Imagine un mundo en el que la precisión y la eficacia se combinan a la perfección en la fabricación. Este es el reino de las máquinas CNC: herramientas automatizadas guiadas por instrucciones digitales para dar forma a piezas complejas con una precisión milimétrica. Este artículo desentraña la esencia de la tecnología CNC, trazando su evolución, componentes y papel fundamental en industrias que van desde la aeroespacial a la electrónica. Sumérjase para comprender cómo las máquinas CNC revolucionan la producción, mejorando tanto la velocidad como la calidad, y descubra las tendencias futuras que dan forma a esta tecnología indispensable.
La tecnología de control numérico (CN) es una tecnología de control de máquinas herramienta que se desarrolló a mediados del siglo XX. El CN es una tecnología de control automático que utiliza señales digitales para controlar el movimiento y el proceso de mecanizado de las máquinas herramienta.
Una máquina herramienta NC es una máquina herramienta que utiliza tecnología NC o, en otras palabras, una máquina herramienta equipada con un sistema NC. Es un producto típico de integración electromecánica que aplica de forma integral tecnologías avanzadas como la tecnología informática, la tecnología de control automático, la tecnología de medición de precisión, la tecnología de comunicación y la tecnología mecánica de precisión.
El Quinto Comité Técnico de la Federación Internacional para el Tratamiento de la Información (IFIP) ha definido Máquinas herramienta NC como máquinas herramienta equipadas con sistemas de control de programas que pueden procesar lógicamente programas especificados mediante códigos específicos y otras instrucciones de codificación de símbolos.
Importancia de las máquinas CNC en la fabricación moderna
Con el continuo progreso de la producción social y de la ciencia y la tecnología, surgen uno tras otro varios productos industriales nuevos.
Como base de la industria nacional, la industria de fabricación mecánica produce productos cada vez más precisos y complejos. Especialmente en campos como el aeroespacial, la navegación y el militar, las piezas mecánicas requeridas tienen mayor precisión, más formas complejasy suelen tener lotes más pequeños. El procesamiento de este tipo de productos requiere frecuentes modificaciones o ajustes de los equipos, que las máquinas-herramienta ordinarias o las máquinas-herramienta automatizadas altamente especializadas claramente no son capaces de satisfacer.
Mientras tanto, con la creciente intensidad de la competencia en el mercado, las empresas de producción necesitan urgentemente mejorar aún más la eficiencia de la producción, la calidad del producto y reducir los costes de producción.
En este contexto, ha surgido un nuevo tipo de equipo de producción: las máquinas herramienta de control numérico (NC). Aplica de forma integral diversos logros técnicos, como los ordenadores electrónicos, el control automático, los servoaccionamientos, la medición de precisión y las nuevas estructuras mecánicas, formando la base de la futura industria mecánica e indicando la dirección de desarrollo de los equipos de la industria de fabricación mecánica.
Historia de las máquinas CNC
La aparición de las máquinas herramienta CNC.
El desarrollo de las máquinas herramienta de control numérico (NC) comenzó en Estados Unidos. En 1948, Parsons Co. completó un encargo para fabricar placas de control de muestra para el contorno de las hélices de helicópteros y propuso el concepto inicial de desarrollo de máquinas herramienta de control numérico. En 1949, con el apoyo del Departamento de Logística de las Fuerzas Aéreas de EE.UU., Parsons Co. aceptó oficialmente el encargo y cooperó con el Laboratorio de Servomecanismos del Instituto Tecnológico de Massachusetts para iniciar el desarrollo de máquinas-herramienta de control numérico.
Tras tres años de investigación, en 1952 se desarrolló con éxito el primer prototipo experimental de máquina herramienta de control numérico del mundo. Se trataba de una fresadora que utilizaba un sistema de control continuo de tres coordenadas por interpolación lineal basado en el principio del multiplicador de impulsos. Todo el sistema NC utilizaba componentes de tubos electrónicos, y el tamaño del dispositivo NC era incluso mayor que el del cuerpo de la máquina herramienta. Después de tres años de mejora e investigación en programación automática, la máquina herramienta entró en la fase de prueba en 1955.
