Durante la soldadura por fusión, se producen en la soldadura una serie de cambios de fusión a estado sólido debido a la acción de la fuente de calor de soldadura.
Además, la estructura y las propiedades del metal base a ambos lados de la soldadura que no se funde se modifican como resultado de la influencia de la transferencia de calor de la soldadura.
También existe una zona de transición entre el metal base y la soldadura que es distinta tanto de la soldadura como del metal base y que puede afectar en gran medida al rendimiento de la unión soldada.
1 - Cordón de soldadura
2 - Zona de fusión
3 - Zona afectada por el calor
4 - Base metálica
1. Estructura y rendimiento de la zona de fusión
La zona de fusión, una región crítica en las uniones soldadas, marca la transición entre el metal de soldadura y la zona afectada por el calor (HAZ). Esta zona microscópica, a menudo difícil de discernir incluso con lupa, desempeña un papel fundamental en la integridad general de la soldadura.
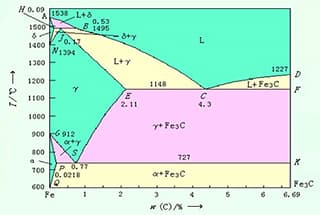
En las estructuras de acero, la "estructura sobrecalentada" representa un defecto interno importante. Caracterizada por tamaños de grano anormalmente grandes, esta estructura se forma cuando el acero se calienta por encima de su temperatura AC3 (la temperatura a la que se completa la formación de austenita) durante periodos prolongados o cuando se mantienen altas temperaturas tras el calentamiento. Este fenómeno puede afectar gravemente a las propiedades mecánicas del acero.
La Zona de Fusión experimenta temperaturas comprendidas entre las líneas solidus y liquidus del diagrama de fases hierro-carbono. En este intervalo de temperaturas, el metal existe en un estado parcialmente fundido, a menudo denominado "zona pastosa" o "región semisólida". Esta zona se caracteriza por granos extremadamente grandes y, al enfriarse, da lugar a una estructura gruesa y recalentada. Esta microestructura presenta una plasticidad deficiente y una tenacidad reducida, lo que puede comprometer el rendimiento de la soldadura bajo tensión.
La posición única de la zona de fusión en la unión soldada la hace especialmente susceptible a los defectos. Sus heterogeneidades químicas y estructurales inherentes sirven a menudo como lugares de iniciación de grietas o fallos frágiles localizados. En consecuencia, esta zona suele representar el área de menor tenacidad a la fractura dentro de la unión soldada, lo que la convierte en un foco crítico para el control de calidad y los ensayos no destructivos en los procesos de soldadura.
Para mitigar estos problemas, los ingenieros de soldadura suelen emplear técnicas como el aporte controlado de calor, la selección adecuada del material de aportación y los tratamientos térmicos posteriores a la soldadura para optimizar la microestructura y las propiedades de la zona de fusión. Las tecnologías avanzadas de soldadura, como la soldadura por haz de electrones o soldadura láser, también puede ayudar a minimizar la anchura de la Zona de Fusión y reducir los riesgos asociados.
2. Ciclo térmico de soldadura
Proceso por el cual la temperatura de un punto de una soldadura cambia con el tiempo bajo la influencia del calor de soldadura fuente se conoce como "Ciclo Térmico de Soldadura". Este término se refiere a un punto específico de la soldadura en el que la fuente de calor está cerca.
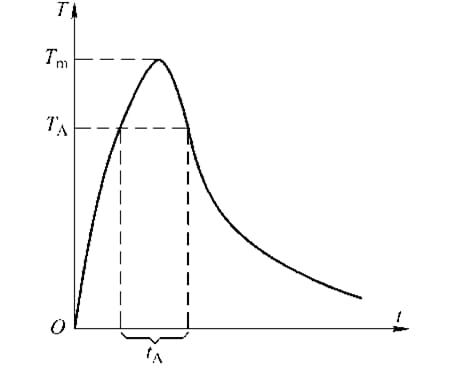
Durante el Ciclo térmico de soldadurala temperatura en el punto aumenta hasta alcanzar su valor máximo. A medida que la fuente de calor se aleja, la temperatura disminuye gradualmente hasta volver a la temperatura ambiente. Este proceso puede representarse mediante una curva.
