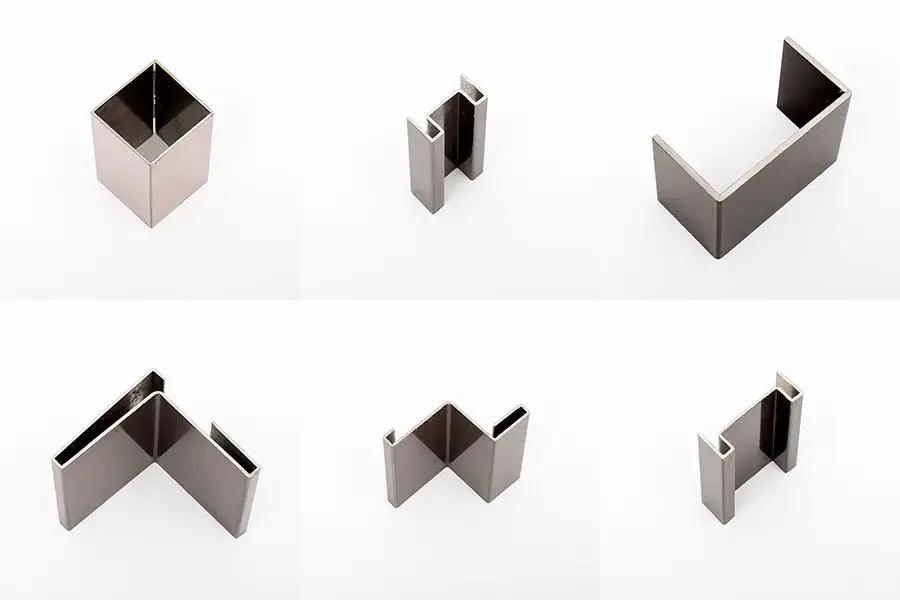
En el caso de la prensa plegadora, sólo se necesitan herramientas generales para llevar a cabo la técnica de conformado por curvado en V.
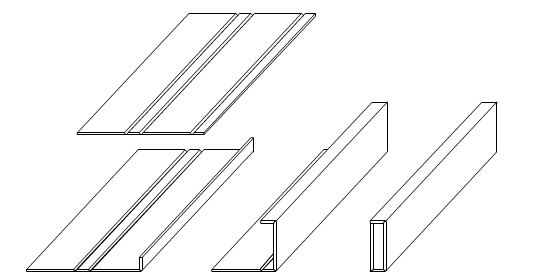
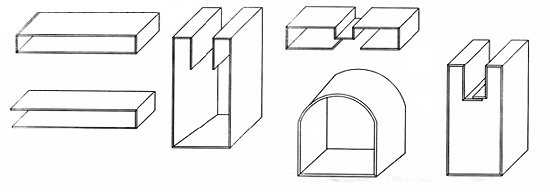
Algunas piezas con secciones complicadas o cerradas pueden curvarse sin utillajes especiales controlando correctamente la profundidad de ranurado y la longitud del canto (como se muestra en la Fig. 2), lo que reducirá el gasto que suponen los utillajes complejos con diseño especial y acortará el ciclo de mecanizado.
Fig.2 Forma de la sección transversal de la pieza
Perspectivas de aplicación de la tecnología de curvado en V
La tecnología de conformado de chapa mediante ranurado en V se ha impuesto en varios sectores gracias a sus claras ventajas y a su perfecta integración con los procesos de plegado existentes. Esta innovadora técnica solo requiere añadir una máquina de ranurado en V de chapa metálica a las instalaciones de plegado tradicionales, lo que la convierte en una solución rentable y fácil de implementar.
Esta tecnología se adoptó por primera vez en los florecientes sectores de la arquitectura y el diseño de interiores de gama media y alta. Su capacidad para crear curvas precisas y estéticamente agradables con una tensión mínima del material la ha hecho especialmente valiosa para producir paneles metálicos decorativos, fascias y elementos arquitectónicos personalizados.
