
Soldadura del acero al carbono: Guía completa
¿Cómo es posible que soldar acero al carbono sea a la vez una práctica habitual y un reto complejo? Esta guía explora el intrincado mundo de la soldadura del acero al carbono,...
¿Por qué la soldadura del acero al carbono es a la vez un arte y una ciencia? Comprender la soldabilidad de los distintos aceros al carbono -desde los de bajo contenido en carbono hasta los de alto contenido- es crucial para garantizar uniones fuertes y duraderas. Este artículo profundiza en los retos específicos y las técnicas necesarias para soldar diversos aceros al carbono, proporcionando información clave sobre cómo factores como el contenido de carbono, las impurezas y las velocidades de enfriamiento afectan a la calidad de la soldadura. Descubra métodos prácticos para mejorar la soldabilidad y lograr resultados óptimos.

El acero al carbono, compuesto principalmente de hierro (Fe) con una pequeña cantidad de carbono (C) como elemento de aleación, puede denominarse "acero al carbono". El acero al carbono puede clasificarse de diferentes maneras.
En función del contenido de carbono, puede clasificarse en acero con bajo contenido de carbono, acero con contenido medio de carbono y acero con alto contenido de carbono. Según su calidad, puede clasificarse en acero al carbono ordinario, acero al carbono de alta calidad y acero estructural al carbono de alta calidad.
Según su aplicación, puede dividirse en acero estructural y acero para herramientas. De acuerdo con los requisitos y aplicaciones específicos de determinadas industrias, existen aceros especializados, como el acero al carbono para recipientes a presión, el acero al carbono para calderas y el acero estructural al carbono para la construcción naval.
La soldabilidad del acero al carbono viene determinada principalmente por su contenido en carbono. A medida que aumenta el contenido de carbono, la soldabilidad disminuye gradualmente. La presencia de manganeso (Mn) y silicio (Si) en el acero al carbono también afecta a la soldabilidad, ya que el aumento de su contenido provoca un empeoramiento de la soldabilidad, aunque no de forma tan significativa como en el caso del carbono.
El contenido de carbono equivalente, conocido como equivalente de carbono (Ceq), se calcula convirtiendo el contenido de elementos de aleación del acero en un contenido de carbono equivalente. Sirve como indicador de referencia para evaluar la soldabilidad del acero.
De este modo, el impacto del carbono (C), el manganeso (Mn) y el silicio (Si) en la soldabilidad puede combinarse en una fórmula de carbono equivalente (Ceq) adecuada para el acero al carbono.

A medida que aumenta el valor de Ceq, aumenta la sensibilidad a la fisuración en frío, lo que se traduce en una mala soldabilidad. Normalmente, cuando el valor Ceq es inferior a 0,4%, el acero tiene poca tendencia al endurecimiento y presenta una buena soldabilidad sin necesidad de precalentamiento. Cuando el valor Ceq está entre 0,4% y 0,6%, el acero tiene una tendencia significativa al endurecimiento, lo que provoca una mayor sensibilidad a la fisuración en frío y una soldabilidad moderada.
En tales casos, se requieren medidas adicionales como el precalentamiento durante la soldadura. Cuando el valor Ceq supera 0,6%, la soldabilidad se vuelve muy deficiente.
Las impurezas (como S, P, O, N) y los oligoelementos (como Cr, Mo, V, Cu) en el acero al carbono tienen un impacto significativo en la susceptibilidad al agrietamiento y en las propiedades mecánicas del acero. uniones soldadas. De hecho, la soldabilidad no sólo viene determinada por el contenido de elementos de aleación, sino también por la velocidad de enfriamiento de la unión soldada.
En particular, en el caso de los aceros de bajo y alto carbono, bajo ciertas calor de soldadura la velocidad de enfriamiento es más rápida, lo que conduce a la formación de martensita en la soldadura y en la zona afectada por el calor.
Más información martensita cuanto mayor sea la dureza, menor será la soldabilidad y mayor la tendencia a la fisuración. Por lo tanto, resulta crucial controlar la velocidad de enfriamiento durante la soldadura.
Mediante el precalentamiento, el control de la temperatura entre capas, el poscalentamiento o el uso de un elevado aporte de calor de soldadura, se puede reducir la velocidad de enfriamiento de la unión soldada, controlando así la microestructura y la dureza y minimizando la posibilidad de fisuración en frío.
Además de los factores mencionados anteriormente que afectan a la soldabilidad del acero al carbono, el estado del tratamiento térmico previo a la soldadura del material base también tiene un impacto significativo en la soldabilidad y no debe pasarse por alto durante la soldadura del acero al carbono.
El acero bajo en carbono, que suele contener menos de 0,25% de carbono y cantidades mínimas de manganeso (Mn) y silicio (Si), presenta una excelente soldabilidad debido a su composición. Por lo general, este tipo de acero no forma estructuras de endurecimiento o enfriamiento severos durante la soldadura, lo que lo hace muy apto para diversos procesos de unión.
Las propiedades inherentes de los aceros con bajo contenido en carbono, entre las que se incluyen una plasticidad y una tenacidad al impacto superiores, se trasladan bien a sus uniones soldadas. Estas características contribuyen a la capacidad del material para soportar deformaciones e impactos repentinos, tanto en el metal base como en las zonas soldadas.
Una de las principales ventajas de soldar acero con bajo contenido en carbono es la simplificación del proceso de soldadura. En condiciones estándar, no suele ser necesario:
Este enfoque racionalizado reduce considerablemente el tiempo y los costes de tramitación, al tiempo que mantiene la integridad de las juntas.
Sin embargo, es fundamental tener en cuenta que, en determinadas situaciones, el acero con bajo contenido en carbono puede plantear problemas de soldadura. Estos casos, aunque poco frecuentes, pueden deberse a:
Para garantizar una calidad óptima de la soldadura, es esencial verificar la composición del acero y seleccionar los procesos y parámetros de soldadura adecuados.
La versatilidad del acero con bajo contenido en carbono queda patente en la amplia gama de métodos de soldadura aplicables, cada uno de los cuales es capaz de producir uniones de alta calidad. Entre las técnicas estándar actuales de la industria se incluyen:
Cada método ofrece ventajas específicas en función de la aplicación, el diseño de la unión y los requisitos de producción. Por ejemplo, GMAW con protección de CO2 suele preferirse por su alta tasa de deposición y su idoneidad para la automatización, mientras que GTAW se elige por su precisión en la soldadura de secciones finas y pasadas de raíz.
En conclusión, aunque el acero con bajo contenido en carbono suele ser el tipo de acero más soldable, tener en cuenta los posibles problemas y seguir las mejores prácticas garantiza unas uniones soldadas uniformes y de alta calidad en diversas aplicaciones.
(1) Soldadura por arco metálico protegido
La soldadura por arco metálico protegido (SMAW) es una técnica versátil y muy utilizada para unir componentes de acero con bajo contenido en carbono. La piedra angular de la selección de electrodos para la soldadura de acero con bajo contenido en carbono es el principio de igual resistencia, que garantiza que las propiedades mecánicas del metal de soldadura coincidan estrechamente o superen ligeramente las del material base.
La serie de electrodos E43xx se utiliza predominantemente en esta aplicación debido a su compatibilidad con las características mecánicas del acero con bajo contenido en carbono. El acero con bajo contenido en carbono suele presentar una resistencia media a la tracción de aproximadamente 417,5 MPa, mientras que los electrodos de la serie E43xx producen metal depositado con una resistencia mínima a la tracción de 420 MPa. Este ligero sobreajuste garantiza una sólida integridad de la unión sin comprometer el rendimiento global de la estructura.
La serie E43xx abarca una amplia gama de tipos de electrodos y marcas comerciales, lo que permite a los soldadores ajustar su selección en función de las composiciones específicas del metal base, las configuraciones de las juntas y las condiciones de carga. Factores como la posición de soldadura, la ductilidad requerida y la tenacidad al impacto también deben tenerse en cuenta durante la selección del electrodo.
Para aplicaciones estructurales críticas o componentes sometidos a escenarios de carga complejos, se recomienda encarecidamente el uso de electrodos de bajo contenido en hidrógeno (por ejemplo, E7018). Estos electrodos minimizan el riesgo de agrietamiento inducido por hidrógeno, particularmente en secciones más gruesas o uniones muy restringidas. La Tabla 5-1 proporciona una guía completa para la selección de electrodos en varios escenarios de soldadura.
Al soldar otros tipos de acero, es imprescindible consultar las normas específicas del sector, como la JB/T 4709-2007 o las normas nacionales pertinentes. Estos recursos ofrecen criterios detallados de selección de electrodos, teniendo en cuenta factores como la composición del acero, los requisitos de propiedades mecánicas y las condiciones de servicio.
Para optimizar la calidad y la eficacia de la soldadura, los procesos SMAW modernos suelen incorporar fuentes de potencia pulsada, revestimientos de electrodos especializados para mejorar la estabilidad del arco y mezclas avanzadas de gases de protección. Estas innovaciones pueden mejorar la penetración, reducir las salpicaduras y mejorar la estética general de la soldadura, especialmente en aplicaciones de soldadura fuera de posición.
(2) Soldadura por arco metálico con gas (GMAW)
La soldadura por arco metálico con gas de protección de dióxido de carbono (CO2) ha ganado popularidad en los últimos años para soldar aceros con bajo contenido en carbono, debido a su versatilidad, eficacia y rentabilidad. Este proceso utiliza dos tipos principales de hilo de soldadura: hilo macizo e hilo tubular, cada uno de los cuales ofrece ventajas distintas para aplicaciones específicas.
La selección del alambre de soldadura para acero con bajo contenido en carbono se adhiere al principio de igual resistencia, asegurando que las propiedades mecánicas del metal de soldadura coincidan estrechamente o superen ligeramente las del metal base. Este principio es crucial para mantener la integridad estructural y se ilustra en la Tabla 5-1, que proporciona una guía completa para la selección del alambre en función de las propiedades del metal base.