Posteriormente, otros países como Alemania, Reino Unido, Japón, la antigua Unión Soviética y Suecia también llevaron a cabo sucesivamente el desarrollo y la producción de máquinas herramienta de control numérico. En 1959, Keaney & Trecker, en Estados Unidos, desarrolló con éxito por primera vez un centro de mecanizado. Se trataba de una máquina herramienta de control numérico equipada con un cambiador automático de herramientas y una mesa de trabajo giratoria. Podía procesar varios planos de una pieza en varios procesos en una sola máquina. sujeción.
Sin embargo, hasta finales de los años 50, debido a factores como el precio, las máquinas herramienta de control numérico se limitaban a aplicaciones de la industria aeronáutica y militar, y la mayoría de ellas eran sistemas de control continuo. Hasta los años 60, debido a la aplicación de los transistores, la fiabilidad de los sistemas NC mejoró aún más y los precios disminuyeron, y algunas industrias civiles empezaron a desarrollar máquinas herramienta NC, la mayoría de las cuales eran máquinas herramienta de control de posicionamiento por puntos, como taladradoras y... punzonadoras.
La tecnología NC no sólo ha conseguido una aplicación práctica en las máquinas herramienta, sino que también se ha extendido gradualmente a las máquinas de soldadura, oxicorte, etc., ampliando continuamente el alcance de las aplicaciones de la tecnología NC.
Una visión general del desarrollo de las máquinas herramienta CNC.
Desde la primera Máquina CNC fue desarrollada con éxito en Estados Unidos en 1952, las máquinas herramienta CNC se han desarrollado rápidamente y se han actualizado continuamente con el avance de la tecnología electrónica, la tecnología informática, el control automático y la medición de precisión. Han pasado por cinco etapas de desarrollo.
La primera generación de máquinas herramienta CNC: Entre 1952 y 1959 se utilizaron sistemas de control numérico con componentes electrónicos tubulares.
La segunda generación de máquinas herramienta CNC: Los sistemas de control numérico que utilizan circuitos de transistores se adoptaron a partir de 1959.
La tercera generación de máquinas herramienta CNC: Los sistemas de control numérico que utilizan circuitos integrados de pequeña y mediana escala se adoptaron a partir de 1965.
La cuarta generación de máquinas herramienta CNC: Sistemas CNC controlados por pequeños ordenadores electrónicos de uso general que utilizan circuitos integrados a gran escala se adoptaron desde 1970.
La quinta generación de máquinas herramienta CNC: Los sistemas MNC controlados por microordenadores se adoptaron a partir de 1974.
En los últimos años, a medida que la microelectrónica y la tecnología informática se hacen más maduras, sus logros penetran constantemente en diversos campos de la fabricación mecánica. Los sistemas de control numérico directo por ordenador (DNC), los sistemas de fabricación flexible (FMS) y los sistemas de fabricación integrados por ordenador (CIMS) han surgido sucesivamente. Estos sistemas avanzados de producción automatizada se basan en las máquinas herramienta CNC y representan la tendencia de desarrollo futuro de las máquinas herramienta CNC.
(1) Sistema de control numérico directo
El denominado sistema de control numérico directo (DNC) utiliza un ordenador para programar automáticamente varias máquinas herramienta CNC. Los resultados de la programación se transmiten directamente a las cajas de control de cada máquina herramienta CNC a través de líneas de datos.
El ordenador central tiene suficiente capacidad de memoria, lo que le permite almacenar, gestionar y controlar un gran número de programas de piezas. Al utilizar un sistema operativo de tiempo compartido, el ordenador central puede gestionar y controlar un grupo de máquinas herramienta CNC simultáneamente. Por lo tanto, también se denomina sistema de control de grupo de ordenadores.
Actualmente, en el sistema DNC, cada máquina herramienta CNC tiene su propio sistema de control numérico independiente y está conectada a la red informática central para conseguir un control jerárquico. Ya no se considera tener un ordenador que complete todas las funciones del dispositivo de control numérico mediante tiempo compartido.
