Salpicaduras de Soldadura: Causas y métodos de control eficaces
¿Alguna vez se ha preguntado por qué al soldar a veces se producen esas molestas salpicaduras? Estas diminutas gotas de metal fundido pueden arruinar su trabajo y causar problemas de seguridad. En este artículo, exploramos las causas de las salpicaduras de soldadura y compartimos métodos prácticos para controlarlas. Aprenderá sobre factores comunes como la calidad del electrodo, los parámetros de soldadura y la limpieza de la superficie. Al final, dispondrá de consejos prácticos para minimizar las salpicaduras y garantizar unas operaciones de soldadura más fluidas y seguras. Sumérjase para mejorar sus habilidades de soldadura y sus resultados.
¿Se ha planteado alguna vez la siguiente cuestión? Durante nuestras operaciones de soldadura, mientras la luz del arco parpadea y las chispas de soldadura producen brillo, los operarios nos quemamos constantemente. ¿Cuál podría ser la causa de este fenómeno?
1. El principio de la soldadura por puntos de resistencia
La soldadura es un proceso que utiliza el calor, la presión o ambos, con o sin material de aporte, para lograr la unión atómica entre dos superficies metálicas separadas, formando una conexión permanente.
La esencia de la soldadura:
La razón por la que los sólidos como los metales pueden mantener una forma fija es que la distancia (entramado) entre sus átomos internos es muy pequeña, y forman fuertes fuerzas de unión entre los átomos.
A menos que se aplique una fuerza externa suficiente para romper estos enlaces entre átomos, un metal sólido no se deformará ni se separará en dos piezas.
Para conectar entre sí dos componentes metálicos separados, desde un punto de vista físico, es necesario acercar los átomos de la superficie de conexión de estos dos componentes a la distancia entre la red metálica.
Soldadura por resistencia es un método de utilización de la corriente eléctrica para calentar y fundir o plastificar los objetos que se sueldan sujetándolos entre electrodos y haciendo pasar corriente a través de la superficie de contacto y las zonas circundantes del objeto que se suelda.
Principio básico de la soldadura por resistencia:
El calor generado durante la soldadura y los factores que afectan a la generación de calor, la cantidad de calor generado durante la soldadura por puntos se determina por la ley de Joule de acuerdo con la siguiente fórmula:
Calor total: Q = I2RT
Q - calor generado (julios),
I - corriente de soldadura (amperios),
R - resistencia del electrodo (ohm),
T - tiempo de soldadura (segundos).
Donde R = 2Rpiezas + Rcontactos + 2Relectrodos (como se muestra en la figura 1).
Figura 1 Distribución de la resistencia durante la soldadura por puntos.
Figura 2 Relación entre la resistencia de contacto y la temperatura
El calor generado por la resistencia de contacto Rcontactos + 2Relectrodos representa aproximadamente 10% del calor total, mientras que el calor generado por la resistencia interna 2Rpiezas de la junta soldada representa aproximadamente 90% del calor total. La temperatura más alta se encuentra siempre en el centro de la zona de soldadura, donde el zona de fusión se forma.
Rcontactos son perjudiciales para la soldadura y son la causa principal de salpicaduras y quemaduras en el punto de soldadura. Durante la soldadura, el metal de la superficie de contacto alcanza el temperatura de soldadura primero.
A medida que la temperatura sigue aumentando, la resistencia de contacto desaparece, y el calor de resistencia de la propia placa sigue actuando, formando un punto de soldadura que se distribuye uniformemente a ambos lados de la superficie de contacto.
Relectrodos son perjudiciales para la soldadura porque sobrecalientan la placa y reducen la vida útil del electrodo o incluso queman el electrodo y la superficie de la placa.
En la soldadura por puntos, es imposible que toda la superficie de la pieza entre en contacto, por lo que existe una resistencia de contacto. El número de puntos de contacto y el tamaño del área de contacto dependen de la dureza del material metálico, la suavidad del procesamiento de la superficie y la presión aplicada a ambos extremos de la pieza.
Evidentemente, cuanto más blando sea el material de la pieza, más lisa será la superficie, y cuanto mayor sea la presión, menor será la resistencia de contacto.
En el caso del acero con bajo contenido en carbono, cuando la temperatura supera los 6000C, la resistencia de contacto desaparece. Cuanto mayor sea la presión, menor será la temperatura necesaria para que desaparezca la resistencia de contacto.