Posteriormente, la industria de fabricación de ascensores adoptó el conformado de curvas con ranura en V. La capacidad de esta tecnología para producir doblados limpios y precisos en metales de calibre grueso ha demostrado ser inestimable para crear interiores de cabinas de ascensores, paneles de puertas y componentes estructurales con mayor rigidez y menor peso.
Más recientemente, los expertos en fabricación de dispositivos médicos y producción de armarios de control eléctrico han mostrado un gran interés por el conformado de curvas en V. En la fabricación de dispositivos médicos, la tecnología ofrece la posibilidad de crear diseños complejos e higiénicos con esquinas lisas más fáciles de esterilizar. En el caso de los armarios eléctricos, permite fabricar armarios con mejores propiedades de apantallamiento EMI y una mejor gestión térmica gracias a la colocación estratégica de los pliegues.
A medida que los profesionales del sector van conociendo mejor la tecnología de conformado por doblado de ranuras en V, su ámbito de aplicación sigue ampliándose. Entre las posibles aplicaciones futuras se encuentran los componentes aeroespaciales, los paneles de carrocería de automóviles y los sistemas avanzados de calefacción, ventilación y aire acondicionado, en los que es fundamental doblar con precisión aleaciones de alta resistencia y geometrías complejas. La capacidad de esta tecnología para reducir la recuperación elástica del material, mejorar la precisión del plegado y mantener la integridad del material la convierten en una valiosa herramienta para los sectores que requieren un conformado de chapa metálica de alta precisión.
CNC Auto Metal Sheet V-grooving Machine Operating Instruction
Método de funcionamiento de la pantalla táctil del PLC
Poner en marcha la máquina de ranurado en V
Abra el interruptor de aire en el lado derecho de la caja eléctrica y luego encienda el interruptor de llave en el panel frontal.
Toda la máquina está encendida.
La pantalla táctil mostrará la pantalla inicial tras un retardo de tres segundos.
Control de ranurado en V
En la pantalla táctil luminosa, toda la máquina entra en monitorización de funcionamiento, y muestra la siguiente información:
(1) Posición del haz
Esta posición representa la distancia entre el rayo y el punto inicial, y es detectada por el codificador de tornillo. Los números visualizados indican el número de la línea de ranurado.
(2) Posición objetivo
Se muestra la posición objetivo del haz en movimiento. Si la ranuradora no ha comenzado a ranurar cuando el haz alcanza la posición objetivo, pulse el botón "movimiento del haz" y la máquina no se moverá.
(3) Distancia actual
Esta distancia es la distancia entre el surco actual y el surco anterior.
(4) Posición del portacuchillas
La posición del porta cuchillas se muestra como un punto 3D relativo al punto de origen o al punto inicial. La posición se mide mediante el codificador del motor paso a paso en el vástago del tornillo, y si la posición es superior a 29,8 mm, el portaherramientas no se moverá. El número en la parte posterior indica el número de ranurado.
(5) La anchura y el grosor de la chapa se establecen como parámetros de trabajo.
(6) Pulse el botón de inicio para comenzar a ranurar cuando la luz de posición parpadee. Cuando parpadee la luz de profundidad, pulse el botón "Mover" para pasar a la siguiente posición de ranurado.
(7) Pulse "operación manual" para controlar manualmente la pantalla de operación.
(8) Pulse el botón "abrir preparación de ranurado" para mover la viga a la parte delantera de la plataforma, e inicializar los distintos parámetros de ranurado para preparar el ranurado de la siguiente placa metálica.
La viga no se moverá si la posición de la viga es inferior al desplazamiento de la posición inicial, pero la inicialización de los parámetros es normal, y el botón no debe pulsarse durante el ranurado.
(9) Para sustituir la cuchilla, se coloca un botón de pausa de ranurado.
Al pulsar el botón, la máquina ranuradora dejará de funcionar y, a continuación, pulse el botón para volver a ponerla en marcha.