Con el desarrollo de la tecnología DNC, el ordenador central no sólo compila programas para controlar el proceso de mecanizado de las máquinas herramienta CNC, sino que también controla el transporte de las piezas de trabajo y las herramientas. Esto forma una línea de producción automática de máquinas herramienta CNC controladas por ordenador, proporcionando condiciones favorables para el desarrollo de sistemas de fabricación flexibles.
(2) Sistema de fabricación flexible
Un sistema de fabricación flexible (FMS), también conocido como línea automática de control de grupo por ordenador, conecta un grupo de máquinas herramienta CNC mediante sistemas de transmisión automática y las coloca bajo el control unificado de un ordenador para formar todo un sistema de fabricación.
Se caracteriza porque un ordenador principal gestiona el hardware y el software de todo el sistema. Adopta DNC para controlar dos o más centros de mecanizado CNC y programa y transfiere automáticamente las piezas de trabajo entre varias máquinas herramienta.
Utiliza dispositivos como mesas de trabajo intercambiables o robots industriales para lograr la carga y descarga automáticas de piezas, lo que permite que las máquinas herramienta funcionen continuamente durante 24 horas al día con una supervisión humana mínima. Por ejemplo, la Sistema FMS de la empresa japonesa FANUC consta de 60 máquinas herramienta CNC, 52 robots industriales, dos vehículos de transporte automático no tripulados y un almacén automatizado. Este sistema puede procesar 10.000 servomotores al mes.
(3) Sistema de fabricación integrado por ordenador
Un Sistema Integrado de Fabricación por Ordenador (CIMS) es un sistema integrado de fabricación flexible de gran eficacia que utiliza la tecnología informática más avanzada para controlar todo el proceso, desde la realización del pedido, el diseño, el proceso, la fabricación hasta la venta, con el fin de lograr la integración de los sistemas de información. Mejora gradualmente sobre la base de la automatización de procesos (por ejemplo, diseño asistido por ordenador, planificación de procesos asistida por ordenador, fabricación asistida por ordenador, sistemas de fabricación flexibles, etc.) combinada con el desarrollo de otros sistemas de información de gestión.
El CIMS dispone de varios tipos de ordenadores y sistemas de software con capacidad de análisis y control. Conecta todas las actividades de producción de la fábrica y, en última instancia, consigue una automatización integral en toda la fábrica.
Terminología y componentes de máquinas CNC
Hay muchos tipos de máquinas herramienta CNC, pero cualquier tipo de máquina herramienta CNC se compone de varios componentes básicos, incluidos los medios de control, el sistema de control numérico, el servosistema, el sistema de control auxiliar y el cuerpo de la máquina herramienta, como se muestra en la Figura 1-1.
Figura 1-1 Composición de las máquinas herramienta CNC
(1) Medios de control
Cuando el sistema de control numérico funciona, no requiere que los operarios manipulen directamente la máquina herramienta, sino que ésta debe ejecutar las intenciones del operario. Para ello es necesario establecer algún tipo de conexión entre el operario y la máquina herramienta. El medio intermedio de esta conexión se denomina medio de control. El medio de control almacena toda la información de operación necesaria para procesar la pieza y la información de desplazamiento relativo entre la herramienta y la pieza.
Por lo tanto, el medio de control es el soporte de información que transmite la información de procesamiento de la pieza al dispositivo de control numérico. Existen varias formas de medios de control, que difieren en función del tipo de dispositivo de control numérico utilizado. Entre los más comunes se encuentran la cinta de papel perforada, la tarjeta perforada, la cinta magnética, el disquete y los medios de interfaz USB.
La información de procesamiento grabada en el medio de control debe transmitirse al dispositivo de control numérico a través del dispositivo de entrada. Entre los dispositivos de entrada habituales se encuentran las máquinas de entrada de cinta de papel fotoeléctrica, las grabadoras de cinta magnética, las unidades de disquete y las interfaces USB.