Las opciones de hilo de soldadura para la soldadura por arco metálico con gas CO2 incluyen:
Para especificaciones detalladas y características de rendimiento, consulte normas nacionales como GB/T 8110-1995 "Carbon Steel and Low Alloy Steel Welding Wires for Gas Shielded Welding" o equivalentes internacionales como AWS A5.18 para alambres macizos y AWS A5.20 para alambres tubulares.
La calidad del gas de protección es primordial para conseguir una calidad de soldadura óptima. El gas CO2 utilizado para soldar debe tener una pureza mínima de 99,5% para evitar la contaminación y garantizar una estabilidad adecuada del arco. Algunos fabricantes optan por mezclas de gases, como Argón 75% / CO2 25%, para mejorar aún más las características de la soldadura y reducir las salpicaduras.
Al aplicar GMAW con protección de CO2, tenga en cuenta las siguientes prácticas recomendadas:
Siguiendo estas directrices y seleccionando el hilo de soldadura adecuado, los fabricantes pueden conseguir soldaduras eficientes y de alta calidad en acero con bajo contenido en carbono utilizando la soldadura por arco metálico con gas CO2.
(3) Soldadura por arco sumergido (SAW)
La soldadura por arco sumergido (SAW) es un proceso muy eficaz y versátil que se emplea ampliamente para unir aceros con bajo contenido en carbono, sobre todo en aplicaciones de chapas medianas y gruesas. Este método destaca en la producción de soldaduras de alta calidad con penetración profunda y excelentes propiedades mecánicas. Para la soldadura SAW de aceros con bajo contenido en carbono, suelen seleccionarse alambres macizos como el H08A o el H08MnA debido a su composición química constante y a su mayor capacidad de alimentación.
Estos alambres suelen combinarse con fundentes de alto contenido en manganeso, alto contenido en silicio y bajo contenido en flúor, como HJ430, HJ431 o HJ433. Esta combinación optimiza la estabilidad del arco, mejora el desprendimiento de la escoria y favorece la formación de microestructuras de metal de soldadura de grano fino. El alto contenido de manganeso en el fundente compensa la pérdida de manganeso durante la soldadura, mientras que el silicio mejora la desoxidación y las propiedades mecánicas. El bajo contenido en flúor minimiza el riesgo de fisuración inducida por hidrógeno y reduce las emisiones de humos nocivos.
La industria está experimentando una tendencia creciente hacia el uso de fundentes sinterizados, que ofrecen un mayor control sobre la composición química y las características de la soldadura. Algunos fundentes sinterizados avanzados incorporan polvo de hierro, lo que permite una técnica revolucionaria conocida como soldadura unilateral con formación de doble cara. Este enfoque innovador utiliza materiales de soporte especialmente diseñados, lo que da lugar a soldaduras estéticamente agradables que parecen soldadas por ambos lados. Esta técnica no sólo realza el atractivo visual, sino que también mejora significativamente la eficacia de la soldadura al reducir la necesidad de reposicionamiento o de múltiples pasadas.
Para obtener una visión general de los materiales de soldadura más utilizados para la soldadura por arco sumergido de aceros con bajo contenido en carbono, incluidas las combinaciones hilo-flujo y sus aplicaciones específicas, consulte la Tabla 5-1 a continuación. Esta tabla proporciona una valiosa orientación para seleccionar los consumibles de soldadura óptimos en función de factores como el espesor de la chapa, el diseño de la unión y las propiedades mecánicas deseadas.
(4) Soldadura manual con gas inerte de tungsteno (TIG)
En aplicaciones estructurales críticas, especialmente al soldar juntas a tope de tubos de acero con bajo contenido en carbono, es primordial conseguir estructuras de soldadura de penetración total. Muchas instalaciones industriales emplean soldadura TIG manual para la pasada de raíz, seguida de una combinación de soldadura por arco metálico protegido (SMAW) y soldadura TIG para el relleno y el taponado. Alternativamente, algunas operaciones confían exclusivamente en la soldadura TIG manual durante todo el proceso, garantizando un control preciso y unos resultados de alta calidad.
Al realizar soldaduras TIG en aceros con bajo contenido en carbono, es imprescindible utilizar un alambre de aportación específico para minimizar las variaciones en la composición química y garantizar unas propiedades mecánicas uniformes en la soldadura. Para aceros como el 20, 20g y 20R, el material de aportación H08Mn2SiA suele ser adecuado, ya que ofrece un equilibrio óptimo de resistencia y ductilidad. El gas de protección utilizado en la soldadura TIG, normalmente argón (Ar), debe mantener una pureza mínima de 99,99% para evitar la contaminación y garantizar la integridad de la soldadura.
Aunque la soldadura TIG es muy eficaz para aplicaciones de acero con bajo contenido en carbono, pueden emplearse otros métodos de soldadura en función de los requisitos específicos del proyecto:
En la fabricación de calderas y recipientes a presión se utiliza una amplia gama de técnicas de soldadura y sus combinaciones. La selección de estos métodos se basa en factores como el espesor del material, la configuración de la unión, la accesibilidad, el volumen de producción y los requisitos de códigos específicos. Algunas técnicas avanzadas son:
La elección del método de soldadura es fundamental para garantizar la integridad estructural, cumplir las normas reglamentarias y optimizar la eficacia de la producción en la fabricación de calderas y recipientes a presión.
Tabla 5-1: Ejemplos de materiales de soldadura utilizados habitualmente para el soldeo de aceros con bajo contenido en carbono
| Grado de acero. | El modelo (marca) de electrodo de soldadura utilizado para la soldadura por arco. | Hilo de soldadura para CO2 soldadura con gas de protección. | Fundentes para soldadura por arco sumergido /Hilo de soldadura | ||
| Estructura general. | Estructura importante o compleja. | Alambre de soldadura de núcleo sólido. | Hilo de soldadura tubular. | ||
| Q235A Q235B Q235C | E4303 (J422) | E315(J427) E4316(J426) | ER49-1(H08Mn2SiA) | EF01-5020 | HJ401-H08A(HJ431) /H08MnA |
| 08 10 15 20 | E4303 (J422) | E4315(J427) E4316 (J426) | ER49-1(H08Mn2SiA) | EF01-5020 | HJ401-H08A(HJ431) /H08MnA |
| 20g 20R 22g | E4303 (J422) | E4315(J427) E4316(J426) | ER50-3 | EF01-5020 | HJ401-H08A(HJ431) /H08MnA o H08MnSi |
(1) Preparación previa a la soldadura
La preparación previa a la soldadura incluye los siguientes aspectos:
1) Preparación de la ranura.
La preparación de la ranura debe realizarse con métodos de trabajo en frío, pero también pueden utilizarse métodos de trabajo en caliente. El ranura de soldadura debe mantenerse plana sin defectos como grietas, delaminación o inclusión de escoria.
Las dimensiones deben ajustarse a los planos o a las especificaciones del proceso de soldadura. La superficie y ambos lados de la ranura (10 mm para la soldadura por arco con electrodo, 20 mm para la soldadura por arco sumergido) deben limpiarse a fondo de agua, óxido, aceite, escoria y otras impurezas nocivas.
2) Los electrodos de soldadura y el fundente deben secarse y mantenerse calientes de acuerdo con la normativa. El alambre de soldadura debe limpiarse de aceite, óxido y otras impurezas.
3) Precalentamiento
Generalmente soldadura de acero al carbono no requiere medidas de proceso especiales. Sin embargo, en condiciones invernales frías, el junta de soldadura se enfría rápidamente, aumentando la tendencia al agrietamiento. Esto es especialmente cierto en el caso de estructuras rígidas con grandes espesor de soldadura.
Para evitar la formación de grietas, precalentamiento antes de soldar, el mantenimiento de la temperatura entre capas durante la soldadura, y pueden adoptarse medidas posteriores al calentamiento. El sitio temperatura de precalentamiento puede determinarse basándose en los resultados de las pruebas y en las normas pertinentes. La temperatura de precalentamiento puede variar para diferentes productos, como se muestra en la Tabla 5-2 y la Tabla 5-3.
Tabla 5-2: Temperatura de precalentamiento para estructuras rígidas comunes de acero bajo en carbono
| Calidad del acero | Espesor del material (mm). | Temperatura de precalentamiento (°C). |
| Q235,08,10, 15, 20 | ≈50 | |
| 50~90 | >100 | |
| 25, 20g,22g, 20R | ≈40 | >50 |
| >60 | >100 |
Tabla 5-3: Temperatura de precalentamiento para baja emisión de carbono Soldadura del acero en entornos de baja temperatura
| Temperatura ambiente (°C) | Espesor de la pieza soldada (mm) | Temperatura de precalentamiento (°C). | |
| Vigas, pilares y andamios. | Tuberías y contenedores. | ||
| Por debajo de -30°C | <30 | <16 | 100~150 |
| Por debajo de -20°C | 17~30 | ||
| Por debajo de -10°C | 35~50 | 31~40 | |
| Por debajo de 0°C | 51~70 | 51~50 | |
4) Soldadura de posicionamiento
La soldadura de posicionamiento se refiere a la soldadura realizada para ensamblar y fijar las posiciones de varias piezas en el componente soldado. La soldadura resultante se denomina soldadura de posicionamiento. Para la soldadura de posicionamiento debe utilizarse el mismo material de soldadura que para la costura soldada, y debe aplicarse el mismo proceso de soldadura.
La soldadura de posicionamiento debe estar libre de grietas; de lo contrario, debe retirarse y volver a soldarse. Los extremos de la soldadura de posicionamiento que se funden en la soldadura permanente deben ser fáciles de formar un arco. Si hay porosidad o inclusiones de escoria, deben eliminarse.
