Soldadura de aceros templados y revenidos: Explicación
Imagínese intentar soldar un material tan fuerte que resiste el desgaste, pero tan delicado que una técnica inadecuada podría provocar un fallo catastrófico. Este es el reto al que se enfrenta la soldadura de aceros templados y revenidos. En este artículo, descubrirá las características clave de estos materiales, los métodos de soldadura y materiales específicos necesarios, y consejos cruciales para los tratamientos previos y posteriores a la soldadura. Al comprender estos principios, aprenderá a realizar soldaduras que mantengan la extraordinaria resistencia y durabilidad del acero. Sumérjase para dominar las complejidades de la soldadura de aceros templados y revenidos.
1. Soldadura de aceros templados y revenidos de baja aleación y bajo contenido en carbono
1. Características de soldadura de los aceros de bajo carbono y baja aleación templados y revenidos
Los aceros templados y revenidos de baja aleación y bajo contenido en carbono se caracterizan por su elevado límite elástico (450-980 MPa), excelente ductilidad, tenacidad y resistencia superior al desgaste y la corrosión. Estas propiedades pueden adaptarse mediante ajustes precisos de la composición de la aleación y procesos optimizados de tratamiento térmico para satisfacer los requisitos específicos de cada aplicación.
La soldabilidad de estos aceros es generalmente superior a la de sus homólogos de carbono medio, debido principalmente a su menor contenido en carbono equivalente (CE), que no suele superar 0,21%. Este menor valor de CE contribuye a reducir la susceptibilidad al agrietamiento inducido por hidrógeno y a mejorar la soldabilidad general. Sin embargo, el éxito de la soldadura de estos aceros requiere un conocimiento profundo de sus características únicas, el desarrollo de procedimientos de soldadura adecuados y el cumplimiento estricto de los protocolos establecidos.
Los principales retos de soldadura asociados a los aceros de bajo contenido en carbono templados y revenidos incluyen:
1. Susceptibilidad al agrietamiento en frío: A pesar de su soldabilidad mejorada, estos aceros siguen siendo propensos al agrietamiento en frío inducido por hidrógeno, particularmente en la zona afectada por el calor (ZAC). Para mitigar este riesgo es necesario:
Control riguroso de las fuentes de hidrógeno durante la soldadura
Selección de consumibles de bajo hidrógeno
Aplicación de regímenes adecuados de precalentamiento y tratamiento térmico posterior a la soldadura (PWHT).
Control cuidadoso de los índices de enfriamiento
2. Reducción de la tenacidad en la ZAT de grano grueso: El elevado aporte de calor durante la soldadura puede provocar el engrosamiento del grano en la ZAT, lo que puede comprometer la tenacidad. Esto puede solucionarse mediante:
Utilización de técnicas de soldadura de bajo aporte térmico (por ejemplo, GMAW pulsado, GTAW).
Aplicación de estrategias de soldadura multipaso para refinar la estructura del grano
Optimización de la selección del metal de aportación para promover la formación de ferrita acicular
3. Susceptibilidad al agrietamiento en caliente: Aunque en general son menos propensos al agrietamiento en caliente debido a su bajo contenido en carbono y azufre y a su mayor relación manganeso-azufre, ciertas composiciones pueden seguir siendo susceptibles. Las medidas preventivas incluyen:
Utilización de parámetros de soldadura de bajo aporte térmico
Control de la forma del baño de soldadura y de los patrones de solidificación
Utilización de metales de aportación con la composición adecuada para minimizar la tendencia al agrietamiento en caliente.
Para garantizar el éxito de la soldadura, es fundamental:
Realización de evaluaciones exhaustivas de soldabilidad, incluidos diagramas de Graville y cálculos de carbono equivalente.
Desarrollar especificaciones completas de procedimientos de soldadura (WPS) adaptadas al grado de acero y la aplicación específicos.
Aplicar sólidas medidas de control de calidad, incluidos ensayos no destructivos (END) y verificación de propiedades mecánicas.
Considerar tecnologías de soldadura avanzadas como la soldadura híbrida láser-arco o la soldadura por fricción-agitación para aplicaciones especialmente exigentes.
2. Selección de métodos de soldadura para aceros de bajo carbono y baja aleación templados y revenidos
Las técnicas de soldadura más empleadas para los aceros templados y revenidos de baja aleación y bajo contenido en carbono incluyen la soldadura por arco metálico protegido (SMAW), la soldadura por arco metálico con gas (GMAW), la soldadura por arco sumergido (SAW) y la soldadura por arco de tungsteno con gas (GTAW, también conocida como soldadura TIG). Cada método ofrece ventajas distintas en función de los requisitos específicos de la aplicación.