Además de los medios de control anteriores, algunas máquinas herramienta CNC utilizan diales digitales, conectores digitales o introducen directamente programas y datos mediante un teclado. Además, con el desarrollo de la tecnología CAD/CAM, algunos equipos de control numérico utilizan software CAD/CAM para programar en otros ordenadores y, a continuación, se comunican con el sistema de control numérico (como una LAN) para transmitir directamente el programa y los datos al dispositivo de control numérico.
(2) Sistema de control numérico
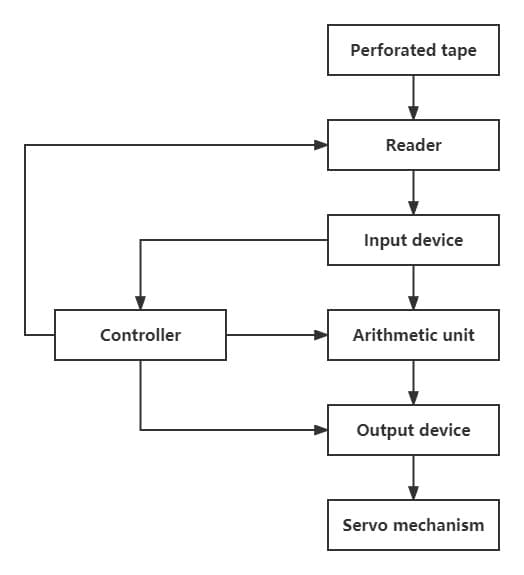
El dispositivo de control numérico es un sistema de control y el eslabón central de las máquinas herramienta CNC. Puede leer automáticamente los números dados desde el medio de entrada y decodificarlos para hacer que la máquina herramienta avance y mecanice las piezas. Un sistema de control numérico suele constar de cuatro partes: dispositivo de entrada, controlador, unidad aritmética y dispositivo de salida, tal y como se muestra en la Figura 1-2.
Figura 1-2 Estructura del sistema de control numérico
El dispositivo de entrada recibe los códigos emitidos por el lector de cinta perforada y, tras identificarlos y descodificarlos, los introduce en los registros correspondientes. Estas instrucciones y datos servirán como datos brutos para el control y el funcionamiento.
El controlador recibe instrucciones del dispositivo de entrada y controla la unidad aritmética y el dispositivo de entrada de acuerdo con las instrucciones para realizar diversas operaciones en la máquina herramienta (como controlar el movimiento de la mesa de trabajo a lo largo de un determinado eje de coordenadas, controlar la velocidad del husillo y cambiar el refrigerante, etc.), así como controlar el ciclo de trabajo de toda la máquina (como controlar el inicio o la parada del lector, controlar el funcionamiento de la unidad aritmética y controlar las señales de salida, etc.).
La unidad aritmética recibe instrucciones del controlador, realiza determinados cálculos sobre los datos enviados por el dispositivo de entrada y envía continuamente los resultados de los cálculos al dispositivo de salida para que el servosistema realice el movimiento requerido.
Para el sistema de control de contornos que procesa piezas complejas, una función importante de la unidad aritmética es la interpolación. La interpolación significa que los datos de coordenadas de un punto inicial y un punto final en el contorno de la pieza de trabajo de cada segmento de programa se envían a la unidad aritmética y, tras el cálculo, se realiza una "densificación de datos" entre el punto inicial y el punto final, y los resultados del cálculo se envían al dispositivo de salida de acuerdo con las instrucciones del controlador.
El dispositivo de salida envía los resultados de cálculo de la unidad aritmética al servosistema de acuerdo con las instrucciones del controlador, acciona el eje de coordenadas correspondiente mediante amplificación de potencia y hace que la máquina herramienta complete el movimiento relativo de la herramienta y la pieza de trabajo.
En la actualidad, los microordenadores se utilizan como dispositivos de control numérico. La unidad central de procesamiento (CPU) del microordenador, también conocida como microprocesador, es un circuito integrado a gran escala. Integra la unidad aritmética y el controlador en un único chip de circuito integrado. En el microordenador, los circuitos de entrada y salida utilizan circuitos integrados a gran escala, que se denominan interfaces de E/S. El microordenador dispone de registros de gran capacidad y utiliza medios de almacenamiento de alta densidad, como la memoria semiconductora y la memoria de disco.