(10) Pulse "parametrización" para saltar a la pantalla de parametrización.
Funcionamiento manual
(1) "Haz hacia adelante" significa mover el haz hacia adelante manualmente, y la velocidad de movimiento se establece en los parámetros del sistema.
(2) "Haz hacia atrás" significa mover el haz hacia atrás manualmente, y la velocidad de movimiento se establece en los parámetros del sistema.
(3) "Portaherramientas a la izquierda" significa mover el portaherramientas a la izquierda manualmente, y la velocidad de movimiento se establece en los parámetros del sistema.
(4) "Portaherramientas a la derecha" significa mover el portaherramientas a la derecha manualmente, y la velocidad de movimiento se establece en los parámetros del sistema.
(5) "Portaherramientas arriba" significa desplazar manualmente el portaherramientas hacia arriba.
(6) "Bajar el portaherramientas" significa desplazar manualmente el portaherramientas hacia abajo.
(7) "Instrucciones de funcionamiento": pulse este botón para pasar a la pantalla de instrucciones de funcionamiento.
(8) "Alineación del origen": pulse este botón para realizar la función de devolver el original para corregir la posición del haz.
En general, no es necesario realizar la función de volver al origen (porque el ordenador no tiene la función de memoria de localización).
Sin embargo, si la máquina ranuradora ha estado parada durante más de dos días, o si la posición no es correcta debido a alguna otra circunstancia, la función de retorno al origen debe realizarse primero después de la electrificación para garantizar el funcionamiento normal de la máquina.
Parametrización
Pulse el botón "parametrización" para acceder a la pantalla de parametrización, donde se puede ajustar la distancia entre ranuras para un máximo de 50 ranuras.
La primera ranura puede fijarse con un valor mínimo de 8 mm y una separación máxima de 1220 mm, y no hay límites para el resto de las ranuras.
Después de pulsar el menú del parámetro que desea ajustar, aparecerá un teclado digital en la pantalla. "ENT" es el botón de confirmación de entrada, "ES" significa que la entrada se cancela, y "CR" es el botón de reinicio de entrada. Todos los parámetros son positivos, y si se introduce un número negativo, la máquina informará de un error.
Pulse el botón "Volver" para volver a la pantalla de configuración.
En la parametrización, pulse el botón "parámetros del sistema" para volver a la pantalla de parámetros del sistema.
Después de ajustar los parámetros, compruébelos cuidadosamente según el hoja de proceso para evitar errores.
La distancia #1 se refiere a la distancia vertical desde la 1ª ranura hasta el punto inicial. La distancia #2 se refiere a la distancia vertical de la 1ª ranura a la 2ª ranura, y así sucesivamente, para cada una de las distancias de las ranuras.
En la pantalla de configuración de parámetros, el proceso actual puede borrarse seleccionando "borrado completo de parámetros".
Parámetros del sistema
Los parámetros del sistema tienen varios tipos de botones:
(1). "Avance de desaceleración" es la posición en la que el haz desacelera desde alta velocidad hasta una velocidad constante.
Este parámetro es crucial para el posicionamiento.
Si cada posicionamiento excede la carrera, entonces aumente este parámetro, generalmente ajustado a 8mm, con un ajuste máximo de 9,999mm.
(2). "Posicionamiento adelantado" es la posición designada de posicionamiento previo a la parada.
Tras la parada, la viga se desplaza a la posición de posicionamiento bajo la acción de la inercia.
Si la ranuradora no se detiene en la posición correcta para cada parada, significa que el ajuste del parámetro es demasiado grande.
De lo contrario, el ajuste del parámetro será demasiado pequeño. El dato máximo de este parámetro puede ajustarse a 0,8 mm.
(3). "Error permitido" es el error permitido después del posicionamiento. No se permite ranurar si no está dentro de este rango, y se requiere corrección manual.
(4). "Error de punto inicial" se refiere a la distancia entre la punta de la cuchilla y el filo después de corregir el origen.