Cuando se utilizan estos procesos de soldadura por arco con parámetros de soldadura estándar, la velocidad de enfriamiento de la unión soldada es relativamente rápida. Este enfriamiento acelerado da como resultado unas propiedades mecánicas dentro de la zona afectada por el calor (ZAC) de los aceros templados y revenidos de baja aleación y bajo contenido en carbono que se aproximan mucho a las propiedades mecánicas del metal base en su estado templado y revenido. Esta similitud en las propiedades es crucial para mantener la integridad estructural y el rendimiento del componente soldado.
Debido a esta respuesta metalúrgica favorable, el tratamiento térmico posterior a la soldadura (PWHT) no suele ser necesario para estos aceros cuando se sueldan utilizando los métodos antes mencionados. Esta eliminación del PWHT puede suponer un importante ahorro de tiempo y costes en los procesos de fabricación.
Para aplicaciones que requieren un control preciso del aporte térmico y de la geometría del cordón de soldadura, como la fabricación de recipientes a presión, el proceso de soldadura por arco sumergido de doble alambre y ranura estrecha ha demostrado su gran eficacia. Esta técnica avanzada utiliza hilos de aportación finos y mantiene un aporte térmico relativamente bajo, lo que resulta especialmente beneficioso para preservar la microestructura cuidadosamente diseñada de los aceros templados y revenidos. El reducido aporte de calor minimiza la extensión de la ZAT y ayuda a mantener las propiedades mecánicas deseadas en toda la unión soldada.
Al seleccionar un método de soldadura para estos aceros, las consideraciones deben incluir:
Grosor del material
Diseño conjunto
Volumen de producción
Posición de soldadura
Accesibilidad de la articulación
Propiedades mecánicas deseadas
Potencial de distorsión
Factores económicos
3. Selección de materiales de soldadura
Al soldar aceros de bajo contenido en carbono templados y revenidos, la selección de materiales de soldadura generalmente sigue el principio de igual resistencia y es similar a la selección para aceros laminados en caliente y normalizados. Debido a la mayor susceptibilidad al agrietamiento en frío de los aceros de bajo contenido en carbono templados y revenidos, es crucial un control estricto del hidrógeno en los materiales de soldadura.
El electrodo de soldadura utilizado para los aceros de bajo contenido en carbono templados y revenidos debe ser del tipo de bajo hidrógeno o ultra bajo hidrógeno. Antes de soldar, los electrodos deben secarse según las condiciones de secado especificadas por el fabricante o las especificaciones del procedimiento de soldadura.
Los electrodos secos deben almacenarse inmediatamente en un horno portaelectrodos seco y a baja temperatura para poder acceder a ellos cómodamente. La Tabla 5-11 proporciona ejemplos de electrodos de soldadura para electrodos de protección. arco metálico soldadura, alambres de relleno para soldadura por arco metálico con gas y gases de protección utilizados para aceros de bajo contenido en carbono templados y revenidos.
Tabla 5-11: Ejemplos de selección de materiales de soldadura para aceros de bajo carbono templados y revenidos
Método de soldadura/Grado
Soldadura por arco de metal protegido (SMAW)
Soldadura por arco sumergido (SAW)
Soldadura por arco metálico con gas (GMAW)
Soldadura por arco de metal protegido (SMAW)
14MnMoVN
J707 J857
H08Mn2MoA
H08Mn2NiMoVA
Junto con HJ350
H08Mn2NiMoA
Junto con HJ250
H08Mn2SiH08Mn2Mo
14MnMoNbB
J857
H08Mn2MoA
H08Mn2NiCrMoA
HJ350
H10Mn2MoA
H08Mn2Ni2CrMoA
Junto con HJ360HJ431
WCF-62
Nuevo 607CF
CHE62CF(L)
H08MnSiMo
Serie Mn-Ni-Mo
4. Puntos clave del proceso de soldadura
(1) Preparación previa a la soldadura
La preparación previa a la soldadura implica tres aspectos: preparación de ranura de soldaduratratamiento de secado de los materiales de soldadura y precalentamiento.
1) Preparación de la ranura de soldadura
Un diseño adecuado de las juntas, un buen tratamiento de las ranuras, el montaje y calidad de soldadura son esenciales para garantizar el excelente rendimiento de los aceros templados y revenidos de baja aleación y bajo contenido en carbono. Al diseñar la unión, debe tenerse en cuenta la conveniencia de las operaciones de soldadura y las inspecciones posteriores a la soldadura.