La memoria puede dividirse en dos tipos: memoria de sólo lectura (ROM) y memoria de acceso aleatorio (RAM). La primera se utiliza para almacenar el programa de control del sistema, y la segunda almacena los parámetros de trabajo durante el funcionamiento del sistema o el programa de procesamiento de piezas del usuario. El principio de funcionamiento del dispositivo de control numérico por microordenador es el mismo que el del dispositivo de control numérico por hardware anterior, con la diferencia de que el primero utiliza hardware general, y las diferentes funciones se consiguen cambiando el software, lo que lo hace más flexible y económico.
(3) Servosistema
El servosistema se compone de un servomotor y un dispositivo de servoaccionamiento, y es la parte ejecutiva del sistema de control numérico. El servosistema recibe información de instrucciones del sistema de control numérico y mueve las piezas móviles de la máquina herramienta o realiza acciones de la pieza de ejecución de acuerdo con los requisitos de la información de instrucciones.
Para procesar piezas que cumplan las especificaciones requeridas. La información de instrucción se refleja en información de pulso, y el desplazamiento causado por cada pulso para las piezas móviles de la máquina herramienta se denomina equivalente de pulso. Los equivalentes de pulso generalmente utilizados en el procesamiento mecánico son 0,01 mm/pulso, 0,005 mm/pulso y 0,001 mm/pulso, y el equivalente de pulso actual utilizado en los sistemas de control numérico es generalmente 0,001 mm/pulso.
El servosistema es un componente clave de la máquina herramienta CNC, y su calidad afecta directamente a la velocidad, posición, precisión, etc. del mecanizado CNC. Los dispositivos de accionamiento utilizados habitualmente en el servomecanismo varían en función del tipo de sistema de control numérico. En los sistemas de control de bucle abierto, se suelen utilizar motores paso a paso y motores de impulsos electrohidráulicos en los servomecanismos; los sistemas de bucle cerrado utilizan motores de CC de velocidad ajustable y dispositivos de servoaccionamiento electrohidráulico, etc.
(4) Sistema de control auxiliar
El sistema de control auxiliar es un fuerte dispositivo de control eléctrico entre el dispositivo de control numérico y los componentes mecánicos e hidráulicos de la máquina herramienta. Recibe señales de instrucciones como el cambio de velocidad del movimiento principal, el cambio de selección de herramienta y la acción del dispositivo auxiliar emitidas por el dispositivo de control numérico y, tras la compilación necesaria, el juicio lógico y la amplificación de potencia, acciona directamente los componentes eléctricos, hidráulicos, neumáticos y mecánicos correspondientes para completar varias acciones prescritas. Además, algunas señales de conmutación se transmiten al dispositivo de control numérico para su procesamiento a través del sistema de control auxiliar.
(5) Cuerpo de la máquina herramienta
El cuerpo de la máquina-herramienta es la parte principal de la máquina-herramienta CNC, formada por los componentes de cimentación de la máquina-herramienta (como la bancada y la base) y diversas piezas móviles (como la mesa de trabajo, el sillín, el husillo, etc.). Es la parte mecánica que completa varios procesos de corte y es una mejora basada en las máquinas herramienta convencionales. Tiene las siguientes características:
Las máquinas herramienta CNC adoptan husillos de alto rendimiento y sistemas de servoaccionamiento, así como dispositivos de transmisión mecánica.
La estructura mecánica de la máquina herramienta CNC tiene una gran rigidez, precisión de amortiguación y resistencia al desgaste.
Se utilizan componentes de transmisión más eficientes, como pares de husillos de bolas y guías de rodadura lineales.
En comparación con las máquinas herramienta manuales tradicionales, las máquinas herramienta CNC han experimentado muchos cambios en el aspecto externo, la disposición general, la estructura de los componentes de los sistemas de transmisión y herramientas, y los mecanismos de funcionamiento. El objetivo de estos cambios es satisfacer los requisitos de las máquinas herramienta CNC y aprovechar al máximo sus características. Por lo tanto, es necesario establecer nuevos conceptos para el diseño de máquinas herramienta CNC.