(2) Requisitos de soldadura
Los requisitos de soldadura son los siguientes:
1) Los soldadores deben realizar la soldadura de acuerdo con los requisitos de los planos, los documentos de proceso y las normas técnicas.
2) El cebado del arco debe realizarse en la placa de apoyo o dentro de la ranura, y está prohibido el cebado del arco en zonas que no sean de soldadura. Al extinguir el arco, se debe rellenar el cráter.
3) La temperatura entre capas debe controlarse dentro del intervalo especificado durante el proceso de soldadura. Cuando se precalienta la pieza, la temperatura entre capas no debe ser inferior a la temperatura de precalentamiento.
4) Cada soldadura debe completarse en una operación continua, y deben evitarse las interrupciones en la medida de lo posible.
5) Los requisitos de forma, dimensiones y aspecto de la superficie de soldadura deben cumplir las normas pertinentes.
6) La superficie de la soldadura debe estar libre de grietas, porosidad, cráteres e inclusiones visibles de escoria. Deben eliminarse la escoria de la soldadura y las salpicaduras de ambos lados. La transición entre la soldadura y el material base debe ser suave. La socavación en la superficie de la soldadura no debe superar los requisitos de las normas pertinentes.
El acero de carbono medio, con un contenido de carbono que oscila entre 0,30% y 0,60%, presenta características de soldabilidad variables. En el extremo inferior de este rango (wC ≈ 0,30%) y con un contenido moderado de manganeso, el acero demuestra una buena soldabilidad. Sin embargo, la soldabilidad se deteriora progresivamente a medida que aumenta el contenido de carbono.
En el caso de los aceros con un contenido de carbono cercano a 0,50%, el empleo de procesos estándar de soldadura de aceros con bajo contenido de carbono puede conducir a la formación de estructuras martensíticas frágiles en la zona afectada por el calor (ZAT), lo que aumenta significativamente el riesgo de fisuración. Esta susceptibilidad se extiende al propio metal de soldadura si no se controlan cuidadosamente los parámetros de soldadura y la selección del material de aportación. Durante la soldadura, se produce una dilución sustancial del metal base, lo que eleva los niveles de impurezas y aumenta la probabilidad de agrietamiento por solidificación (en caliente), especialmente cuando el contenido de azufre no está estrictamente regulado. Estas grietas calientes son más frecuentes en la región del cráter de soldadura.
La propensión a los defectos de soldadura en los aceros con contenido medio de carbono no se limita a la fisuración. A medida que aumenta el contenido de carbono, el acero se vuelve cada vez más susceptible a la formación de porosidad, lo que exige un control estricto de los parámetros de soldadura y de la pureza del gas de protección.
Los aceros semiduros al carbono se utilizan tanto en componentes estructurales de alta resistencia como en piezas mecánicas y herramientas resistentes al desgaste. Cuando se utilizan para componentes mecánicos, el objetivo suele ser lograr una dureza y una resistencia al desgaste óptimas en lugar de maximizar la resistencia. En ambos casos, las propiedades deseadas suelen conseguirse mediante procesos de tratamiento térmico cuidadosamente diseñados.
La soldadura de componentes tratados térmicamente presenta retos únicos. Deben aplicarse medidas preventivas para mitigar la formación de grietas, como el precalentamiento, el control de las temperaturas entre pasadas y la selección adecuada de los consumibles de soldadura. Es crucial reconocer que el aporte de calor de la soldadura puede provocar un reblandecimiento localizado en la ZAT, lo que puede comprometer el rendimiento del componente. Para restaurar las propiedades mecánicas de la ZAT y garantizar un rendimiento uniforme en toda la unión soldada, suele ser necesario un tratamiento térmico posterior a la soldadura (PWHT).
El éxito de la soldadura de aceros al carbono medios requiere un enfoque global, que incluya:
Si se gestionan cuidadosamente estos factores, es posible producir soldaduras de alta calidad en aceros al carbono medios que mantengan las propiedades mecánicas deseadas y la integridad estructural del componente.
(1) Soldadura por arco metálico con protección (SMAW) para acero al carbono medio
La soldadura por arco metálico con protección (SMAW) es el método de soldadura predominante para el acero medio al carbono, a pesar de su escasa soldabilidad inherente. Este tipo de acero, utilizado principalmente en la fabricación de piezas mecánicas, requiere técnicas de soldadura específicas para garantizar la integridad y el rendimiento de la unión.
La selección del electrodo es crucial en SMAW para aceros de carbono medio. Cuando la resistencia del metal de soldadura debe coincidir con la del metal base, los electrodos de grado equivalente son esenciales. Sin embargo, pueden utilizarse electrodos de menor resistencia cuando no se requiere una resistencia equivalente, lo que ofrece flexibilidad en el diseño de la soldadura y reduce potencialmente los costes.
Los electrodos de bajo contenido en hidrógeno son muy recomendables para aplicaciones SMAW de acero al carbono medio debido a sus propiedades superiores:
Estas características mejoran significativamente la calidad de la soldadura y reducen el riesgo de defectos en uniones de acero al carbono medio.
En determinados casos, pueden emplearse electrodos de titanio y hierro o de titanio y calcio. Sin embargo, su uso requiere estrictos controles del proceso:
Para aplicaciones especializadas, los electrodos de acero inoxidable austenítico al cromo-níquel ofrecen ventajas únicas en el soldeo de aceros al carbono medios:
La selección de los electrodos adecuados (ejemplos mostrados en la Tabla 5-4) debe basarse en la aplicación específica, los requisitos de propiedades mecánicas y las condiciones de soldadura. También deben tenerse en cuenta factores como el diseño de la unión, el espesor de la chapa y el entorno de servicio para optimizar el proceso de soldadura y garantizar la longevidad y fiabilidad de la estructura soldada.
Tabla 5-4: Ejemplos de electrodos de acero al carbono medio
| Calidad del acero | Electrodos de soldadura | ||
| Componentes que requieren igual resistencia. | Componentes que no requieren la misma resistencia | En situaciones especiales. | |
| 35,ZG270-500 | 506,J507,J556,J557 | J422, J423, J425,J427 | A102, A302, A307, A402, A07 |
| 45, ZG310-570 | J556,J557, J606, J607 | J422,J423,J426J427,J506,J507 | |
| 55, Z310-610 | J606,J607 | ||
(2) Otros métodos de soldadura
Se pueden emplear varias técnicas de soldadura para el acero al carbono medio, y la selección depende principalmente de las especificaciones del diseño, las propiedades del material y los requisitos del proyecto. La soldadura por arco metálico con gas (GMAW), comúnmente conocida como soldadura con gas CO2, es una opción versátil que ofrece una alta productividad y una excelente calidad de soldadura.
Cuando se utiliza soldadura con gas de protección de CO2 para acero de carbono medio, la elección del metal de aportación es crucial. Con frecuencia se emplean alambres de acero de grados 30 y 35, con aleaciones específicas como H08Mn2SiA, H04Mn2SiTiA y H04MnSiAlTiA, que son opciones populares. Estos alambres están diseñados para ofrecer unas propiedades mecánicas óptimas y una composición química compatible con los aceros de carbono medio.
La selección del hilo de soldadura adecuado debe basarse en varios factores:
Es esencial consultar a expertos en soldadura, las recomendaciones de los fabricantes y los códigos de soldadura pertinentes (por ejemplo, AWS D1.1 para acero estructural) a la hora de seleccionar el hilo de soldadura óptimo. Además, la realización de pruebas de cualificación del procedimiento de soldadura puede ayudar a validar el hilo elegido y los parámetros de soldadura para la aplicación específica.
(1) Preparación previa a la soldadura
Los siguientes preparativos son fundamentales para garantizar unos resultados de soldadura de alta calidad:
1) Acondicionamiento del electrodo: Los electrodos de soldadura deben secarse adecuadamente y mantenerse a la temperatura especificada antes de su uso. Este proceso, conocido como acondicionamiento del electrodo, elimina la humedad y evita la fragilización por hidrógeno en la soldadura.
2) Preparación de la superficie: Limpie a fondo la zona de soldadura para eliminar todos los defectos, óxido, aceite, humedad y otros contaminantes. Para la soldadura por puntos, asegúrese de que las dimensiones del cordón de soldadura son adecuadas para mantener la integridad de la unión. La preparación adecuada de la superficie es esencial para conseguir uniones metalúrgicas fuertes y minimizar los defectos de soldadura.
3) Gestión térmica:
a) Precalentamiento: En el caso de los aceros de carbono medio, suele ser necesario el precalentamiento. Este proceso reduce la velocidad de enfriamiento en la soldadura y la zona afectada por el calor (ZAT), evitando la formación de martensita, mejorando la ductilidad de la unión y minimizando las tensiones residuales.
b) Control de la temperatura entre pasadas: Durante la soldadura multipasada, mantener la temperatura entre pasadas igual o superior a la temperatura de precalentamiento inicial. Esto garantiza unas condiciones térmicas constantes durante todo el proceso de soldadura.
La temperatura de precalentamiento viene determinada por varios factores:
Como pauta general:
La temperatura de precalentamiento debe aumentarse a medida que aumenta el equivalente de carbono, aumenta el espesor de la unión o cuando se utilizan electrodos con mayor potencial de hidrógeno. Consulte siempre los procedimientos y normas de soldadura específicos del material para conocer los requisitos precisos de precalentamiento.
(2) Requisitos de soldadura
Al soldar acero al carbono medio, es crucial emplear técnicas específicas para garantizar una integridad de la unión y unas propiedades mecánicas óptimas. El enfoque recomendado consiste en utilizar un cordón de soldadura estrecho y el modo de transferencia de cortocircuito en la soldadura por arco metálico con gas (GMAW) o el método de soldadura por arco corto. Para las soldaduras multicapa, es esencial un proceso estratégico de estratificación.