Una vez determinado el material, los principales factores que afectan a la resistencia de contacto son la presión del electrodo, el estado de la superficie y la temperatura de calentamiento.
Como se muestra en la figura anterior, cuando hay una película de óxido o suciedad en la superficie de la placa, la resistencia de contacto aumenta. A medida que aumenta la temperatura de la placa, el número y el área de los puntos de contacto aumentan al disminuir la resistencia al aplastamiento del punto de contacto, lo que se traduce en una disminución de la resistencia de contacto.
Cuando aumenta la presión del electrodo, se aplastan los puntos convexos de la superficie de la placa, se destruye la película de óxido y aumentan el número y el área de los puntos de contacto, lo que provoca una disminución de la resistencia de contacto.
2. Causas y clasificaciones de las salpicaduras de soldadura
En el proceso de soldaduraBajo la acción del calor y la fuerza mecánica se forman un anillo plástico y una zona de fusión, que aumentan con el avance del calentamiento eléctrico hasta obtener el tamaño de soldadura requerido.
En general, el metal situado entre los dos electrodos y la superficie de contacto de la pieza sufre el calentamiento más intenso y alcanza la temperatura más alta, que puede superar los 300℃ por encima del punto de fusión del metal. La distribución de la temperatura del metal alrededor del centro de la soldadura se muestra en la figura de la izquierda.
Durante la soldadura por puntos, la velocidad de calentamiento de la soldadura es extremadamente rápida, y la temperatura central de la soldadura se puede calentar a más de 1800℃ en 0,06-0,1 segundos o incluso menos tiempo. La velocidad de calentamiento puede alcanzar 2000-30000 grados/segundo.
Debido a la fuerte refrigeración por agua en el electrodo, una gran cantidad de calor será transferido por el electrodo, por lo que la temperatura de la superficie de contacto entre la pieza de trabajo y el electrodo no será demasiado alta, por lo general sólo alrededor de 550℃.
Por lo tanto, el lugar más caliente durante la soldadura por puntos se encuentra en el centro del pequeño cilindro, donde el metal líquido está rodeado por un anillo de metal plástico que aún no se ha fundido y que todavía se encuentra en estado plástico cuando se funde el metal central. A este anillo de metal plástico lo denominamos "anillo de plástico" (figura 3).