Cómo funcionan las máquinas CNC
En comparación con las máquinas-herramienta convencionales, la diferencia en el principio de funcionamiento de las máquinas-herramienta CNC radica en el hecho de que se procesan según instrucciones dadas en formato digital. Normalmente, requiere los siguientes pasos:
(1) Basándose en el patrón y las condiciones técnicas del plano de la pieza, escriba el programa de mecanizado para la pieza y grábelo en el soporte o medio de control;
(2) Introducir el programa en el portador de programa en el dispositivo de control numérico del ordenador a través del dispositivo de entrada;
(3) El dispositivo de control numérico por ordenador procesa el programa de entrada mediante cálculo y envía señales de instrucción al servosistema y al dispositivo de control auxiliar de cada coordenada a través del dispositivo de salida;
(4) El servosistema amplifica las señales de instrucción recibidas, acciona las piezas móviles de la máquina herramienta para que se muevan, y el dispositivo de control auxiliar controla el funcionamiento del motor del husillo de acuerdo con las señales de instrucción;
(5) La herramienta y la pieza se mueven una respecto a la otra a través de los componentes mecánicos de la máquina herramienta para producir una pieza que cumpla los requisitos del patrón;
(6) El sistema de retroalimentación de detección de posición detecta el movimiento de la máquina herramienta y retroalimenta la señal al dispositivo de control numérico para reducir los errores de mecanizado.
Por supuesto, en las máquinas herramienta de bucle abierto, no hay sistema de detección y retroalimentación.
Ventajas del mecanizado CNC
En comparación con las máquinas herramienta convencionales, las máquinas herramienta CNC son máquinas herramienta electromecánicas integradas altamente eficientes y automatizadas que presentan las siguientes características de procesamiento:
(1) Amplia adaptabilidad y gran flexibilidad:
Las máquinas herramienta CNC pueden reprogramarse e introducirse para procesar objetos diferentes. En algunos casos, sólo es necesario modificar una parte del programa o utilizar instrucciones especiales (como utilizar la instrucción de función de zoom para procesar piezas de la misma forma pero diferentes tamaños). Esto proporciona una gran comodidad para la producción de piezas únicas, lotes pequeños, múltiples variedades, transformación de productos y producción de prueba de nuevos productos, acortando en gran medida la preparación de la producción y el ciclo de producción de prueba.
(2) Alta precisión de mecanizado y calidad estable:
Debido al uso de un servosistema digital, el dispositivo CNC genera una cantidad de desplazamiento correspondiente (llamada equivalente de pulso) de la máquina herramienta por cada pulso de salida, que puede alcanzar 0,1~1μm. El tornillo de transmisión de la máquina herramienta adopta la compensación intermitente, y el error de paso y el error de transmisión pueden ser controlados por un sistema de bucle cerrado, por lo que la máquina herramienta CNC puede lograr una alta precisión de mecanizado.
Por ejemplo, en los centros de mecanizado de precisión, la precisión de posicionamiento es generalmente de hasta un error de (0,005~0,008)mm por 300mm de longitud, y la precisión de repetibilidad puede alcanzar 0,001mm. Además, la máquina herramienta CNC tiene una buena rigidez estructural y estabilidad térmica, asegurando la precisión de fabricación. Su método de procesamiento automático evita errores de operación humana, garantiza una calidad de mecanizado estable y tiene un alto índice de aprobación. La máquina herramienta CNC puede lograr un acoplamiento multieje y puede procesar superficies complejas que son difíciles o imposibles de procesar en máquinas herramienta convencionales.
(3) Alta productividad:
La máquina herramienta CNC puede seleccionar los parámetros de procesamiento más favorables para realizar el procesamiento continuo de múltiples procesos. También puede lograr la supervisión de varias máquinas. Debido a la adopción de medidas de aceleración y desaceleración, las partes móviles de la máquina herramienta pueden moverse y posicionarse rápidamente, ahorrando en gran medida el tiempo de inactividad durante el proceso de procesamiento.