Las capas iniciales deben depositarse utilizando electrodos de pequeño diámetro (normalmente 0,8-1,0 mm) y baja corriente de soldadura (alrededor de 100-150 A) para minimizar el aporte de calor y reducir la profundidad de fusión en el metal base, garantizando al mismo tiempo una penetración completa. Esta técnica ayuda a controlar la zona afectada por el calor (ZAC) y mitiga el riesgo de agrietamiento inducido por hidrógeno.
Para las capas intermedias, puede aplicarse una mayor energía de hilo para aumentar la velocidad de deposición y mejorar la eficacia. Esto puede implicar aumentar la corriente a 180-250 A, dependiendo del grosor del material y de la configuración de la unión. Sin embargo, hay que tener cuidado de mantener una temperatura entre pasadas adecuada, normalmente entre 150-200 °C, para evitar una acumulación excesiva de calor.
La pasada final o las pasadas múltiples deben lograr una fusión completa con el metal de soldadura depositado previamente. Esta práctica tiene un doble propósito: garantiza la integridad estructural y actúa como un tratamiento de revenido in situ para la zona afectada por el calor de la soldadura original, especialmente en el metal base adyacente a la línea de fusión.
Este efecto de revenido es crucial, ya que ayuda a reducir la dureza y la fragilidad en la ZAT al promover la transformación de martensita frágil en martensita templada o bainita más dúctil. En consecuencia, este proceso disminuye significativamente la susceptibilidad al agrietamiento en frío y mejora la tenacidad general de la unión soldada antes de cualquier tratamiento térmico posterior a la soldadura (PWHT).
Para mejorar aún más la calidad de la soldadura, considere la posibilidad de aplicar precalentamiento (normalmente 150-250°C para aceros al carbono medios) y controlar las velocidades de enfriamiento mediante una gestión adecuada de la temperatura entre pasadas. Estas prácticas, combinadas con la técnica de estratificación descrita, crean un procedimiento de soldadura robusto que minimiza las tensiones residuales y optimiza las propiedades mecánicas de las soldaduras de acero al carbono medio.
(3) Tratamiento térmico posterior a la soldadura
El tratamiento térmico posterior a la soldadura (PWHT) es un proceso crítico en la fabricación de soldaduras, especialmente para aceros de alta resistencia y estructuras complejas. El tratamiento térmico de alivio de tensiones se realiza preferentemente inmediatamente después de la soldadura, especialmente en el caso de componentes de sección gruesa, estructuras rígidas y conjuntos sometidos a condiciones de funcionamiento severas, como cargas dinámicas o de impacto. El intervalo de temperatura óptimo para el tratamiento térmico de alivio de tensiones suele situarse entre 600°C y 650°C, dependiendo la temperatura específica de la composición del material y de los parámetros de soldadura.
Si el alivio inmediato de tensiones no es factible debido a limitaciones operativas, debe realizarse un post-calentamiento para facilitar la difusión del hidrógeno desde el metal de soldadura y la zona afectada por el calor (ZAT). Este proceso, conocido como horneado de hidrógeno, ayuda a mitigar el riesgo de agrietamiento inducido por hidrógeno (HIC). La temperatura de postcalentamiento para la eliminación del hidrógeno puede diferir de la temperatura de precalentamiento y debe determinarse en función de factores como el espesor del material, el contenido de hidrógeno y las condiciones ambientales. Normalmente, las temperaturas entre 200°C y 400°C (392°F y 752°F) son eficaces para la difusión del hidrógeno en la mayoría de los aceros.
La duración del aislamiento post-calentamiento es crucial para el alivio efectivo de tensiones y la eliminación de hidrógeno. Una pauta general es mantener la temperatura de postcalentamiento durante aproximadamente 1 hora por cada 10 mm (0,4 pulgadas) de espesor de material. Sin embargo, puede ser necesario ajustar esta duración en función de la aleación específica, el proceso de soldadura y la configuración de la unión. Para geometrías complejas o soldaduras de varias pasadas, pueden ser necesarios tiempos de mantenimiento más largos o procesos de enfriamiento escalonados para garantizar una distribución uniforme de la temperatura y un alivio óptimo de la tensión en toda la estructura soldada.
Es importante tener en cuenta que la velocidad de enfriamiento tras el PWHT debe controlarse cuidadosamente, no superando normalmente los 150°C (302°F) por hora para secciones gruesas, con el fin de evitar la formación de nuevas tensiones residuales. Además, la documentación adecuada del proceso de PWHT, incluidos los perfiles tiempo-temperatura, es esencial para garantizar la calidad y el cumplimiento de las normas del sector, como ASME BPVC Sección IX o AWS D1.1.
El acero con alto contenido de carbono, definido como el acero con un contenido de carbono (wC) superior a 0,6%, engloba el acero estructural con alto contenido de carbono, el acero de fundición con alto contenido de carbono y el acero al carbono para herramientas. El elevado contenido de carbono, en comparación con el acero de carbono medio, aumenta significativamente la propensión a formar martensita de alto carbono dura y quebradiza durante los procesos de soldadura.
Esta característica se traduce en una mayor susceptibilidad al agrietamiento por enfriamiento rápido y a la sensibilidad general al agrietamiento, lo que compromete gravemente la soldabilidad. En consecuencia, el acero con alto contenido en carbono rara vez se emplea en estructuras soldadas. En cambio, sus principales aplicaciones se encuentran en componentes que requieren una gran dureza o resistencia al desgaste, herramientas especializadas y determinadas aplicaciones de fundición.
Comúnmente denominados acero para herramientas o acero fundido, estos materiales se sueldan principalmente con fines de reparación más que de fabricación. Para conseguir la dureza y la resistencia al desgaste deseadas, los componentes de acero con alto contenido en carbono suelen someterse a procesos de tratamiento térmico, sobre todo de temple y revenido.
Para mitigar los riesgos de fisuración durante la soldadura, se suele emplear un tratamiento térmico en dos etapas:
Al soldar acero con alto contenido en carbono, es necesario tomar precauciones adicionales:
Siguiendo estos procedimientos de soldadura y protocolos de tratamiento térmico especializados, se pueden gestionar eficazmente los retos inherentes a la soldadura de acero con alto contenido en carbono, lo que permite realizar con éxito las operaciones de reparación manteniendo las propiedades mecánicas deseables del material.
El acero con alto contenido en carbono, caracterizado por su escasa soldabilidad, se utiliza principalmente en aplicaciones que exigen una gran dureza o resistencia al desgaste, como piezas, componentes y herramientas especializados. La técnica de soldadura más utilizada para el acero con alto contenido en carbono es la soldadura por arco metálico protegido (SMAW) con electrodos específicos.
La selección de los materiales de soldadura depende de varios factores, como el contenido de carbono del acero, el diseño de la pieza y los requisitos operativos. Es importante tener en cuenta que conseguir unas propiedades de la unión soldada idénticas a las del material base es todo un reto. Los aceros con alto contenido en carbono suelen presentar resistencias a la tracción superiores a 675 MPa.
A la hora de seleccionar los materiales de soldadura, las especificaciones de diseño del producto desempeñan un papel crucial. Para aplicaciones que requieren una gran resistencia, se suelen emplear electrodos como el E7015-D2 (J707) o el E6015-D2 (J607). Estos electrodos ofrecen un buen equilibrio entre resistencia y soldabilidad para aceros con alto contenido en carbono.
En situaciones en las que la alta resistencia no sea una preocupación primordial, pueden utilizarse electrodos E5016 (J506) o E5015 (J507). Alternativamente, pueden seleccionarse electrodos de acero de baja aleación o metales de aportación con grados de resistencia comparables. Independientemente de la elección específica, todos los materiales de soldadura deben ser del tipo de bajo hidrógeno para minimizar el riesgo de agrietamiento inducido por hidrógeno, un problema común en la soldadura de acero con alto contenido en carbono.
Para aplicaciones especializadas o cuando se trata de condiciones de soldadura especialmente difíciles, pueden emplearse electrodos de acero inoxidable austenítico al cromo-níquel. Entre ellos se encuentran los grados E308-16 (A102), E308-15 (A107), E309-16 (A302) y E309-15 (A307). Aunque el precalentamiento no suele ser necesario cuando se utilizan estos electrodos, se recomienda en materiales de gran rigidez para reducir el riesgo de agrietamiento y mejorar la calidad general de la soldadura.
El proceso de soldadura de aceros con alto contenido en carbono a menudo implica consideraciones adicionales, como velocidades de enfriamiento controladas y tratamiento térmico posterior a la soldadura para gestionar las tensiones residuales y mantener las propiedades mecánicas deseadas. El almacenamiento y la manipulación adecuados del electrodo también son fundamentales para garantizar un bajo contenido de hidrógeno y un rendimiento óptimo de la soldadura.
(1) Preparación previa a la soldadura:
Los siguientes preparativos son cruciales antes de soldar acero con alto contenido en carbono:
1) El recocido del acero con alto contenido en carbono es esencial antes de la soldadura para reducir las tensiones internas y mejorar la soldabilidad.
2) Cuando se utilizan electrodos de acero estructural, el precalentamiento es obligatorio. La temperatura de precalentamiento recomendada es de 250-350°C. Mantenga esta temperatura como temperatura entre pasadas durante todo el proceso de soldadura para evitar el choque térmico y reducir el riesgo de agrietamiento.
3) El acondicionamiento adecuado de los electrodos es fundamental. Seque los electrodos de acuerdo con las especificaciones del fabricante y almacénelos en un entorno de temperatura controlada (caja o tubo de conservación del calor) para evitar la absorción de humedad, que puede provocar la fragilización por hidrógeno.
4) Limpie a fondo la superficie de la pieza de trabajo, asegurándose de que está libre de humedad, aceite, óxido, cascarilla u otros contaminantes. Este paso es crucial para conseguir soldaduras de alta calidad y evitar defectos.