El ajuste mínimo es de 8 mm.
De lo contrario, es necesario ajustar a tiempo el interruptor de proximidad de posición frontal.
Ranurado (corte en V)
1). Las ranuras deben cumplir las siguientes condiciones
El interruptor de parada de emergencia no está pulsado;
No hay límite a la derecha ni a la izquierda del portaherramientas;
El rayo no está fuera del alcance de la carrera;
El botón de parada del portaherramientas no está pulsado;
La posición longitudinal de la punta de la cuchilla ≥ 8mm;
2). Haz móvil
Una vez finalizado el ranurado, pulse el botón "Mover haz" para desplazar el haz a la siguiente posición de ranurado, que la ranuradora añadirá automáticamente a la posición objetivo.
Después de que la viga se posicione automáticamente, debe realizarse un proceso de ranurado antes de que la viga pueda volver a moverse. Este proceso continúa hasta que se han completado todas las líneas de ranurado.
3). Condiciones para vigas móviles
Carrera de la viga no superior a 1220 mm;
El posicionamiento no parpadea OK;
La posición del haz no es superior a la posición objetivo;
El dispositivo de prensado de seguimiento se levanta;
El interruptor de parada de emergencia no está pulsado;
El final de carrera delantero del haz está conectado;
El contactor de motor ranurado no se tira hacia dentro.
4). Pulse el botón "Ranurado listo" para desplazar la viga a la parte delantera de la plataforma.
Accesorios para ranuradoras
Inversor
Controlador programable
Motor paso a paso
Conductor escalonado
Codificador
Interruptor de proximidad
Interruptor de encendido
Pantalla táctil
Método de funcionamiento del ranurado mecánico
Coloque la chapa plana sobre el banco de trabajo. Si la chapa tiene una película protectora, coloca el lado con la película protectora hacia abajo. Un lado de la chapa se adhiere al bloque de referencia situado delante de la mesa de trabajo.
Pulse el botón de presión de la chapa para tensar el borde de la chapa y completar la colocación de la chapa.
Ajuste correctamente la posición del bloque de final de carrera del interruptor de proximidad a la izquierda y a la derecha del bloque de deslizamiento del portaherramientas en función de la longitud de la placa.
Determine el espaciado de las ranuras y el ajuste hacia delante y hacia atrás de la viga. Mueva la "alineación de origen" en la pantalla táctil del PLC para realizar un posicionamiento preciso. Es decir, el desplazamiento de la viga a la primera posición de la ranura, pulse el botón de prensa de seguimiento para presionar firmemente el material de la placa.
El bloque de cuchillas con un grosor de 35 mm se utiliza para fijar el punto inicial de la cuchilla, bloquear el tornillo de prensado y comprobar el bloque de cuchillas para garantizar la altura de la cuchilla. Este es un trabajo preparatorio importante para garantizar la profundidad precisa de las ranuras y la producción de ranuras seguras.
Compruebe si la cuchilla está en buen estado y, si está muy desgastada, aflójela. Apriete el tornillo y gire la cuchilla 90 grados, es decir, cámbiela por una nueva superficie de cuchilla. O dé la vuelta a la cuchilla y cambie otra superficie de la cuchilla.
Pulse el botón de entrada de trabajo en el panel de operaciones de la caja eléctrica para realizar el primer ranurado. Generalmente, la primera profundidad de ranurado es de 0,3 mm, seguida del grosor de la placa procesada.
Después de que la profundidad de la ranura cumpla el requisito, deje que la cuchilla de ranurado salga de la superficie de la placa. El bastidor deslizante se desplaza automáticamente a la posición límite derecha preestablecida. El PLC controla el desplazamiento de la viga a la siguiente ranura, y entonces se procesa el segundo ranurado. Hasta que todo el proceso de ranurado esté terminado, presione el "botón de liberación" del prensado del material de seguimiento en la estación de operación móvil y afloje el dispositivo de prensado de seguimiento. El PLC ejecuta la siguiente instrucción de posicionamiento de la ranura. La viga vuelve inmediatamente a la siguiente ranura y repite el proceso hasta que todas las ranuras estén terminadas.