(4) Buena eficiencia económica:
Aunque el coste de equipamiento de las máquinas herramienta CNC (incluidos los costes de depreciación, los costes de mantenimiento, los costes de consumo de energía, etc.) por pieza es relativamente alto, su alta eficiencia de producción ahorra tiempo auxiliar (como el trefilado de alambre, el ajuste de la máquina, la inspección de procesamiento, etc.) y reduce los costes de producción directos para la producción de piezas únicas y lotes pequeños. La precisión de mecanizado estable de las máquinas herramienta CNC reduce la tasa de piezas desechadas y reduce aún más los costes de producción.
Aplicaciones e industrias
Las características de rendimiento de las máquinas herramienta CNC determinan su ámbito de aplicación. Para el mecanizado CNC, los objetos a mecanizar pueden dividirse a grandes rasgos en tres categorías en función de su idoneidad.
(1) La categoría más adecuada:
Piezas con elevados requisitos de precisión de mecanizado, formas y estructuras complejas, especialmente aquellas con curvas complejas, contornos de superficie curvos o piezas con cavidades interiores no lisas. Estas piezas son difíciles de procesar en máquinas herramienta convencionales, y es difícil detectarlas y garantizar su calidad. Piezas que requieren fresado, perforación, fresado con fresa madre, ranurado o roscado en una sola sujeción.
(2) Categoría relativamente adecuada:
Piezas caras, difíciles de obtener y que no se pueden desguazar. El mecanizado de estas piezas en máquinas-herramienta convencionales plantea ciertas dificultades y se ve fácilmente afectado por diversos factores, como el ajuste de la máquina-herramienta, el estado mental del operario y las condiciones de trabajo, lo que puede dar lugar a productos defectuosos o desechados.
Por lo tanto, las máquinas herramienta CNC pueden elegirse para un mecanizado fiable. Se utilizan para piezas que tienen una baja eficiencia de producción y una alta intensidad de mano de obra cuando se procesan en máquinas herramienta de uso general, y para piezas que requieren una buena consistencia en la comparación de tamaños o pruebas de rendimiento, y para piezas producidas en pequeños lotes de múltiples variedades y especificaciones.
(3) Categoría no apta:
Piezas que requieren un posicionamiento de referencia aproximado utilizando piezas en bruto para su procesamiento o que requieren un ajuste manual para su posicionamiento. Piezas con tolerancias de mecanizado inestables cuando no existe un sistema de detección en línea en la máquina herramienta CNC que pueda detectar y ajustar automáticamente la coordenada de posición de la pieza. Piezas que requieren equipos de proceso específicos o se procesan a partir de muestras o prototipos, y piezas que requieren producción en serie.
A medida que el rendimiento, la funcionalidad y el coste de las máquinas herramienta CNC siguen mejorando, junto con la mejora continua y la actualización de Herramientas de mecanizado CNC y herramientas auxiliares, el uso de máquinas herramienta CNC para la producción en serie está aumentando gradualmente. Por lo tanto, la idoneidad es relativa y cambiará con el desarrollo tecnológico.
Tendencias futuras en máquinas CNC
Desde la perspectiva del nivel tecnológico de las máquinas herramienta CNC, la alta precisión, la alta velocidad, la alta flexibilidad, la multifuncionalidad y la alta automatización son importantes tendencias de desarrollo de las máquinas herramienta CNC. Para una sola máquina, no solo se requiere mejorar su flexibilidad y nivel de automatización, sino que también es necesario contar con la adaptabilidad de sistemas de fabricación flexibles de nivel superior y sistemas informáticos integrados.
La velocidad del husillo de los equipos CNC de producción nacional en China ha alcanzado las 10.000-40.000 r/min, y la velocidad de avance ha alcanzado los 30-60 m/min. El tiempo de cambio de herramienta es inferior a 2,0 segundos, y el rugosidad superficial Ra es inferior a 0,008 μm.
En cuanto a los sistemas CNC, varios fabricantes de dispositivos CNC muy conocidos en el mundo, como FANUC en Japón, Siemens en Alemania y A-B en Estados Unidos, están evolucionando hacia la serialización, la modularización, el alto rendimiento y la sistematización.