Durante el proceso de soldadura, primero se forma un anillo de plástico y, a continuación, una zona de fusión en el centro del anillo de plástico, donde se concentra el calor. El anillo de plástico envuelve la zona de fusión y se expande radialmente.
Cuando la velocidad de expansión de la zona de fusión es mayor que la del anillo de plástico a alta presión, la zona de fusión atraviesa el anillo de plástico y sale pulverizada, formando salpicaduras de soldaduraque se adhiere a la superficie de la soldadura y se denomina rebaba de soldadura (figura 4).
Figura 3: Distribución del núcleo de soldadura
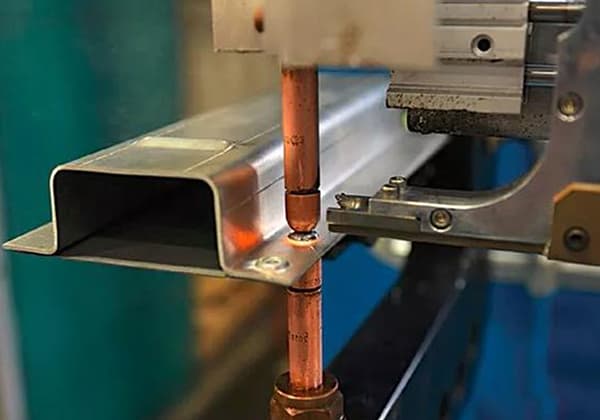
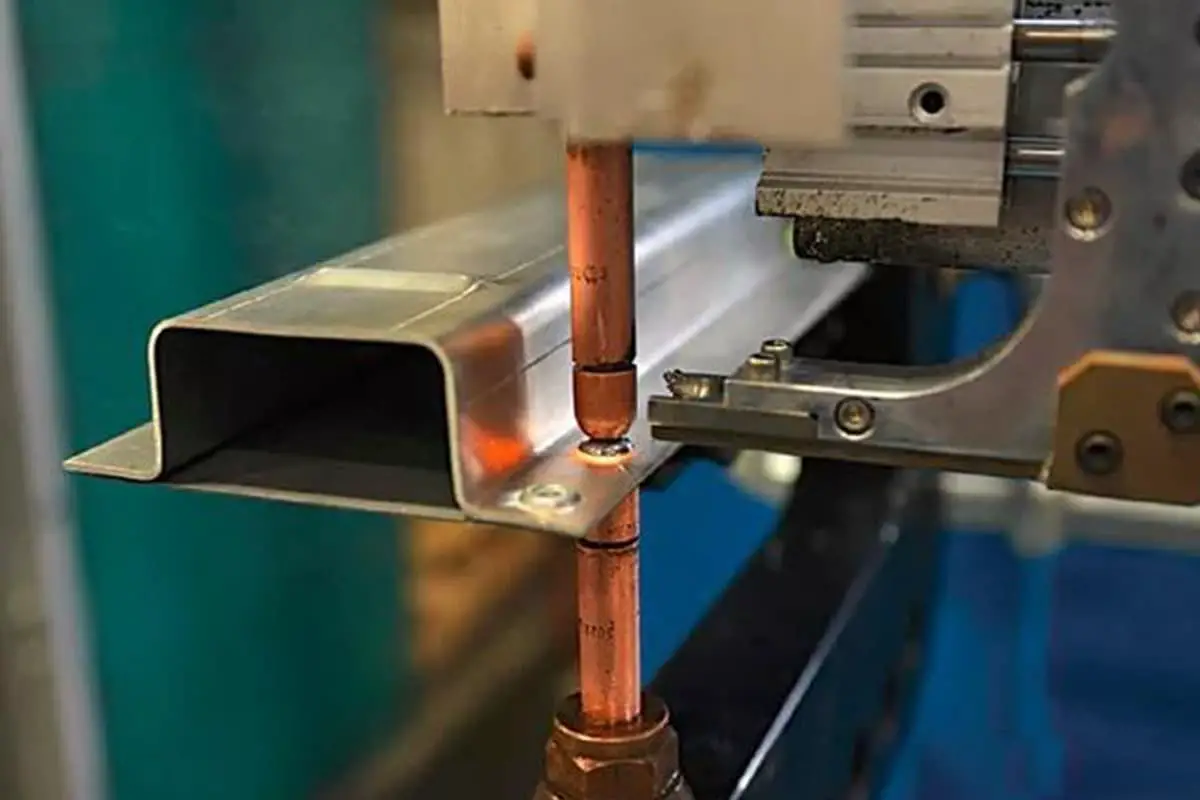
Figura 4: Salpicaduras producidas durante la soldadura por puntos
Las salpicaduras de soldadura pueden dividirse en dos categorías: salpicaduras tempranas y salpicaduras tardías.
1. Salpicadura temprana:
Durante el proceso de calentamiento de la soldadura por puntos, si el calentamiento es demasiado rápido y la plasticidad circundante aún no se ha formado o no es lo suficientemente compacta, el punto de contacto que se calienta rápidamente debido al rápido aumento de la temperatura provocará la gasificación interna del metal. Bajo la acción de la presión del electrodo, el metal líquido del anillo se expulsará y se pulverizará en forma de salpicaduras hacia el hueco entre las placas.
2. Salpicadura tardía:
Una vez formado el anillo de plástico durante el proceso de calentamiento, éste continúa, y la zona de fusión y el anillo de plástico siguen expandiéndose hacia el exterior. Cuando la velocidad de expansión radial de la zona de fusión es mayor que la del anillo de plástico, la zona de fusión atravesará la parte más débil del anillo de plástico y saldrá pulverizada.
El borde donde la tapa del electrodo entra en contacto con el chapa metálica durante el proceso de soldadura es la parte más estrecha del anillo de plástico. Tras la pulverización, suelen quedar rebabas de soldadura afiladas en la superficie de la soldadura.
3. Salpicaduras causadas por la ruptura del puente líquido
El puente líquido se refiere a la parte más fina que conecta el alambre o varilla de soldadura con la gota formada en el extremo.