Una vez finalizado el trabajo de ranurado, aflojar todos los dispositivos de prensado, retroceder la viga a la posición adecuada, retirar los materiales de la placa y limpiar la mesa de trabajo.
Cuando se necesite refrigeración por pulverización, se abrirá primero el interruptor del armario eléctrico, y el sistema de refrigeración se lubricará automáticamente durante el proceso de corte.
Procedimiento de funcionamiento seguro de la máquina de ranurado en V CNC
La máquina ranuradora CNC debe ser mantenida y operada por la persona especialmente asignada;
El operador de la ranuradora en V CNC debe aprobar la formación del departamento profesional. Después de pasar el examen y obtener el certificado de cualificación, el operador puede operar de forma independiente;
Antes de la operación, hay que llevar ropa de trabajo de manga larga (para evitar quemaduras por salpicaduras de los restos estriados), y guantes al cargar y descargar la chapa;
Antes de poner en marcha la máquina de ranurado en V, compruebe si la mesa de la máquina está limpia, especialmente entre las mordazas y la mesa;
Reajustar el origen después de la puesta en marcha. Al trabajar, compruebe si la pieza se ajusta a los requisitos del proceso e introduzca correctamente el tamaño y la profundidad de ranurado;
Cuando el operador se pone en la hoja pequeña, recuerde que debe manejar con cuidado. Antes de cargar, limpiar la superficie de la máquina y la mesa de alimentación, y no puede residual alambre ranurado y otros artículos diversos;
Al hacer funcionar la máquina ranuradora, compruebe si la placa está empujando hacia el origen. El personal no debe extender la cabeza ni ninguna parte del cuerpo en la zona del motor de la máquina (para evitar que la máquina le haga daño). La pistola de aire y la mano no deben colocarse debajo de la mordaza fija;
Cuando la máquina ranuradora está en movimiento, la operación debe detenerse en caso de colisión de la máquina o de colisión de los materiales. En primer lugar, reajuste el origen para evitar que se mueva en el momento de la colisión;
Después de ranurar, coloque suavemente la hoja en la posición designada para evitar que se raye la pieza de trabajo;
Después de la operación, realice el mantenimiento diario de la máquina ranuradora, corte la alimentación eléctrica y limpie el lugar de trabajo.
Máquina ranuradora en V de pórtico (horizontal) vs. Máquina ranuradora en V vertical: ¿Cuál elegir?
Al seleccionar una máquina de ranurado en V para la fabricación de metal, los fabricantes a menudo se enfrentan a la decisión entre una máquina de ranurado en V de pórtico (horizontal) y una máquina de ranurado en V vertical. Comprender las diferencias clave en su diseño, funcionamiento y capacidades es crucial para tomar una decisión informada.
En la actualidad, dos tipos principales de máquinas de ranurado en V dominan el mercado: configuraciones verticales y horizontales (pórtico).
Las máquinas de ranurado vertical en V tienen una estructura que recuerda al marco de una puerta. En esta configuración, un accesorio especializado coloca la placa de metal en el lugar preciso de procesamiento. Una vez fijada, la ranura en V se crea mediante el movimiento lineal de la herramienta de corte. La fresa realiza un movimiento rectilíneo para el mecanizado, mientras que la pieza se reposiciona según sea necesario para facilitar la operación de ranurado. Este diseño es especialmente eficaz para placas más pequeñas y ofrece una excelente estabilidad durante el proceso de corte.