Curva del ciclo térmico de soldadura
- Tm - temperatura máxima de calefacción
- TA - temperatura de transición de fase
- tA - tiempo de residencia por encima de la temperatura de transición de fase
3. Estructura y propiedades de la zona afectada por el calor de soldadura
La "Zona Afectada por el Calor de Soldadura" (ZAC) se refiere a la región donde la estructura metalúrgica y las propiedades mecánicas del metal base se alteran como resultado de la exposición al calor (pero no de la fusión) durante el proceso de soldadura. proceso de soldadura. Las características y propiedades de la ZAT son un reflejo de las propiedades y la calidad de la unión soldada.
Para los aceros de bajo contenido en carbono y los aceros de alta resistencia de baja aleación con elementos de aleación mínimos, la zona afectada por el calor de soldadura puede dividirse en "zona sobrecalentada", "zona de normalización", "zona de recristalización incompleta" y "zona de recristalización".
Soldadura de la zona afectada por el calor de aceros no templables
- Zona de fusión
- Zona sobrecalentada
- Área de normalización
- Zona de recristalización incompleta
- Zona de recristalización
- Base metálica
Estructura sobrecalentada: estructura widmanstatten
En la zona sobrecalentada de la Zona Afectada por el Calor de Soldadura, la formación de un grueso austenita grano da lugar a una estructura especial sobrecalentada bajo enfriamiento rápido. Esta estructura se caracteriza por agujas paralelas de ferrita (cementita) dentro del grano grueso. austenita grano, transformándose la austenita restante entre las agujas en perlita. Esta estructura sobrecalentada se conoce como "Estructura Widmanstatten de ferrita (cementita)".
En términos sencillos, cuando el grano de austenita es grueso y la velocidad de enfriamiento es adecuada, la fase preeutectoide del acero forma una perlita en forma de escamas en forma de aguja. La estructura Widmanstatten no sólo tiene un gran tamaño de grano, sino que también presenta una importante disminución de la flexibilidad del metal debido a la frágil superficie creada por las numerosas agujas de ferrita, que es una de las principales causas de la fragilización de la unión soldada en los aceros que no se templan fácilmente.
La anchura de la zona afectada por el calor (ZAC) depende de varios factores, como el método de soldadura, los parámetros de soldadura, el tamaño y el grosor de la soldadura, las propiedades termofísicas del material metálico y la forma de la unión.
Es posible reducir la anchura de la ZAT utilizando piezas más pequeñas. parámetros de soldaduracomo reducir la corriente de soldadura y aumentar la velocidad de soldadura.
La anchura de la ZAT varía en función del método de soldadura utilizado. La anchura total de la ZAT para electrodo soldadura por arco es de aproximadamente 6 mm, mientras que es de unos 2,5 mm para la soldadura por arco sumergido y de aproximadamente 27 mm para la soldadura por gas.
Métodos para controlar y mejorar las propiedades de las uniones soldadas
1. Correspondencia de materiales
La "adecuación material" se refiere principalmente a la elección de materiales de soldadura.
En el caso de los aceros de bajo contenido en carbono, los aceros estructurales de alta resistencia y baja aleación y los aceros de baja temperatura, no es necesario que la composición del metal de soldadura y del metal base sea idéntica, pero las propiedades mecánicas deben ser las mismas que las del metal base.
Cuando se trabaja con acero resistente al calor y acero inoxidable, para garantizar que la soldadura tenga un rendimiento a alta temperatura y una resistencia a la corrosión similares a los del metal base, la composición química del material de soldadura debe coincidir estrechamente con la del metal base.
2. Controlar la proporción de fusión
En la soldadura por fusión, la proporción de metal base fundido en el metal de soldadura se denomina relación de fusión.
La fórmula de cálculo de la relación de fusión es
r = Fm/(Fm+Ft)
Dónde
- r - relación de fusión;
- Fm - área de la sección transversal del metal base fundido:
- Ft - área de la sección transversal del metal de aportación en la soldadura.