(2) Requisitos de soldadura:
Aplique las siguientes medidas durante el proceso de soldadura:
1) Adoptar técnicas especializadas similares a las utilizadas para el acero al carbono medio:
2) Utilizar el método de prepiling: depositar una fina capa de metal de soldadura en la ranura antes de proceder a las pasadas de soldadura principales. Esta técnica ayuda a controlar la velocidad de enfriamiento y reduce el riesgo de agrietamiento.
3) Para soldaduras de gran rigidez y sección gruesa, aplicar técnicas de reducción de tensiones:
(3) Tratamiento térmico posterior a la soldadura:
Inmediatamente después de la soldadura, someter la pieza a un tratamiento térmico de alivio de tensiones:
Nota: Puede ser necesario ajustar los parámetros específicos de precalentamiento, soldadura y tratamiento térmico posterior a la soldadura en función de la composición exacta del acero con alto contenido en carbono, el grosor de la pieza de trabajo y la aplicación de soldadura específica. Consulte siempre los códigos y normas de soldadura pertinentes para conocer los requisitos precisos.
(1) Ejemplo de soldadura de acero con bajo contenido en carbono mediante arco metálico protegido
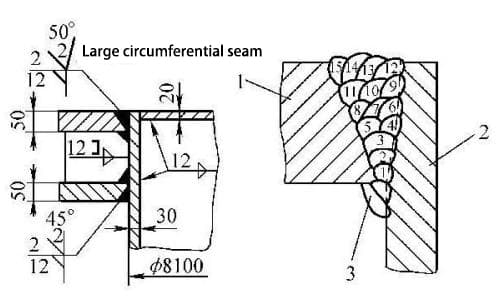
En una empresa de fabricación de maquinaria química, se fabricó un condensador para la producción de dióxido de azufre utilizando acero al carbono 20R con un espesor de chapa de 8 mm. El cordón de soldadura longitudinal del cuerpo cilíndrico era una unión a tope con una ranura en forma de V, y el proceso de soldadura utilizado era soldadura por arco metálico protegido. Consulte el procedimiento de soldadura en la Tabla 5-5.
Tabla 5-5: Tarjeta de Proceso de Soldadura para Junta de Soldadura por Arco de Electrodo
| Tarjeta de proceso de soldadura para la soldadura de juntas | Número: | ||
| Material base: | Material de base: | 20R | 20R |
| Grosor del material base: | 8 mm | 8 mm | |
| Posición de soldadura: | Soldadura plana | ||
| Técnica de soldadura: | Cordón de soldadura recto | ||
| Temperatura de precalentamiento: | Temperatura ambiente | ||
| Temperatura de paso | 150℃ | ||
| Secuencia de soldadura | |||
| 1 | Comprobar las dimensiones de las ranuras y la calidad de la superficie. | ||
| 2 | Limpie la ranura y elimine cualquier resto de aceite o suciedad cerca de ella. | ||
| 3 | Realizar la soldadura por puntos desde el exterior utilizando la técnica de soldadura de la primera capa, con una longitud de 30-50mm. | ||
| 4 | Soldar las capas interiores, 1ª a 3ª. | ||
| 5 | Utilice un ranurado por aire con arco de carbono para limpiar la raíz desde el exterior y, a continuación, esmerilar con una muela. | ||
| 6 | Soldar la capa exterior. | ||
| 7 | Limpie las salpicaduras después de soldar. | ||
| 8 | Realice una inspección visual. | ||
| 9 | Realizar ensayos no destructivos. | ||
Parámetros de las especificaciones de soldadura
| Número de pases | Método de soldadura | Grado del material de soldadura | Especificación del material de soldadura | Tipo de corriente y polaridad | Corriente de soldadura/A | Tensión de arco/V | Velocidad de soldadura (mm/longitud) | Observaciones |
| 1 | SMAW | J427 | 3.2 | DCEP | 90~120 | 22~24 | 90~130 | |
| 2~4 | SMAW | J427 | 4 | DCEP | 140~170 | 22~24 | 140~180 |
(2) Soldadura manual TIG para el cierre inferior y soldadura por arco con electrodo para el relleno y la soldadura de la cubierta del ejemplo de acero con bajo contenido de carbono.
Utilizando el mismo equipo mencionado anteriormente, la costura de cierre del cuerpo del cilindro, con un diámetro de sólo ϕ616mm, requiere una junta totalmente penetrada.
La fábrica adoptó la soldadura TIG para el cierre inferior y la soldadura por arco con electrodo para el relleno y la tapa, como se muestra en el proceso de soldadura de la Tabla 5-6.
| Tarjeta de proceso de soldadura de juntas | Número | ||||
| Material base: | Material de base: | 20R | 20R | ||
| Grosor del material base: | 8 mm | 8 mm | |||
| Posición de soldadura: | Soldadura plana | ||||
| Técnica de soldadura: | Cordón de soldadura recto | ||||
| Temperatura de precalentamiento: | Temperatura ambiente | ||||
| Temperatura de paso: | ≤150℃ | ||||
| Diámetro de la boquilla | 16 mm | Gas de protección | Ar | ||
| Diámetro del electrodo de wolframio | 2,5 mm | Parte delantera Parte trasera | Parte delantera | 8~10 | |
| Parte trasera | |||||
| Secuencia de soldadura | |
| 1 | Comprobar las dimensiones de las ranuras y la calidad de la superficie. |
| 2 | Limpie la ranura y elimine cualquier resto de aceite o suciedad cerca de ella. |
| 3 | Realice la soldadura por puntos desde el exterior utilizando la técnica de soldadura de la primera capa, con una longitud de 10-15 mm. |
| 4 | Suelde la 1ª y 2ª pasadas utilizando una boquilla de 20 mm, y cambie a una boquilla de 25 mm para las pasadas restantes. Para evitar el desgarro laminar en la placa lateral, el hilo no debe oscilar durante la soldadura de las pasadas 4ª, 6ª, 9ª y 12ª, y debe inclinarse hacia la placa lateral. El espesor de cada pasada debe controlarse dentro de los 5 mm. |
| 5 | Limpie las salpicaduras después de soldar. |
| 6 | Realice una inspección visual. |
| 7 | Realizar ensayos no destructivos. |
Parámetros de las especificaciones de soldadura
| Canal de capas | método de soldadura | Grado del material de soldadura | Especificaciones del material de soldadura | Tipo de corriente y polaridad | Corriente de soldadura/A | Tensión de arco/V | Velocidad de soldadura/[mm/min (pieza)]. |
| 1 | GTAW | H10MnSi | Φ2.5 | DCEN | 90~120 | 10-11 | 50-80 |
| 2 | SMAW | J427 | Φ4 | DCEP | 140-170 | 22-24 | 140-180 |
| 3 | SMAW | J427 | Φ5 | DCEP | 170-210 | 22-24 | 150-200 |
(3) Ejemplo de soldadura con gas CO2 de acero con bajo contenido en carbono: Se trata de una cubierta de soporte para una turbina hidráulica, fabricada en acero Q235, mediante soldadura con gas de protección CO2. El hilo de soldadura utilizado es ER49-1 (H08Mn2SiA), con un diámetro de 1,6 mm. El proceso de soldadura se describe en la Tabla 5-7.
Tabla 5-7 Tarjeta de Proceso de Soldadura para Juntas de Soldadura con Gas Protector de Dióxido de Carbono
| Tarjeta de proceso de soldadura de juntas | Número: | |||
 | Material de base | Q235 | Q235 | |
| Espesor del material base | 30 mm | 50 mm | ||
| Posición de soldadura | Soldadura plana | |||
| Tecnología de soldadura | Cordón de soldadura recto | |||
| Temperatura de precalentamiento | Temperatura ambiente | |||
| Temperatura entre capas | ≤ 150 ℃ | |||
| Diámetro de la boquilla | Φ20mm Φ25mm | Gas protector | CO2 | |
| Caudal de gas L/ Min | Frente | 20-25 | ||
| Volver | ||||
| Secuencia de soldadura | |
| 1 | Inspeccionar las dimensiones de la ranura y la calidad de la superficie. |
| 2 | Limpia la ranura y cualquier suciedad o mancha de aceite que haya a su alrededor. |
| 3 | Realice la soldadura por puntos desde el exterior utilizando el proceso de soldadura de primera capa, con una longitud de 10-15 mm. |
| 4 | Para la primera y segunda pasadas, utilice una boquilla de 20 mm, y para el resto de pasadas, cambie a una boquilla más pequeña de 25 mm. Para evitar el desgarro de la capa en la placa lateral, el hilo de soldadura no debe oscilar al soldar las pasadas 4, 6, 9 y 12, y debe estar inclinado hacia la placa lateral. El espesor de cada pasada de soldadura debe controlarse dentro de los 5 mm. |
| 5 | Limpie las salpicaduras después de soldar. |
| 6 | Realice una inspección visual. |
| 7 | Realizar ensayos no destructivos. |
Parámetros de las especificaciones de soldadura
| Canal de capas | método de soldadura | Grado del material de soldadura | Especificaciones del material de soldadura | Corriente de soldadura/A | Tensión de arco/V | Caudal de gas (L/min) | Frecuencia de oscilación/(r/min) | Oscilación/mm |
| 1, 2 | Soldadura con gas CO2 | H08Mn2SiA | Φ1.6 | 250-300 | 28-30 | 20 | 50 | 4-6 |
| 4, 6, 9, 12 | Idem | Idem | Φ1.6 | 200-250 | 26-28 | 20 | – | – |
| el resto | Idem | Idem | Φ1.6 | 300-350 | 30-32 | 25 | 50 | 8-12 |
(1) Ejemplo de soldadura de acero medio al carbono mediante arco con electrodo
Soldadura del eje de acero 35# a la brida en un determinado astillero. Consulte el proceso de soldadura en la Tabla 5-8.