La colocación incorrecta de las soldaduras puede provocar defectos como cambios bruscos en la sección transversal, penetración incompleta, falta de fusión, socavaduras y salientes de soldadura, además de causar concentración de tensiones.
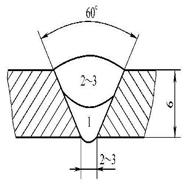
Por lo general, una junta a tope es más adecuada que una junta de unión en filete ya que esta última tiene un factor de concentración de tensiones más elevado y un efecto de entalla significativo. Además, las juntas a tope son más convenientes para las pruebas radiográficas o ultrasónicas. Se prefieren las ranuras en forma de U o de V, y pueden utilizarse ranuras dobles en forma de V o dobles en forma de U para reducir la tensión de soldadura.
Las ranuras para aceros templados y revenidos de bajo contenido en carbono y baja aleación pueden cortarse mediante corte con gasLa capa endurecida en el borde de corte debe eliminarse mediante calentamiento o tratamiento mecánico. Cuando el espesor de la chapa es inferior a 100mm, no es necesario precalentar antes del corte. Para espesores de chapa ≥ 100mm, debe realizarse un precalentamiento a 100-150°C antes del corte. Para aceros con niveles de severidad superiores, el corte mecánico o corte por arco de plasma es preferible.
2) Los materiales de soldadura deben secarse de acuerdo con los requisitos especificados.
3) Precalentamiento
Para evitar el agrietamiento en frío, a menudo es necesario el precalentamiento cuando se sueldan aceros templados y revenidos de baja aleación y bajo contenido en carbono. Generalmente, se requiere un temperatura de precalentamiento (≤200°C) se utiliza para soldar aceros templados y revenidos de bajo contenido en carbono y baja aleación. Cuando la temperatura de precalentamiento es demasiado alta, no es necesaria para evitar la fisuración en frío y puede provocar una fragilización importante en la zona afectada por el calor. En la tabla 5-12 se indican la temperatura mínima de precalentamiento y la temperatura entre pasadas para varios aceros templados y revenidos de baja aleación y bajo contenido en carbono.
El aporte térmico de la soldadura no sólo afecta al rendimiento de la zona afectada por el calor, sino también al del metal de soldadura. En el caso de muchos metales de soldadura, se requiere una estructura de ferrita en forma de aguja para lograr una combinación de resistencia y tenacidad, y esta estructura sólo puede obtenerse en condiciones de enfriamiento relativamente rápidas. Para evitar un aporte excesivo de calor, no se recomienda utilizar electrodos de soldadura o alambres de aportación de gran diámetro.
Siempre que sea posible, se deben utilizar cordones de soldadura estrechos de varias pasadas en lugar de utilizar la técnica de oscilación, ya que esto no sólo mejora la tenacidad de la zona afectada por el calor y del metal de soldadura, sino que también reduce distorsión de soldadura. Arco voltaico puede utilizarse para limpiar la raíz de la soldadura, pero es necesario controlar estrictamente el aporte de calor. Tras el ranurado con arco de carbono, la superficie ranurada debe rectificarse y limpiarse adecuadamente antes de soldar.
Después de soldar una junta a tope, es necesario esmerilar la altura sobrante para garantizar una altura suficiente. resistencia a la fatiga de la junta. Las uniones en filete tienden a presentar concentración de tensiones, lo que reduce la resistencia a la fatiga. Rectificado mecánico, refundición TIG o martillo granallado en la punta de la soldadura en ángulo puede mejorar la resistencia a la fatiga de las uniones en ángulo, pero deben seleccionarse las técnicas adecuadas de esmerilado, refundición o granallado.
(3) Tratamiento térmico posterior a la soldadura
La mayoría de baja aleación de bajo carbono acero templado y revenido Los componentes soldados se utilizan en el estado en que están soldados, a menos que las siguientes condiciones requieran un tratamiento térmico posterior a la soldadura:
1) Insuficiente tenacidad del acero tras la soldadura o el trabajo en frío.
2) Se requiere un mecanizado de alta precisión tras la soldadura, y debe garantizarse la estabilidad dimensional de la estructura.
En el tratamiento térmico posterior a la soldadura de muchos aceros templados y revenidos de baja aleación y bajo contenido en carbono endurecidos por precipitación, pueden producirse grietas de alivio de tensiones en la zona afectada por el calor. Para evitar la formación de grietas de alivio de tensiones, se deben tomar medidas como reducir el recocido durante la soldadura, se debe realizar un precalentamiento adecuado o un tratamiento térmico posterior.