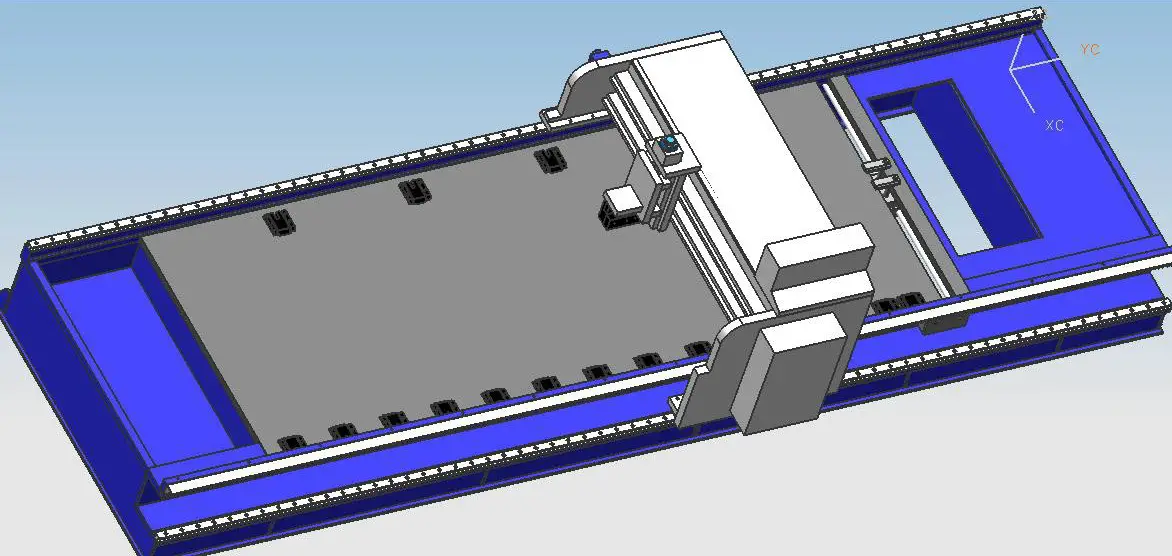
Por el contrario, las máquinas de ranurado en V horizontales (de pórtico) emplean un enfoque diferente. Estas máquinas se caracterizan por una amplia mesa de trabajo en la que la placa metálica se sujeta firmemente mediante abrazaderas de presión. El mecanismo de corte está montado en un pórtico, formando una estructura mecánica automatizada que se desplaza sobre la pieza de trabajo. El sistema de posicionamiento de la herramienta en el pórtico localiza primero la trayectoria de mecanizado a lo largo del eje Y, tras lo cual todo el conjunto del pórtico recorre el eje X, impulsando la herramienta de corte para realizar la operación de ranurado en V. En esta configuración, la pieza permanece inmóvil mientras la fresa ejecuta el proceso de ranurado.
Cada tipo de ranuradora en V ofrece ventajas distintas en función de factores como el tamaño de la pieza, el volumen de producción y los requisitos específicos de la aplicación. La elección entre configuraciones verticales y horizontales suele depender de consideraciones como la disponibilidad de espacio, la capacidad de manipulación del material y la complejidad de las ranuras en V que se van a mecanizar.
Cada tipo de ranurador presenta ventajas e inconvenientes (Tabla 1).
Cuadro 1 Comparación de la tecnología de ranurado en V vertical y horizontal
Artículo
Ranuradora vertical en V
Pórtico V Groover
Gama de procesamiento
Cuando se procesan piezas de trabajo que necesitan ser ranuradas alrededor, si la pieza de trabajo es larga, es necesario añadir una mesa para llevar la pieza de trabajo cuando se procesa el lado corto, lo cual es inconveniente para operar.
Mecanizado CNC de tres ejes con una amplia gama de procesamiento, adecuado para una variedad de formas de gran tamaño.
Tecnología de procesamiento de mesas de trabajo
La superficie de la mesa de trabajo es demolde de calidad de acero tras un tratamiento térmico general, y se rectifica finamente con una amoladora. La finura de la superficie alcanza un efecto espejo.
La superficie de la mesa de trabajo está soldada por placas de hierro ordinarias. La dureza de la pieza de trabajo es superior a ésta. El alambre de acero ranurado, las cuchillas dañadas, etc. harán que la superficie de la mesa de trabajo se pique (requiere la función de auto-cepillado para restaurar la superficie de la mesa de trabajo con regularidad).