| Tarjeta de proceso de soldadura de juntas | Número | |||
Croquis de la articulación: 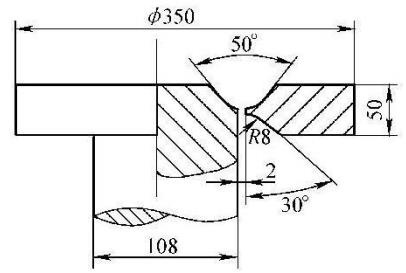 | Material de base: | 35 | 35 | |
| Grosor del material base: | 50 mm | 50 mm | ||
| Posición de soldadura: | Soldadura vertical | |||
| Técnica de soldadura: | Cordón de soldadura recto | |||
| Temperatura de precalentamiento: | 150~200℃ | |||
| Temperatura de paso: | 150~200℃ | |||
| Secuencia de soldadura y puntos clave: | |
| 1 | Inspeccione el tamaño y la calidad de la superficie de la ranura. |
| 2 | Elimine el aceite y demás suciedad de la ranura y sus alrededores. |
| 3 | Realizar soldaduras posicionales, con una longitud de 50 mm. |
| 4 | Coloque el eje montado en posición horizontal para soldar, y aplique la soldadura en posición vertical para facilitar la eliminación de la escoria. |
| 5 | Dividir la soldadura en 6 ó 4 secciones a lo largo de la circunferencia, utilizando un método de soldadura de salto para evitar deformaciones. |
| 6 | Al soldar la primera capa, la velocidad de desplazamiento debe ser lenta para evitar el adelgazamiento y la fácil rotura de la soldadura. |
| 7 | Al extinguir el arco, llene la fosa del arco para evitar que se agriete. |
| 8 | Antes de soldar la parte posterior, utilice una muela angular para rectificar la raíz de la soldadura, y suelde después de limpiar a fondo. |
| 9 | Realizar la inspección posterior a la soldadura de acuerdo con los requisitos. |
Parámetros de las especificaciones de soldadura
| Número de pases | Método de soldadura | Grado del material de soldadura | Especificación del material de soldadura | Corriente de soldadura/A | Tensión de arco/V | Caudal de gas/(L/min) | Frecuencia de oscilación/(r/min) | Observaciones |
| 1 | SMAW | J507 | 4.0 | DCEP | 140~170 | 22~24 | 100~140 | |
| Otros | SMAW | J507 | 4.0 | DCEP | 140~170 | 22~24 | 140~180 |
(2) Ejemplo de acero al carbono reparación de piezas mecánicas mediante soldadura por arco metálico protegido
Se encontró una grieta en el vástago del pistón (280 mm de diámetro) de un martillo neumático en cierta fábrica. Para repararla se utilizó soldadura por arco metálico protegido.
En primer lugar, se hizo una ranura en forma de U en la grieta, y se limpió a fondo la grieta. La temperatura de precalentamiento de la zona de soldadura se elevó a 150℃, y se utilizó un electrodo de soldadura J507 con un diámetro de φ3,2mm para soldar, con una corriente de soldadura de 100-120A.
Para evitar la deformación, se adoptó la soldadura alternante simétrica. Inmediatamente después de la soldadura, se realizó un revenido local mediante llama, calentando la soldadura y las zonas adyacentes hasta alcanzar un color rojo oscuro, y luego se dejó enfriar al aire. Tras un periodo de uso, el resultado de la soldadura fue muy bueno.
El acero de baja aleación es un tipo de acero en el que se añaden diversos elementos de aleación al acero al carbono, con una fracción de masa total no superior a 5%. Estos elementos de aleación se añaden para mejorar la resistencia, la plasticidad, la tenacidad, la resistencia a la corrosión, la resistencia al calor u otras propiedades especiales del acero.
Estos tipos de acero se han utilizado ampliamente en barcos, puentes, calderas, recipientes a presión, tuberías, equipos de energía convencional y nuclear, vehículos diversos, maquinaria pesada, industrias navales y de la construcción. En la actualidad se han convertido en los materiales estructurales más importantes de las grandes estructuras soldadas.
En cuanto a algunos aceros comunes de baja aleación utilizados en la producción de soldadura, tras considerar su rendimiento y aplicaciones, pueden dividirse a grandes rasgos en dos categorías. La primera categoría es el acero de alta resistencia, que se utiliza principalmente para piezas mecánicas y estructuras de ingeniería que deben soportar cargas estáticas y dinámicas en condiciones normales.
La segunda categoría son los aceros especiales, que se utilizan principalmente para piezas mecánicas y estructuras de ingeniería que trabajan en condiciones especiales. La gama de aceros de alta resistencia es muy amplia, y cualquier acero con una límite elástico σs ≥ 295MPa y una resistencia a la tracción σb ≥ 395MPa se denomina acero de alta resistencia.
Dentro de esta categoría, basándose en el nivel de límite elástico y el estado del tratamiento térmico, pueden clasificarse generalmente en tres tipos: aceros laminados en caliente y normalizados, aceros de bajo contenido en carbono y baja aleación. templado y revenido y aceros templados y revenidos de medio carbono.
El acero suministrado y utilizado en estado laminado en caliente o normalizado se denomina acero laminado en caliente y normalizado, que incluye el acero laminado en caliente y el acero normalizado. Este tipo de acero con un límite elástico de 295-490MPa incluye principalmente los aceros Q295-Q460 de GB/T 1591-2008 "Acero estructural de baja aleación y alta resistencia".
Los aceros de baja aleación con un límite elástico de 295-390MPa son en su mayoría aceros laminados en caliente, que alcanzan una gran resistencia gracias al efecto de refuerzo de la solución sólida del elemento de aleación manganeso.
Entre ellos, el Q345 es el acero de alta resistencia más utilizado en China. El Q345 puede dividirse a su vez en cinco grados de calidad, siendo el Q345A equivalente a la antigua designación 16Mn, y el Q345C equivalente a los aceros 16Mng y 16MnR utilizados para calderas y recipientes a presión.
Los aceros de baja aleación con un límite elástico superior a 390 MPa se utilizan generalmente en estado normalizado o normalizado y templado, como el Q420. Tras la normalización, los compuestos de carbono y nitruro precipitan de la solución sólida en forma de finas partículas. Esto no sólo aumenta la resistencia del acero, sino que también garantiza que contenga una cierta cantidad de elementos de aleación y trazas de elementos de aleación.
La diferencia de soldabilidad entre los aceros laminados en caliente y normalizados y los aceros al carbono radica principalmente en los cambios de la microestructura y las propiedades de la zona afectada por el calor, que son más sensibles al aporte de calor de soldadura. La tendencia al endurecimiento en la zona afectada por el calor aumenta, y son más susceptibles al agrietamiento inducido por hidrógeno.
Los aceros laminados en caliente y normalizados que contienen elementos formadores de carbono y nitruros también conllevan el riesgo de fisuración por recalentamiento. Sin embargo, en general, su soldabilidad es relativamente buena. Es necesario comprender las características y los patrones de soldabilidad de los diferentes tipos de aceros laminados en caliente y normalizados para desarrollar los procedimientos de soldadura correctos y garantizar calidad de soldadura.
(1) Cambios en la microestructura y las propiedades en la zona afectada por el calor de la soldadura
En función de la temperatura máxima alcanzada en la zona afectada por el calor de la soldadura, ésta puede dividirse en zona de fusión, zona de grano grueso, zona de grano fino, zona de transformación incompleta y zona de revenido. La microestructura y las propiedades de las distintas regiones de la zona afectada por el calor dependen de la composición química del acero y de las velocidades de calentamiento y enfriamiento durante la soldadura.
Si la velocidad de enfriamiento de la soldadura no se controla adecuadamente, las áreas locales de la zona afectada por el calor pueden sufrir enfriamiento o desarrollar estructuras frágiles, lo que reduce la resistencia a las grietas o la tenacidad. La zona de grano grueso y la zona de transformación incompleta son dos áreas débiles en la unión soldada.
Al soldar acero laminado en caliente, si el aporte térmico es demasiado elevado, la zona de grano grueso puede presentar un fuerte crecimiento del grano o la presencia de estructuras Widmanstätten, lo que reduce la tenacidad. Por el contrario, si el aporte térmico es demasiado bajo, puede aumentar la proporción de martensita en la zona de grano grueso, lo que reduce la tenacidad.
Al soldar acero normalizado, el rendimiento de la zona de grano grueso se ve afectado de forma más significativa por el aporte de calor de soldadura. Un aporte térmico de soldadura elevado puede provocar la formación de bainita gruesa en forma de listón o bainita superior en la zona de grano grueso, lo que reduce significativamente su tenacidad.
La zona de transformación incompleta en la zona afectada por el calor de la soldadura sufre fragilización durante el calentamiento de la soldadura. Controlar la velocidad de enfriamiento de la soldadura para evitar la formación de martensita frágil es una medida para prevenir la fragilización de la zona de transformación incompleta.
(2) Fragilización por deformación térmica
La fragilización por deformación térmica es un tipo de envejecimiento por deformación que se produce durante la soldadura bajo los efectos combinados del calor y la deformación. Está causada por la presencia de nitrógeno disuelto y es más pronunciada a temperaturas entre 200-400℃. Se produce principalmente en aceros con bajo contenido de carbono y aceros de baja aleación con menor resistencia que contienen nitrógeno disuelto.
Una medida eficaz para eliminar la fragilización por deformación térmica es realizar un tratamiento térmico posterior a la soldadura. Tras un recocido de alivio de tensiones a unos 600℃, la tenacidad del material puede recuperar su nivel original. Por ejemplo, tanto el Q345 como el Q420 (15MnVN) tienen tendencia a la fragilización por deformación térmica después de la soldadura. Sin embargo, tras un tratamiento de recocido a 600℃ durante 1 hora, la tenacidad vuelve a su nivel normal.