2. Soldadura de aceros templados y revenidos de medio carbono
1. Características de soldadura de aceros templados y revenidos de medio carbono
(1) Comportamiento de los aceros templados y revenidos de medio carbono
Los aceros templados y revenidos de medio carbono tienen un mayor contenido en carbono (generalmente de wC=0,25% a 0,50%) y contienen diversos elementos de aleación como Mn, Si, Cr, Ni, Mo, y B, V, Ti, Al, etc., para garantizar la templabilidad y evitar la fragilidad del temple. Estos aceros presentan excelentes propiedades en estado templado y revenido, con límites elásticos que oscilan entre 880 y 1176 MPa.
Sin embargo, la templabilidad de estos aceros es relativamente alta, lo que afecta a las características de la soldadura. 40Cr es un acero al cromo templado y revenido muy utilizado, conocido por sus buenas propiedades mecánicas y su alta templabilidad. Tiene una elevada resistencia a la fatiga y se utiliza habitualmente en la fabricación de componentes importantes que funcionan con cargas alternas, como engranajes y ejes que se encuentran durante la soldadura.
Los aceros 35CrMoA y 35CrMoVA pertenecen al grupo de los Acero al Cr-Mo que son aceros templados y revenidos de carbono medio con una buena correspondencia entre resistencia y tenacidad. Estos aceros se utilizan principalmente en la fabricación de impulsores de turbinas de gas, ejes principales y rotores de generadores, entre otros.
(2) Características de soldadura de los aceros templados y revenidos de medio carbono
Los aceros templados y revenidos de medio carbono tienen características de soldadura diferentes a las de los aceros templados y revenidos de baja aleación y bajo contenido en carbono. Tras la soldadura, la microestructura templada de los aceros templados y revenidos de medio carbono es dura y quebradiza. martensita. Son muy sensibles a la fisuración en frío y, si no se someten a un tratamiento térmico posterior a la soldadura, el rendimiento de la zona afectada por el calor puede no cumplir los requisitos del metal base original.
Por lo tanto, estos aceros se sueldan generalmente en estado recocido, y se requiere un tratamiento de temple y revenido posterior a la soldadura para obtener uniones soldadas uniformes con el rendimiento deseado.
Sin embargo, en algunos casos es necesario soldar en estado templado y revenido, y el deterioro del rendimiento de la zona afectada por el calor en tales casos es difícil de resolver. La aplicación de aceros templados y revenidos de medio carbono en estructuras soldadas no está tan extendida como la de los aceros laminados en caliente y normalizados y los aceros templados y revenidos de bajo carbono.
1) Fragilización y reblandecimiento en la zona afectada por el calor
Debido al mayor contenido de carbono y a los múltiples elementos de aleación en los aceros templados y revenidos de carbono medio, la temperatura inicial (punto Ms) para la transformación de austenita a martensita es relativamente baja durante el enfriamiento rápido. Esto da lugar a la formación de martensita de alta dureza en la zona afectada por el calor, lo que conduce a la fragilización.
Si el acero se suelda en estado templado y revenido sin tratamiento posterior de revenido, la zona afectada por el calor se calienta a una temperatura superior a la temperatura de revenido, lo que da lugar a una zona de reblandecimiento con menor resistencia y dureza en comparación con el metal base. Esta zona de reblandecimiento puede convertirse en un área débil que reduzca la resistencia de la unión.
2) Grietas de soldadura
Los aceros templados y revenidos de medio carbono tienen una alta susceptibilidad tanto al agrietamiento en caliente como al agrietamiento en frío, y es necesario tomar medidas para eliminar sus factores contribuyentes.
La zona afectada por el calor de los aceros templados y revenidos de medio carbono es propensa a la formación de martensita dura y quebradiza. Son muy sensibles al agrietamiento en frío inducido por hidrógeno.
Para evitar la aparición de fisuración en frío inducida por hidrógeno al soldar aceros templados y revenidos de carbono medio, es importante utilizar materiales y procesos de soldadura de bajo hidrógeno o ultrabajo hidrógeno. Precalentamiento antes de soldar y el oportuno tratamiento térmico posterior a la soldadura se utilizan habitualmente para prevenir el agrietamiento por frío.
Debido al alto contenido en carbono y elemento de aleación En los aceros templados y revenidos con contenido medio de carbono, existe un amplio intervalo de temperaturas entre las temperaturas de solidificación y de licuefacción durante la solidificación del baño de soldadura.