Características de las salpicaduras causadas por la ruptura del puente de líquido:
Cuando se rompe el puente de líquido, la salpicadura se controla mediante la forma de campana del varilla para soldar fin. Además, la gravedad de la gota y la fuerza del gas ionizado hacen que la salpicadura se extienda desde el punto de ruptura del puente líquido. Toda la salpicadura cae de arriba abajo en forma de abanico formado por el ángulo del extremo acampanado de la varilla de soldadura.
4. Salpicaduras causadas por diferencias de temperatura
Aquí, la diferencia de temperatura se refiere a la diferencia entre el arco, la gota y el baño de soldadura.
En primer lugar, la temperatura del arco de soldadura oscila entre 5370 y 7730℃.
Temperatura de la gota:
En el momento en que la gota se desprende de la varilla de soldadura, se convierte en una esfera envuelta por una capa de escoria. En ese momento, el agente gaseador (gas CO producido a partir de los óxidos y carburos del revestimiento de la varilla) crea un flujo estable y continuo de gas que elimina parte del calor de la gota, lo que da lugar a una temperatura de la gota de unos 4000℃.
Temperatura del baño de soldadura
Comparación de temperaturas trifásicas
Generación de salpicaduras de baño de soldadura
3. Factores y medidas para controlar las salpicaduras de soldadura
1. Factores operativos
(1) Mala calidad de la cara del extremo del electrodo: Durante la soldadura, la cara del extremo de la tapa del electrodo debe mantenerse plana y el tamaño controlado dentro de 6~8mm (Fig.5).
(2) Desalineación del electrodo: La desalineación de los extremos de los electrodos debe ser inferior a 1 mm (Fig. 6).
(3) Soldaduras de borde: La distancia entre la impresión del punto de soldadura y el borde debe ser de 1 mm, lo que permite la liberación de la protección del medio ambiente de plástico.
(4) Manchas de aceite en la superficie de la chapa: Antes de soldar, asegúrese de la limpieza de la superficie de la chapa.
Fig.5: Mala calidad de la cara del extremo del electrodo
Fig.6: Desalineación de los electrodos
2. Factores de los parámetros de soldadura:
Basado en el principio de soldaduraComo se puede observar, los parámetros que afectan a la soldadura son la corriente de soldadura, la resistencia de soldadura y el tiempo de soldadura. Si los parámetros de soldadura son demasiado grandes, el metal fundido en el baño de soldadura se expandirá bruscamente, provocando salpicaduras. Esto puede dar lugar a defectos como la adherencia del electrodo, la explosión del electrodo, la rotura de la soldadura, etc.
(1) Corriente y tiempo de soldadura excesivos:
Establezca una corriente y un tiempo de soldadura razonables, y compruebe el estado de salida de la corriente en función de la frecuencia correspondiente.
(2) Resistencia excesiva de la soldadura:
Confirme el estado de la superficie y el ajuste de la chapa antes de soldar, y seleccione una presión de soldadura razonable para comprobar el estado de salida de la corriente según la frecuencia correspondiente.
(3) La especificación de soldadura es demasiado dura:
Haga coincidir razonablemente la corriente y el tiempo de soldadura, o añada un programa de precalentamiento antes del procedimiento de soldadura para que la chapa pueda formar una conexión inicial y eliminar la resistencia de contacto, reduciendo así las salpicaduras de soldadura.
Fig.7: Curva de relación entre corriente de soldadura y salpicaduras
A medida que aumenta la corriente de soldadura, también aumenta el tamaño de la zona de fusión o el índice de penetración. En circunstancias normales, existe un límite superior e inferior razonable para la corriente en la zona de soldadura.
Cuando la corriente es inferior al límite inferior, la aportación de calor es demasiado pequeña para formar una zona de fusión estándar; cuando la corriente es superior al límite superior, la velocidad de calentamiento es demasiado rápida, lo que puede provocar salpicaduras de soldadura.
Para garantizar la resistencia de la soldadura y reducir las salpicaduras de soldadura, la parámetros de soldadura debe seleccionarse en el punto crítico entre la salpicadura y la no salpicadura (Fig.7).
Diagrama de ciclo de soldadura complejo:
Fig.8: Diagrama del ciclo de soldadura complejo
Añadiendo el programa de precalentamiento y utilizando la corriente de rampa, la corriente aumenta gradualmente para reducir la velocidad de calentamiento (Fig.8).
Mediante el precalentamiento, se mejora la plasticidad de la chapa, lo que facilita el encaje de los paneles, reduce en cierta medida la resistencia al contacto de los paneles y disminuye las salpicaduras durante la soldadura.