(3) Grietas de soldadura
1) Agrietamiento inducido por hidrógeno:
La fisuración inducida por hidrógeno en la soldadura se conoce comúnmente como fisuración en frío o fisuración retardada. Es el defecto de proceso más grave y, a menudo, la principal causa de fallo y fractura en estructuras soldadas. Las grietas inducidas por el hidrógeno en la soldadura de acero laminado en caliente y normalizado se producen principalmente en la zona afectada por el calor de la soldadura y, a veces, también en el metal de soldadura.
Entre los tres factores que contribuyen a la formación de grietas en frío, el relacionado con el material es la presencia de estructuras endurecidas. En los aceros laminados en caliente y normalizados, la adición de elementos de aleación aumenta la tendencia al endurecimiento en comparación con los aceros con bajo contenido en carbono. Por ejemplo, al soldar aceros Q345 y Q390, el enfriamiento rápido puede provocar la formación de estructuras de martensita endurecida y una mayor tendencia a la fisuración en frío.
Sin embargo, debido al equivalente de carbono relativamente bajo de los aceros laminados en caliente, la tendencia a la fisuración en frío no suele ser significativa. Pero en entornos de baja temperatura o para chapas de acero gruesas, deben tomarse medidas para prevenir la aparición de grietas en frío. En los aceros normalizados con mayor contenido de elementos de aleación, aumenta la tendencia al endurecimiento en la zona afectada por el calor de la soldadura.
En los aceros normalizados con niveles de resistencia y carbono equivalente más bajos, la tendencia a la fisuración en frío no es significativa. Sin embargo, a medida que aumentan el nivel de resistencia y el espesor de la chapa, también aumentan la templabilidad y la tendencia a la fisuración en frío. Es necesario controlar el aporte térmico de la soldadura, reducir el contenido de hidrógeno, precalentar y realizar a tiempo un tratamiento térmico posterior a la soldadura para evitar la aparición de grietas en frío.
2) Agrietamiento en caliente:
En comparación con los aceros al carbono, los aceros laminados en caliente y normalizados tienen un menor contenido de carbono (wC) y azufre (wS), y un mayor contenido de manganeso (wMn), lo que se traduce en una menor tendencia al agrietamiento en caliente. Sin embargo, a veces pueden producirse fisuras en caliente en el metal de soldadura, como en la raíz de las soldaduras por arco sumergido de varias pasadas o en soldaduras de alta dilución cerca de los bordes de las ranuras, en la producción de recipientes a presión de paredes gruesas.
El uso de materiales de soldadura con un mayor contenido de Mn y Si, la reducción del aporte de calor de soldadura, la reducción de la relación de fusión del metal base en la soldadura y el aumento del factor de forma de la soldadura (es decir, la relación entre la anchura y la altura de la soldadura) pueden ayudar a evitar el agrietamiento en caliente en el metal de soldadura.
Durante la soldadura de grandes estructuras de chapa gruesa, como en ingeniería naval, reactores nucleares y buques, si el acero se somete a un esfuerzo de tracción importante en la dirección del espesor, puede producirse un desgarro laminar a lo largo de la dirección de laminación del acero. Este tipo de grieta suele producirse en uniones angulares o en T que requieren una penetración total.
Para evitar el desgarro laminar, es importante seleccionar aceros resistentes al desgarro laminar, mejorar el diseño de las uniones para reducir la tensión y el esfuerzo en la dirección del espesor de la junta. chapa de acero. Además, el uso de materiales de soldadura de menor resistencia o de consumibles de soldadura de baja resistencia para la preparación de los bordes, y la aplicación de medidas de precalentamiento y de reducción de hidrógeno pueden ayudar a evitar el desgarro laminar, garantizando al mismo tiempo que el producto cumpla las especificaciones requeridas.
Los aceros laminados en caliente y normalizados pueden soldarse utilizando métodos de uso común como la soldadura por arco metálico protegido, la soldadura por arco metálico con gas, la soldadura por arco sumergido, la soldadura por arco con tungsteno inerte soldadura con gasy soldadura por arco con núcleo de fundente.
La elección específica del método de soldadura depende de la estructura del producto soldado, el grosor de la chapa, los requisitos de rendimiento y las condiciones de producción. La soldadura por arco metálico protegido, la soldadura por arco sumergido, la soldadura con hilo macizo y la soldadura con hilo tubular protegido con gas CO2 son los métodos de soldadura más utilizados.
Al seleccionar materiales de soldadura para aceros laminados en caliente y normalizados, la primera consideración debe ser garantizar que la resistencia, plasticidad y tenacidad del metal de soldadura cumplan los requisitos técnicos del producto.
Además, también deben tenerse en cuenta factores como la resistencia a la fisuración y la eficacia de la producción de soldadura.
1) Selección de los materiales de soldadura en función de los requisitos de rendimiento de la soldadura
Cuando se sueldan aceros laminados en caliente y normalizados, generalmente se recomienda elegir materiales de soldadura con una resistencia comparable a la del metal base. La tenacidad, plasticidad y resistencia del metal de soldadura deben considerarse de forma exhaustiva. Siempre que la resistencia real de la soldadura o de la unión soldada no sea inferior a los requisitos del producto, es aceptable.
2) Considerar la influencia de las condiciones del proceso al seleccionar los materiales de soldadura.
Factores como el diseño de la ranura y la junta, las técnicas de procesamiento posterior a la soldadura y otras condiciones del proceso también deben tenerse en cuenta a la hora de seleccionar los materiales de soldadura.
(2) Al seleccionar los materiales de soldadura, también debe tenerse en cuenta la influencia de las condiciones del proceso, como el diseño de la ranura y la junta, y las técnicas de procesamiento posterior a la soldadura.
1) Influencia del diseño de la ranura y la junta
Al soldar el mismo acero con el mismo material de soldadura, el rendimiento de la soldadura puede variar en función del diseño de la ranura. Por ejemplo, cuando se utiliza el fundente HJ431 para la soldadura por arco sumergido del acero Q345 sin bordes biselados, se funde una mayor cantidad de metal base en el metal de soldadura. En este caso, el uso de un alambre H08A de menor contenido de aleación con el fundente HJ431 puede satisfacer los requisitos de rendimiento mecánico de la soldadura.
Sin embargo, al soldar chapas gruesas de acero Q345 con bordes biselados, el uso de la misma combinación H08A-HJ431 puede dar lugar a una menor resistencia de la soldadura debido a una menor relación de fusión del metal base. En tales casos, se recomienda utilizar alambres con mayor contenido de aleación, como H08MnA o H10Mn2, en combinación con el fundente J431.
2) Influencia de las técnicas de tratamiento posterior a la soldadura
Cuando la unión soldada se somete a un posterior laminado en caliente o tratamiento térmico, es importante tener en cuenta el impacto de la exposición al calor a alta temperatura sobre las propiedades del metal de soldadura. El metal de soldadura debe seguir poseyendo la resistencia, plasticidad y tenacidad requeridas incluso después del tratamiento térmico.
En tales casos, deben elegirse materiales de soldadura con mayor contenido de aleación. Por otro lado, para las uniones soldadas que se someten posteriormente a laminación o estampación en frío, se requiere una mayor plasticidad del metal de soldadura.
(3) Para chapas gruesas, estructuras con gran restricción y aquellas propensas a la fisuración en frío, se recomienda utilizar materiales de soldadura de hidrógeno ultrabajo para mejorar la resistencia a la fisuración y reducir la temperatura de precalentamiento.
En el caso de chapas gruesas y soldaduras muy restringidas, la primera capa de la soldadura es la más susceptible de agrietarse. En tales casos, pueden elegirse materiales de soldadura con una resistencia ligeramente inferior pero buena plasticidad y tenacidad, como los tipos de bajo hidrógeno o ultrabajo hidrógeno.
(4) Para los casos críticos aplicaciones de soldaduraEn las aplicaciones de soldadura de alta resistencia, como las plataformas petrolíferas en alta mar, los recipientes a presión y los buques, donde la seguridad es de suma importancia, las soldaduras deben tener una excelente tenacidad al impacto y a la fractura a baja temperatura. Deben elegirse materiales de soldadura de alta tenacidad, como fundente de alta basicidad, hilos de alta tenacidad, electrodos, gases de protección de alta pureza y el uso de gases de protección mezclados Ar+CO2.
(5) Para mejorar la productividad, pueden utilizarse electrodos de polvo de hierro de alta eficacia, electrodos de gravedad, hilos tubulares de alta velocidad de deposición y fundentes de alta velocidad. En la soldadura vertical ascendente, pueden utilizarse electrodos de soldadura descendente.
(6) Para mejorar las condiciones de higiene, en las operaciones de soldadura en zonas poco ventiladas (como compartimentos de buques, recipientes a presión, etc.), es aconsejable utilizar electrodos de soldadura de bajo contenido en polvo y baja toxicidad.
Tabla 5-9: Ejemplos de soldaduras de uso común selección de materiales para aceros laminados en caliente y normalizados
| Calidad del acero | Varilla de soldadura tipo/grado | Soldadura por arco sumergido | Hilo de soldadura protegido con gas CO2 | |
| Alambre de soldadura | flujo | |||
| Q295 | E3XX tipo J2X | H08.HI0MnA | HJ431 SJ301 | H10MnSi H08Mn2Si |
| Q345 | Tipo E50XX/J50X | Junta a tope tipo I con biselado: Utilice el electrodo H08A. Placa de espesor medio con junta biselada Utilizar electrodo H08MnA o H10Mn2. Placa gruesa con junta biselada profunda Utilizar electrodo H0Mn2. | HJ431 | H08Mn2Si |
| HJ350 | ||||
| Q390 | Tipo E50XX / J50X Tipo E50XX-G / J55X | Junta a tope tipo I con biselado Utilizar electrodo H08MnA. Placa de espesor medio con junta biselada Utilizar electrodo H10Mn2 o H10MnSi. Placa gruesa con junta biselada profunda Utilizar electrodo H10MnMoA. | HJ431 | H08Mn2SiA |
| HJ250 HJ350 | ||||
| Calidad del acero | Tipo/grado de la varilla de soldadura | Soldadura por arco sumergido | CO2 hilo de soldadura blindado con gas | |
| Alambre de soldadura | Flux | |||
| Q420 | Tipo E60XX / J55X, J60X | H08Mn2MoA H04MnVTiA | HJ431 HJ350 | – |
| 8MnMoNb | Tipo E70XX / J60X, J707Nb | H08MN2MoA H08Mn2MoVA | HJ431 HJ350 | – |
| X60 | E4311/J425XG | H08Mn2MoVA | HJ431 SJ101 | – |
(1) Preparación previa a la soldadura
La preparación previa a la soldadura incluye principalmente la preparación de los biseles, el tratamiento de secado de los materiales de soldadura, el precalentamiento y el control de la temperatura entre pasadas, y la soldadura de posicionamiento.