Esto provoca una tendencia significativa a la formación de grietas de solidificación. Para evitar la formación de grietas de solidificación, se recomienda utilizar materiales de soldadura con bajo contenido en carbono, azufre y fósforo. En cuanto a la técnica de soldadura, debe prestarse atención al llenado completo del cráter del arco.
2. Selección de métodos y materiales de soldadura
Los métodos de soldadura comúnmente utilizados para aceros templados y revenidos de medio carbono incluyen la soldadura por arco con gas inerte de tungsteno (TIG) o helio, la soldadura por arco metálico con gas (GMAW), la soldadura por arco sumergido (SAW), la soldadura por arco metálico protegido (SMAW) y la soldadura por resistencia. soldadura por puntos.
La soldadura con gas inerte de tungsteno (TIG) o con arco de helio proporciona un bajo contenido de hidrógeno en la soldadura y es adecuada para soldar componentes delgados y muy constreñidos. GMAW puede utilizar gases de protección como CO2, Ar+CO2 o Ar+O2. GMAW produce soldaduras con bajo contenido de hidrógeno, lo que ayuda a reducir la posibilidad de agrietamiento en frío en aceros templados y revenidos de carbono medio.
La soldadura SAW se utiliza habitualmente para componentes que se someten a un tratamiento de revenido posterior a la soldadura. Es importante seleccionar la combinación adecuada de hilo y fundente, utilizando fundentes neutros o ligeramente básicos para garantizar que el metal de soldadura tratado térmicamente después de la soldadura tenga una resistencia, ductilidad y tenacidad satisfactorias.
Actualmente, SMAW es el método de soldadura más utilizado para aceros templados y revenidos de carbono medio. Para SMAW deben seleccionarse electrodos de bajo hidrógeno o ultra bajo hidrógeno. En la Tabla 5-13 se enumeran varios electrodos recomendados.
1) Preparación de las ranuras: Las ranuras de soldadura para aceros templados y revenidos de medio carbono deben mecanizarse utilizando métodos mecánicos para garantizar la precisión del ensamblaje y evitar la formación de microestructura templada causada por el corte térmico. Antes de soldar, el metal base y los materiales de soldadura deben limpiarse a fondo.
2) Secado de electrodos y fundente: Los electrodos y el fundente deben secarse a fondo antes de su uso, y deben tomarse medidas para evitar la absorción de humedad durante el proceso de soldadura.
3) Precalentamiento: Para evitar el agrietamiento en frío inducido por hidrógeno, excepto en el caso de carcasas de paredes delgadas y otros componentes soldados con poca restricción y estructuras simples, generalmente se requiere precalentamiento cuando se sueldan aceros templados y revenidos de carbono medio. La temperatura de precalentamiento y la temperatura entre pasadas pueden controlarse entre 250 y 300°C.
(2) Determinación del aporte térmico y la técnica de soldadura
Se recomienda utilizar parámetros de aporte térmico más bajos para soldar aceros templados y revenidos de carbono medio. Un aporte térmico elevado dará lugar a una zona afectada por el calor amplia y de grano grueso, aumentando la tendencia a la fragilización. Un aporte térmico elevado también aumenta la posibilidad de agrietamiento térmico en la soldadura y en la zona afectada por el calor. Para los componentes soldados en estado templado y revenido sin tratamiento posterior de revenido, un aporte térmico elevado aumentará el grado de reblandecimiento en la zona afectada por el calor.
(3) Tratamiento térmico posterior a la soldadura
Para evitar el agrietamiento en frío inducido por hidrógeno, el tratamiento térmico posterior a la soldadura debe realizarse en el momento oportuno. Si es difícil realizar un tratamiento de revenido inmediato, se puede realizar un recocido intermedio o mantenerlo a una temperatura superior a la de precalentamiento para eliminar el hidrógeno difundido y ablandar la zona afectada por el calor. El recocido intermedio también ayuda a aliviar las tensiones.
3. Ejemplo típico de soldadura de aceros estructurales de aleación común
1. Ejemplo típico de soldadura de aceros laminados en caliente y normalizados
1) Una empresa fabrica un intercambiador de calor de absorción rica/limpia, cuyo material principal es 16MnR. El cordón de soldadura longitudinal de la carcasa es una unión a tope con una ranura asimétrica en forma de X. Se utiliza soldadura por arco sumergido, y el procedimiento de soldadura específico se muestra en la Tabla 5-14.
3) Para el mismo equipo mencionado anteriormente, la costura de soldadura entre el cabezal grande y el cabezal interior es una junta de esquina. El material es 16MnR con un espesor de 82,5mm y 38mm. Requiere una ranura en forma de K y entra en la categoría de espesor medio. soldadura de chapas.