Todos sus sistemas CNC utilizan microprocesadores de 16 y 32 bits, buses estándar y estructuras de módulos de software y hardware. La capacidad de memoria se ha ampliado a más de 1 MB, la resolución de la máquina herramienta puede alcanzar 0,1μm, la velocidad de avance de alta velocidad puede llegar a 100 m/min, y se pueden utilizar hasta 16 ejes de control, utilizando tecnología eléctrica y mecánica avanzada.
En lo que respecta a los sistemas de accionamiento, los de corriente alterna están evolucionando rápidamente. Los accionamientos de CA han evolucionado de analógicos a digitales, y los controladores compuestos principalmente por amplificadores operacionales y otros dispositivos analógicos están siendo sustituidos por componentes digitales integrados compuestos principalmente por microprocesadores, superando así puntos débiles como la deriva del cero y la deriva de la temperatura.
Conclusión
Como máquina de trabajo, las máquinas herramienta han proporcionado herramientas y métodos de fabricación para la revolución industrial y el desarrollo industrial moderno a lo largo de los años. En el futuro desarrollo de la industria y el progreso de la civilización humana, el apoyo y la promoción de las máquinas herramienta CNC seguirán siendo indispensables.
De cara al futuro, una nueva ronda de revolución industrial trae consigo nuevos retos y oportunidades para el desarrollo de las máquinas herramienta CNC. La integración de la tecnología de fabricación avanzada con la nueva generación de tecnología de la información e inteligencia artificial también proporciona soporte técnico para la innovación tecnológica, la sustitución de productos y la modernización industrial de las máquinas herramienta CNC.
Las máquinas herramienta CNC avanzarán hacia el alto rendimiento, la multifuncionalidad, la personalización, la inteligencia y la tecnología ecológica, y adoptarán la futura tecnología de computación cuántica para proporcionar herramientas de fabricación más potentes, cómodas y eficaces para la nueva revolución industrial y el progreso de la civilización humana.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Por qué una máquina herramienta CNC supera a otra? La respuesta suele estar en las mordazas utilizadas. En este artículo se analiza la selección de las mordazas adecuadas para mejorar la eficacia de las Máquinas-Herramienta CNC....
¿Alguna vez se ha preguntado por qué su máquina CNC sigue funcionando mal? Desde accidentes por colisión hasta fallos eléctricos, las máquinas CNC se enfrentan a numerosos problemas de funcionamiento. Este artículo explora los problemas más comunes y ofrece soluciones prácticas...
En este artículo exploraremos el mundo de los fabricantes japoneses de máquinas-herramienta, los héroes anónimos de muchas innovaciones industriales. Descubra sus tecnologías de vanguardia, su experiencia probada a lo largo del tiempo y sus...
Imagine un mundo en el que las máquinas CNC puedan diagnosticar sus propios problemas, programarse a sí mismas y alcanzar niveles de precisión y velocidad sin precedentes. Este es el futuro de la máquina herramienta CNC...
Imagine una máquina capaz de dar forma al metal con precisión y mínima intervención humana, produciendo incansablemente piezas complejas para industrias como la aeroespacial y la automovilística. Esta es la esencia del CNC (Computer Numerical...
¿Alguna vez se ha preguntado cómo las máquinas CNC transforman a la perfección materias primas en componentes precisos? En este artículo se explican los conceptos básicos del funcionamiento de las máquinas CNC, desde la puesta en marcha hasta la navegación por los paneles de control....
Imagine una máquina tan precisa que pueda tallar los detalles más intrincados de una pieza de un motor a reacción. Esta es la potencia de la máquina CNC de cinco ejes. A diferencia de las máquinas...
¿Qué ocurre cuando se avería una máquina herramienta CNC? Los intrincados sistemas de la maquinaria CNC, que son cruciales para la fabricación moderna, pueden ser desalentadores de reparar. Este artículo profundiza en los...
¿Qué determina la precisión de una máquina CNC? Esta pregunta es vital para cualquier persona del sector del mecanizado. En este artículo, exploraremos los factores clave que afectan a la precisión del mecanizado, como...