Eficacia de tratamiento
La distancia mínima entre la ranura en V y el borde es de 10 mm, y la velocidad de corte es de 40 m/min.
La distancia mínima entre la ranura en forma de V y el filo es de 8 mm, y la velocidad de corte es de 50 m/min o superior.No necesita alimentación recíproca, por lo que es más eficiente.
Pérdida de potencia
El portaherramientas se mueve hacia delante y hacia atrás con menos pérdidas (potencia del motor principal: 4,4 kW).
El pórtico y el portaherramientas se mueven a la vez hacia delante y hacia atrás, y la pérdida es grande (la potencia del motor principal es de 5,5 kW).
Seguridad
La ranuradora vertical sujeta automáticamente la pieza mediante presión hidráulica, se posiciona automáticamente y trabaja automáticamente. El operario está alejado de las piezas móviles de la máquina.
La pieza se sujeta dentro de la zona de movimiento de la máquina. El pórtico se desplaza a gran velocidad, y la parte de control se desplaza con el pórtico. El operario debe prestar atención a un uso seguro.
Efecto global
Debido a la necesidad de alimentación automática después de sujetar la pieza, los restos de hierro generados por el ranurado suelen arañar la superficie decorativa, y se requieren alineaciones y movimientos frecuentes cuando se procesan piezas de gran tamaño, lo que es más probable que dañe la superficie.
No es necesario mover la pieza durante el proceso. Puede ser operado por una sola persona durante todo el proceso, y la superficie decorativa de la pieza de trabajo no se raya, lo que garantiza la calidad de procesamiento de la superficie (una razón importante para su uso en la industria del ascensor).
Las características de aplicación de ambos pueden verse en los elementos de comparación.
La elección específica del equipo para el procesamiento debe determinarse en función de los requisitos de la industria y las características de la pieza.
En general, la máquina de ranurado en V de pórtico tiene una alta eficiencia de trabajo, sin embargo, la precisión de ranurado (ranurado) no es tan buena como la máquina de ranurado en V vertical.
Además, si la chapa tiene una forma no específica (cortada por corte por láser), y se necesitarán más líneas de ranurado, entonces le sugerimos que elija una ranuradora vertical en V.
Si la chapa es una pieza entera o una pieza más simétrica, como cuadrada o rectangular, recomendamos elegir la ranuradora en V de tipo pórtico u horizontal.
Además, el precio actual de la máquina ranuradora en V de tipo pórtico es ligeramente inferior al de la máquina ranuradora en V vertical, y el tipo pórtico sigue siendo la opción más popular y es seleccionada por la mayoría de los clientes.
Reflexiones finales
Dado que los clientes exigen cada vez más a sus productos un aspecto estético, la aplicación del proceso de ranurado está cada vez más extendida.
Se cree que el proceso de ranurado aportará sin duda más beneficios y contribuciones a la industria manufacturera en el futuro.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo perfeccionar el arte de utilizar una herramienta de ranurado? Este artículo incluye 10 consejos esenciales para optimizar el proceso de ranurado, desde la selección de la herramienta...
¿Siente curiosidad por saber cómo una máquina de ranurado en V puede transformar su proceso de mecanizado de metales? Este artículo le guía por los pasos esenciales y las precauciones de seguridad para utilizar la máquina con eficacia. Desde la preparación y el equipamiento...
¿Alguna vez se ha preguntado cómo cobran vida los intrincados diseños metálicos de coches y aviones? Este artículo explora el fascinante mundo de las técnicas de doblado y ranurado de chapa, revelando cómo...
¿Alguna vez se ha preguntado cómo calcular con precisión la longitud desplegada en el curvado de ranuras? Esta guía desglosa las diferencias entre los cálculos de plegado con ranura y sin ranura, con ejemplos prácticos para...