La temperatura de precalentamiento de la zona de soldadura y sus proximidades debe ser de 100℃. La temperatura entre capas durante el proceso de soldadura debe mantenerse entre 100-250℃. Después de la soldadura, debe calentarse a 620℃ y mantenerse durante 2 horas para el tratamiento de recocido de alivio de tensión. Por favor refiérase a la Tabla 5-16 para detalles específicos del proceso de soldadura.
Tabla 5-16: Tarjeta de proceso de soldadura para junta de esquina acanalada en forma de K
Tarjeta de proceso de soldadura para juntas
Número
Diagrama conjunto
Material de base Material
16MnR
16MnR
Espesor del material base
82,5 mm
38 mm
Posición de soldadura
Soldadura plana
Técnica de soldadura
Soldadura Recta, Soldadura de Pasadas Múltiples
Temperatura de precalentamiento
100℃
Temperatura entre capas
≤100~250℃
Secuencia de soldadura
1
Comprobar las dimensiones de las ranuras y la calidad de la superficie
2
Limpiar la ranura y la zona circundante de aceite y otras suciedades.
3
Realice la soldadura por puntos utilizando el proceso de soldadura de primera capa desde el exterior, con una longitud de 30-50 mm.
4
Soldar capas interiores 1-6
5
Esmerilar la pasada de raíz mediante ranurado con arco de carbono desde el exterior, seguido de esmerilado con muela abrasiva
6
Soldar capas exteriores 7-16
7
Limpiar escorias y salpicaduras después de soldar
8
Realizar una inspección visual
9
Realizar ensayos no destructivos
10
Realizar el tratamiento térmico posterior a la soldadura
Parámetros de las especificaciones de soldadura
Pases
Método de soldadura
Grado del material de soldadura
Especificación del material de soldadura
Tipos de corriente y polaridad
Corriente de soldadura (amperios)
Tensión del arco (voltios)
Velocidad de soldadura (mm/por pasada)
Observaciones
1
SMAW
J507
1.0
DCEP
150~180
22~24
150~200
2~16
SMAW
J507
5.0
DCEP
180~210
22~24
160~220
4) Una planta de fabricación de maquinaria química está produciendo un tanque de almacenamiento de cloro líquido. El material principal es 16MnDR con un espesor de 22mm. El cordón de soldadura es para el cierre del cuerpo cilíndrico, utilizando una unión a tope con una ranura asimétrica en forma de X.
El proceso de soldadura consiste en una combinación de soldadura por arco metálico protegido (SMAW) y soldadura por arco sumergido (SAW). Después de la soldadura, requiere un tratamiento térmico a 620℃ durante 1 hora para eliminar la tensión. Consulte los detalles específicos del proceso de soldadura en la Tabla 5-17.
Tabla 5-17: Tarjeta de proceso de soldadura para junta a tope de ranura asimétrica en forma de X
Tarjeta de proceso de soldadura para juntas
Número
Diagrama conjunto
Material de base Material
16MnDR
16MnDR
Espesor del material base
22 mm
22 mm
Posición de soldadura
Soldadura plana
Técnica de soldadura
Paso de soldadura recto
Temperatura de precalentamiento
Temperatura ambiente
Temperatura entre capas
≤150℃
Tratamiento térmico posterior a la soldadura
620℃,1h
Secuencia de soldadura
1
Comprobación de las dimensiones de las ranuras y la calidad de la superficie, superficie de las ranuras 100% prueba de partículas magnéticas (MT)
2
Limpiar la ranura y la zona circundante de aceite y otras suciedades.
3
Realice la soldadura por puntos utilizando el proceso de soldadura de primera capa desde el exterior, con una longitud de 30-50 mm.
4
Soldar las capas interiores 1-4
5
Esmerilar la pasada de raíz mediante ranurado con arco de carbono desde el exterior, seguido de esmerilado con muela abrasiva
6
Soldar las capas exteriores 5-6
7
Limpiar escorias y salpicaduras después de soldar
8
Realizar una inspección visual
9
Realizar ensayos no destructivos
10
Realizar el tratamiento térmico posterior a la soldadura
Parámetros de las especificaciones de soldadura
Pases
Método de soldadura
Grado del material de soldadura
Especificación del material de soldadura
Tipos de corriente y polaridad
Corriente de soldadura (amperios)
Tensión del arco (voltios)
Velocidad de soldadura (mm/por pasada)
Observaciones
1
SMAW
J507GR
4.0
DCEP
140~170
22~24
150~200
2~4
SMAW
J507GR
5.0
DCEP
170~200
22~24
200~250
5~6
SIERRA
H10MN2 SJ101
4.0
DCEP
600~650
32~36
24~28m/h
5) Como se ha mencionado anteriormente, para la costura de soldadura entre la brida de la boquilla superior y la tubería del tanque de almacenamiento de cloro líquido, se requiere una unión a tope con soldadura de una cara y formación de dos caras.