Estación de trabajo de validación in situ: XX conjunto del panel interior de la viga longitudinal delantera izquierda/derecha
Detalles de la estación de trabajo: X30-2512H: un total de 51 puntos
Estado de las pinzas de soldar: normal
Antes de la validación: Parámetros de soldadura
Nombre de la estación de trabajo.
Alicates de soldadura modelo.
Tiempo de preimpresión.
Tiempo de prensado.
Tiempo de precalentamiento
Corriente de precalentamiento
Refrigeración por calor
Tiempo de soldadura
Corriente de soldadura
Tiempo de aceleración
Corriente de rampa.
Tiempo de espera.
XX
X30-2512H
25
30
0
0
0
25
9.5
0
0
20
Número de salpicaduras: 30-35
Número de fresas: 18-25
Verificado: parámetros de soldadura.
Nombre de la estación de trabajo.
Alicates de soldadura modelo.
Tiempo de preimpresión.
Tiempo de prensado.
Tiempo de precalentamiento
Corriente de precalentamiento
Refrigeración por calor
Tiempo de soldadura
Corriente de soldadura
Tiempo de aceleración
Corriente de rampa.
Tiempo de espera.
XX
X30-2512H
15
30
5
5
2
22
9.0
3
1.0
15
Número de salpicaduras: 6-12
Número de rebabas: 2-6
Diagrama de efecto verificado:
Efecto de seguimiento: Mejora significativa de las salpicaduras y rebabas de soldadura ajustando los parámetros de soldadura mediante la optimización del proceso y el control del funcionamiento.
4. Conclusión
En la actualidad, el control de las salpicaduras de soldadura se basa principalmente en la optimización del proceso y el control de las operaciones. Debido a las características de la soldadura y al complejo entorno in situ, todavía no es posible eliminar por completo las salpicaduras de soldadura.
Por lo tanto, cada soldador tiene que mejorar su sentido de la responsabilidad, observar más, depurar más y mejorar más, optimizar nuestro entorno de soldadura y mejorar la calidad de nuestra soldadura de carrocerías, proporcionando coches de mayor calidad a todos los usuarios de automóviles.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conseguir una soldadura impecable requiere algo más que destreza; depende de dominar la interacción entre el voltaje y la corriente. Estos dos parámetros son el alma de la soldadura, ya que...
¿Se ha preguntado alguna vez por qué a veces fallan las estructuras soldadas a pesar de su aspecto robusto? Este artículo se sumerge en los desafíos ocultos de la soldadura, explorando cómo el calentamiento y el enfriamiento desiguales pueden conducir...
¿Alguna vez se ha preguntado cómo se mantienen en pie los rascacielos o soldados los coches? Este blog desvela la magia que se esconde tras las soldadoras eléctricas. Infórmate sobre los principales fabricantes, como Lincoln Electric y Miller Welds,...
¿Alguna vez se ha preguntado qué marcas de equipos de soldadura lideran el sector en la actualidad? Este artículo explora los diez principales fabricantes de máquinas de soldar, destacando sus innovaciones, presencia mundial y puntos fuertes exclusivos.....
¿Alguna vez se ha preguntado cómo consiguen los soldadores uniones perfectas en posiciones difíciles? La soldadura 6GR es una técnica especializada para soldar tuberías con un anillo de obstáculos en un ángulo de 45°, crucial para garantizar...
¿Se ha preguntado alguna vez por los peligros ocultos tras las brillantes chispas de la soldadura? En este artículo, exploramos los efectos nocivos de la soldadura por arco de argón en el cuerpo humano....
¿Alguna vez se ha preguntado qué significan los números y letras de las varillas de soldadura? Este artículo desmitifica el sistema de codificación de las varillas de soldadura de acero al carbono y acero inoxidable, ayudándole a comprender su resistencia a la tracción,...
¿Alguna vez se ha preguntado cómo calcular con precisión el consumo de varillas de soldadura? En esta entrada del blog, exploraremos los métodos y fórmulas utilizados por los expertos del sector para calcular el...
La deformación de la soldadura en acero inoxidable puede provocar problemas importantes en la fabricación de metales. El artículo explora diversos métodos para controlar y corregir estas deformaciones, como el uso de placas de cobre, agua...