1) Preparación de los biseles.
En el caso de los aceros laminados en caliente y normalizados, los biseles pueden prepararse mediante trabajo en frío y métodos de corte térmico, como el cizallado, corte con gascorte por plasma, etc. En el caso de los aceros de alta resistencia, aunque puede formarse una capa endurecida en el borde durante el corte térmico, ésta puede fundirse en el cordón de soldadura durante la soldadura posterior sin afectar a la calidad de la soldadura.
Por lo tanto, generalmente no es necesario precalentar antes del corte, y la soldadura puede realizarse directamente después del corte sin necesidad de tratamiento mecánico.
2) Los materiales de soldadura deben secarse de acuerdo con la normativa.
3) Temperatura de precalentamiento e interpaso.
El precalentamiento puede controlar la velocidad de enfriamiento de la soldadura, reducir o evitar la formación de martensita endurecida en la zona afectada por el calor, disminuir la dureza de la zona afectada por el calor y también reducir las tensiones de soldadura. También puede ayudar a eliminar el hidrógeno de la unión soldada.
Por lo tanto, el precalentamiento es una medida eficaz para evitar el agrietamiento inducido por el hidrógeno de soldadura. Sin embargo, el precalentamiento suele empeorar las condiciones de trabajo y complicar el proceso de producción. Un precalentamiento inadecuado o excesivamente alto y zona de soldadura temperaturas también pueden perjudicar el rendimiento de la unión soldada.
Por lo tanto, la necesidad de precalentamiento antes de la soldadura y la selección de una temperatura de precalentamiento razonable deben considerarse cuidadosamente o determinarse mediante ensayos.
Los principales factores que influyen en la temperatura de precalentamiento son la composición del acero (equivalente en carbono), el espesor de la chapa, la forma y la restricción del estructura soldada, la temperatura ambiente y el contenido de hidrógeno de los materiales de soldadura utilizados.
En la Tabla 5-10 se indican, a modo de referencia, las temperaturas de precalentamiento recomendadas para aceros de alta resistencia de baja aleación laminados en caliente y normalizados de diferentes niveles de resistencia. Para la soldadura multipaso de chapas gruesas, con el fin de promover el escape de hidrógeno de la zona de soldadura y evitar la formación de grietas inducidas por hidrógeno durante el proceso de soldadura, la temperatura entre pasadas debe controlarse no inferior a la temperatura de precalentamiento, y debe llevarse a cabo el tratamiento térmico intermedio de eliminación de hidrógeno necesario.
Tabla 5-10: Temperaturas de precalentamiento y parámetros de tratamiento térmico postsoldadura recomendados para acero laminado en caliente y normalizado
| Calidad del acero | Temperatura de precalentamiento/°C | Especificaciones del tratamiento térmico posterior a la soldadura por arco | |
| Modelo/Tipo | Grado | ||
| Q295 | 09Mn2 09MnNb 09MnV | Sin precalentamiento (para espesor de chapa ≤16mm) | No requiere tratamiento térmico |
| Q345 | 16Mn 14MnNb | 100~150(8≥30mm) | 600~650℃ Recocido |
| Q390 | 15MnV 15MnTi 16MnNb | 100~150(≥28mm) | 550℃ o 650℃ Recocido |
| Q120 | 15MnVN 14MnVTiRE | 100~150(≥25mm) | |
| 14MnMoV 18MnMoNb | ≥200 | 600~650℃ Recocido | |
4) Soldadura de posicionamiento.
Durante la soldadura de posicionamiento, debe utilizarse la misma varilla de soldadura que para la soldadura formal, y deben seguirse estrictamente las especificaciones del procedimiento de soldadura. También deben especificarse la longitud, el área de la sección transversal y el espaciado de las soldaduras de posicionamiento, y puede ser necesario el precalentamiento en caso necesario.
Después de la soldadura de posicionamiento, debe realizarse una inspección cuidadosa, y cualquier grieta encontrada debe ser eliminada y soldada de nuevo. Para reducir la tensión y prevenir el agrietamiento de las soldaduras de posicionamiento, debe evitarse en la medida de lo posible el montaje forzado.
(2) Determinación del aporte de calor de soldadura
La variación del aporte de calor de soldadura modificará la velocidad de enfriamiento de la soldadura, lo que afectará a la composición del metal de soldadura y de la zona afectada por el calor y, en última instancia, repercutirá en las propiedades mecánicas y la resistencia a la fisuración de la unión soldada.
Por lo tanto, para garantizar la tenacidad del metal de soldadura, debe evitarse un aporte excesivo de calor de soldadura. Durante la soldadura, se recomienda minimizar la oscilación transversal y omitir la soldadura, y en su lugar utilizar la soldadura de cordón de soldadura estrecho de varias pasadas.
Los aceros laminados en caliente pueden tolerar un mayor aporte de calor de soldadura. En el caso de los aceros laminados en caliente con bajo contenido en carbono (como 09Mn2, 09MnNb) y los aceros 16Mn con bajo contenido en carbono, no existen restricciones estrictas en cuanto al aporte térmico de soldadura, ya que estos aceros son menos susceptibles a la fragilización y al agrietamiento por frío en la zona afectada por el calor.
Sin embargo, al soldar acero 16Mn de alto contenido en carbono, debe utilizarse un aporte térmico de soldadura ligeramente superior para reducir la tendencia al endurecimiento y evitar la formación de grietas en frío. Para los aceros que contienen elementos de microaleación como V, Nb y Ti, a fin de reducir la fragilización de la zona de grano grueso en la zona afectada por el calor y garantizar una excelente tenacidad a baja temperatura, debe seleccionarse un aporte térmico de soldadura menor.
Para aceros normalizados con mayor contenido de carbono y elemento de aleación y un límite elástico de 490 MPa, como el 18MnMoNb, la selección del aporte térmico debe tener en cuenta tanto la templabilidad del acero como la tendencia al sobrecalentamiento en la zona de grano grueso de la zona afectada por el calor.
En general, para garantizar la tenacidad de la zona afectada por el calor, debe elegirse un aporte térmico menor. Además, deben utilizarse métodos de soldadura con bajo contenido en hidrógeno, junto con un precalentamiento adecuado o un tratamiento oportuno de eliminación del hidrógeno después de la soldadura, para evitar la formación de grietas frías en la unión soldada.
(3) Tratamiento térmico posterior a la soldadura y tratamiento de eliminación de hidrógeno
1) Tratamiento térmico posterior a la soldadura y tratamiento de eliminación de hidrógeno.
El tratamiento térmico posterior a la soldadura consiste en calentar inmediatamente el componente soldado o la zona soldada a una temperatura de 150-250°C y mantenerla durante un cierto tiempo. Por otro lado, el tratamiento de eliminación de hidrógeno consiste en mantener el componente o la zona soldada a una temperatura de entre 300 y 400 °C durante un tiempo determinado.
La finalidad de ambos tratamientos es acelerar la difusión y el escape del hidrógeno de la unión soldada, siendo el tratamiento de eliminación del hidrógeno más eficaz que el tratamiento térmico posterior a la soldadura.
El tratamiento térmico oportuno posterior a la soldadura y el tratamiento de eliminación de hidrógeno son medidas eficaces para prevenir el agrietamiento por frío en las uniones soldadas, especialmente en el caso de uniones soldadas de chapa gruesa de aceros como el 14MnMoV y el 18MnMoNb, que son muy susceptibles al agrietamiento inducido por hidrógeno.
Este proceso no sólo reduce la temperatura de precalentamiento y alivia la intensidad de trabajo de los soldadores, sino que también permite un menor aporte de calor de soldadura, lo que da lugar a uniones soldadas con excelentes propiedades mecánicas generales.
Para recipientes a presión de paredes gruesas y otros componentes estructurales críticos con un espesor superior a 100 mm, se recomienda realizar al menos 2-3 tratamientos intermedios de eliminación de hidrógeno durante el proceso de soldadura multipasada para evitar la acumulación de hidrógeno y el agrietamiento potencial inducido por hidrógeno.
2) Tratamiento térmico posterior a la soldadura.
Los aceros laminados en caliente, laminados controlados y normalizados no suelen requerir tratamiento térmico posterior a la soldadura. Sin embargo, para las soldaduras y la zona afectada por el calor producidas por la soldadura por arco sumergido, que tienden a tener granos gruesos, es necesario un tratamiento de normalización posterior a la soldadura para refinar la estructura del grano.
Para los recipientes de alta presión de paredes gruesas, los recipientes que requieren resistencia a la corrosión bajo tensión y las estructuras soldadas que requieren estabilidad dimensional, se requiere un tratamiento de alivio de tensiones después de la soldadura para eliminar las tensiones residuales.
Además, para los aceros de alta resistencia con una alta susceptibilidad al agrietamiento en frío, también es necesario un tratamiento oportuno de alivio de tensiones después de la soldadura. En la Tabla 5-10 se indican los parámetros recomendados para el tratamiento térmico posterior a la soldadura de diversos aceros de baja aleación y alta resistencia.

Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.