La soldadura con gas inerte de tungsteno (TIG) se utiliza para el sellado posterior, y la soldadura con arco metálico protegido (SMAW) se utiliza para el relleno y el taponado. La ranura tiene forma de V sin borde romo. Después de la soldadura, se realiza un tratamiento de alivio de tensiones. Consulte los detalles del proceso de soldadura en la Tabla 5-18.
Comprobación de las dimensiones de las ranuras y la calidad de la superficie, superficie de las ranuras 100% prueba de partículas magnéticas (MT)
2
Limpiar la ranura y la zona circundante de aceite y otras suciedades.
3
Realice la soldadura por puntos utilizando el proceso de soldadura de primera capa desde el exterior, con una longitud de 5-10 mm.
4
Soldar las capas interiores 1-3
5
Realizar una inspección visual
6
Realizar ensayos no destructivos
7
Realizar el tratamiento térmico posterior a la soldadura
Parámetros de las especificaciones de soldadura
Pases
Método de soldadura
Grado del material de soldadura
Especificación del material de soldadura
Tipos de corriente y polaridad
Corriente de soldadura (amperios)
Tensión del arco (voltios)
Velocidad de soldadura (mm/por pasada)
Observaciones
1
GTAW
H10MnSi
2.5
DCEN
80~120
10~12
50~80
2~3
SMAW
J507GR
4.0
DCEP
140~170
22~24
140~180
2. Ejemplo típico de soldadura de acero templado y revenido de baja aleación y bajo contenido en carbono
Cierta empresa está fabricando las patas móviles de una grúa para automóviles, con material HQ80C. Utiliza una mezcla de gas de protección de argón y un hilo de soldadura de H08MnNi2MoA. Consulte los detalles del proceso de soldadura en la Tabla 5-19.
Tarjeta de proceso de soldadura para juntas
Número
Diagrama conjunto
Material de base Material
HQ80C
HQ80C
Espesor del material base
16 mm
12 mm
Posición de soldadura
Soldadura plana
Técnica de soldadura
Paso de soldadura recto
Temperatura de precalentamiento
100~125℃
Temperatura entre capas
100~125℃
Gas de protecciónCaudal de gas (L/min)
Ar+CO2(20%)
Gas de protecciónCaudal de gas (L/min)
10~15
Secuencia de soldadura
1
Comprobar las dimensiones de las ranuras y la calidad de la superficie
2
Antes del montaje, realice un tratamiento de granallado para eliminar las incrustaciones de óxido, aceite y otras suciedades de la superficie del chapa de acero, ranura, y alrededores
3
Realizar la soldadura por puntos utilizando el proceso de soldadura de primera capa para el posicionamiento, con una longitud de 30-50 mm.
4
Soldar las 4 soldaduras de la esquina interior, limpiando la raíz desde el exterior hasta que la soldadura de la esquina interior quede expuesta, luego soldar las soldaduras de la esquina exterior.
5
Después de soldar, esmerilar las soldaduras y limpiar la escoria y las salpicaduras.
6
Realizar una inspección visual
Parámetros de las especificaciones de soldadura
Pases
Método de soldadura
Grado del material de soldadura
Especificación del material de soldadura
Tipos de corriente y polaridad
Corriente de soldadura (amperios)
Tensión del arco (voltios)
Velocidad de soldadura (mm/por pasada)
1
MAW
H08MnNi2MoA
l.2
DCEN
120~150
18~22
2~4
MAW
H08MnNi2MoA
1.2
DCEN
140~170
22-24
3. Ejemplo típico de soldadura de acero templado al carbono medio
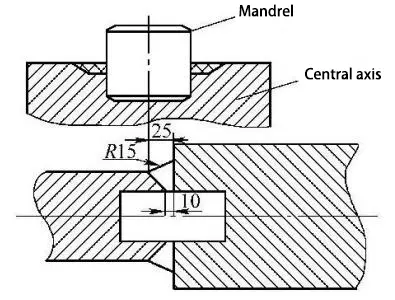
Reparación de un eje roto en un tren de laminación, soldando el núcleo del eje al eje intermedio. El material es 37SiMn2MoV (similar a 42CrMo), y se suelda mediante el proceso de soldadura por arco metálico protegido (SMAW). El electrodo de soldadura utilizado es J607Ni. Consulte los detalles del proceso de soldadura en la tabla.
Tarjeta de proceso de soldadura para juntas
Número
Diagrama conjunto
Material base: 37SiMn2MoV (similar a 42CrMo)
37SiMn2MoV
37SiMn2MoV
Posición de soldadura: Núcleo de eje a eje intermedio
Soldadura plana
Técnica de soldadura: Soldadura por arco metálico con protección (SMAW)
Soldadura plana
Temperatura de precalentamiento: Según especificaciones del procedimiento de soldadura
Pasadas de soldadura rectas, pasadas múltiples con multicapa Soldadura a presión
Temperatura entre capas: Según especificaciones del procedimiento de soldadura
300℃, en un radio de 300 mm de la zona de soldadura.
Tratamiento térmico posterior a la soldadura: Según especificaciones del procedimiento de soldadura
300-400℃
Secuencia de soldadura
1
Comprobar las dimensiones de las ranuras y la calidad de la superficie, superficie de las ranuras 100% ensayo por líquidos penetrantes (PT)
2
Limpiar la ranura y la zona circundante de aceite y otras suciedades.
3
Inserte el núcleo del eje en el eje intermedio y, a continuación, colóquelo en un horno de calentamiento tipo foso para precalentarlo.
4
Durante la soldadura, asegúrese de que el espesor de cada capa de metal depositado es inferior a 2 mm.
5
Realizar una inspección visual
6
Realice el tratamiento de eliminación de hidrógeno a 350℃~400℃ durante 2 horas. Después de un tiempo de aislamiento suficiente, envolver el área dentro de 300 mm de la soldadura con manta aislante.
7
Después de enfriar, realizar la prueba de líquidos penetrantes en la soldadura y el material base circundante, sin defectos en la superficie. Después de pasar la inspección, procesar el extremo del eje del núcleo, ensamblar y apretar después de enfriar. Aplique precalentamiento uniforme al área dentro de 300mm de la soldadura, elevando la temperatura a 300℃. Los requisitos de soldadura siguen siendo los mismos que los mencionados anteriormente
8
Realizar el tratamiento de eliminación de hidrógeno, siguiendo el mismo procedimiento anterior.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Por qué es tan difícil soldar aceros templados y revenidos con bajo contenido en carbono? Este artículo explora los entresijos de la soldadura, desde la gestión de las grietas en frío hasta la prevención de la fragilización en la zona afectada por el calor. Aprenderá...
¿Cómo es posible que soldar acero al carbono sea a la vez una práctica habitual y un reto complejo? Esta guía explora el intrincado mundo de la soldadura del acero al carbono,...
¿Alguna vez se ha preguntado cómo una maquinaria compleja se mantiene unida a la perfección? Este artículo se adentra en el fascinante mundo de la soldadura a tope, un método muy eficaz para unir metales. Aprenderá sobre su...
¿Alguna vez se ha preguntado cómo se sueldan a la perfección esas carrocerías tan elegantes? Este artículo se adentra en el mundo de las soldadoras por puntos, explicando sus componentes, tipos y aplicaciones en distintos sectores...
¿Por qué el acero con bajo contenido en carbono puede soldarse fácilmente mientras que el acero con alto contenido en carbono plantea problemas? En este artículo se analiza la soldabilidad de los distintos tipos de acero al carbono y se explica cómo el contenido de carbono...
¿Se ha preguntado alguna vez cómo se sueldan a la perfección los depósitos de combustible y los bidones de aceite? La soldadura por puntos, una técnica fascinante que utiliza electrodos de rodillo, es la clave. En este artículo, descubrirá...
¿Por qué la soldadura del acero al carbono es a la vez un arte y una ciencia? Comprender la soldabilidad de los distintos aceros al carbono -desde los de bajo contenido en carbono hasta los de alto contenido- es crucial para garantizar uniones fuertes y duraderas. Esta...
¿Se ha preguntado alguna vez qué hace que el acero inoxidable para soldar sea tan resistente? En este artículo, exploraremos el fascinante mundo de las varillas de soldadura de acero inoxidable, revelando cómo sus composiciones y propiedades únicas hacen...
Imagine un mundo en el que los metales se funden a la perfección con sólo una chispa. Ésta es la esencia de la soldadura por puntos, una técnica que une piezas metálicas con precisión y resistencia. En este...