¿Qué es el chorreado de arena?
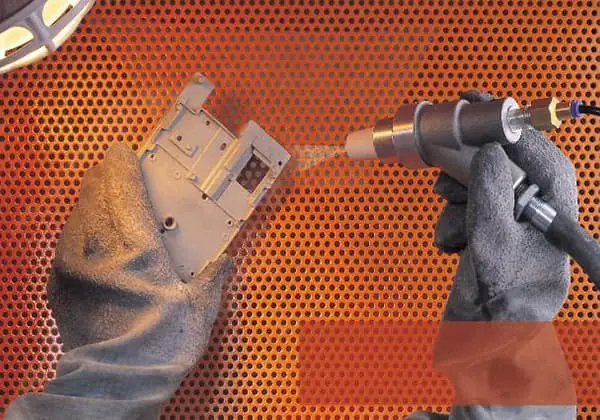
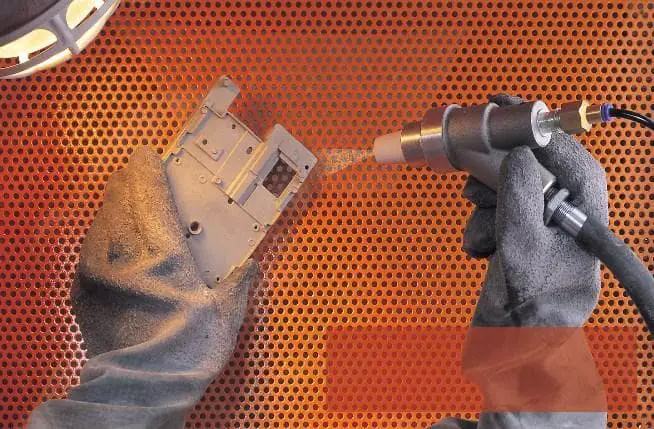
El chorro de arena utiliza aire comprimido como fuente de energía para crear una corriente de chorro de alta velocidad que propulsa materiales abrasivos (como arena de mineral de cobre, arena de cuarzo, arena de diamante, arena de hierro y arena de Hainan) sobre la superficie de la pieza que hay que tratar. Esto provoca cambios en la superficie exterior o en la forma de la superficie de la pieza.
Debido a la acción de impacto y corte del material abrasivo sobre la superficie de la pieza, ésta obtiene un cierto grado de limpieza y diferentes niveles de rugosidad, mejorando así las propiedades mecánicas de la superficie de la pieza.
Como resultado, se mejora la resistencia a la fatiga de la pieza, se aumenta la adherencia entre la pieza y el revestimiento, y se prolonga la durabilidad del revestimiento. Este método también es beneficioso para la nivelación y decoración del revestimiento.
Principales ámbitos de aplicación del chorro de arena
(1) El chorreado de arena para el tratamiento previo de piezas de trabajo antes del revestimiento o el adhesivo puede eliminar todos los contaminantes, como el óxido, y establecer una textura superficial crucial, conocida comúnmente como "superficie mate". Se pueden conseguir diferentes niveles de rugosidad utilizando diferentes tamaños de grano de material abrasivo, como el abrasivo de los equipos de chorro de arena, lo que mejora enormemente la adherencia entre la pieza de trabajo y el revestimiento o el chapado, o refuerza la adherencia de las juntas adhesivas y mejora la calidad.
(2) El chorreado de arena puede limpiar todos los contaminantes de la superficie de piezas fundidas y piezas tratadas térmicamente, como óxido residual y manchas de aceite, y pulir la superficie para mejorar la suavidad de la pieza. Este proceso puede presentar un color uniforme del metal, haciendo que el aspecto de la pieza sea más bello y atractivo.
(3) El chorro de arena puede limpiar las pequeñas rebabas de la superficie de las piezas mecanizadas y alisar la superficie, eliminando el daño de las rebabas y mejorando la calidad de la pieza. El chorro de arena también puede crear pequeñas esquinas redondeadas en la unión de la superficie de la pieza, haciéndola más bella y precisa.
(4) Después del arenado, las piezas mecánicas pueden producir superficies cóncavo-convexas uniformes y finas en la superficie, que pueden almacenar aceite lubricante, mejorar las condiciones de lubricación, reducir el ruido y prolongar la vida útil de la maquinaria.
(5) El chorro de arena puede conseguir diferentes niveles de reflectividad o subbrillo para algunas piezas especiales, como por ejemplo pulido de acero inoxidableTambién puede servir para dar brillo a la superficie de los muebles de madera, crear dibujos en superficies de vidrio arenado o difuminar la superficie de los tejidos. También puede desempeñar una función decorativa.
Aspectos a tener en cuenta durante el trabajo con chorro de arena
- Antes de empezar a trabajar, hay que llevar equipo de protección y no está permitido trabajar con los brazos desnudos. El número mínimo de trabajadores debe ser de dos.
- El depósito de almacenamiento, el manómetro y la válvula de seguridad deben revisarse periódicamente. El polvo debe descargarse del tanque de almacenamiento cada dos semanas, y el filtro del tanque de arena debe inspeccionarse una vez al mes.
- Compruebe si el tubo de ventilación y la puerta de la arenadora están sellados. El tubo de ventilación y equipos de eliminación de polvo debe ponerse en marcha cinco minutos antes del trabajo. Si falla el equipo de ventilación y eliminación de polvo, se prohíbe el funcionamiento de la arenadora.
- La válvula de aire comprimido debe abrirse lentamente, y la presión del aire no debe superar los 0,8 MPa.
- La granulometría del chorro de arena debe adecuarse a las necesidades del trabajo, generalmente entre 10 y 20, y la arena debe mantenerse seca.
- Durante el funcionamiento de la arenadora, está prohibido acercarse a personal ajeno a la misma. Al limpiar y ajustar las piezas de funcionamiento, la máquina debe estar parada.
- No está permitido soplar polvo sobre el cuerpo ni bromear con aire comprimido.
- Después del trabajo, el equipo de ventilación y eliminación de polvo debe seguir funcionando durante cinco minutos antes de apagarse para descargar el polvo interior y mantener la limpieza del lugar.
- En caso de accidente personal o del equipo, se debe mantener la escena e informar al departamento pertinente.
Proceso de arenado
La etapa de pretratamiento del proceso de arenado se refiere a la tratamiento superficial que debe realizarse en la pieza antes de pulverizarla o recubrirla con una capa protectora.
La calidad de la fase de pretratamiento en el proceso de arenado afecta a la adherencia, el aspecto, la resistencia a la humedad y la resistencia a la corrosión del revestimiento. Si el pretratamiento no se realiza correctamente, el óxido seguirá extendiéndose bajo el revestimiento, haciendo que este se desprenda en trozos.
La vida útil de un revestimiento puede diferir entre 4 y 5 veces entre una superficie cuidadosamente limpiada y una pieza generalmente limpia si se utiliza el método de exposición para la comparación de revestimientos. Existen muchos métodos de limpieza de superficies, pero los más aceptados son la limpieza con disolventes, el decapado con ácido, las herramientas manuales y las herramientas eléctricas.
El proceso de arenado utiliza aire comprimido como fuerza para formar una corriente de chorro de alta velocidad, que pulveriza materiales abrasivos sobre la superficie de la pieza, provocando cambios en el aspecto de su superficie. Debido al impacto y al efecto de corte del abrasivo sobre la superficie de la pieza, ésta obtiene un cierto grado de limpieza y una rugosidad diferente, mejorando así el rendimiento mecánico de la superficie de la pieza.
Clasificación de las arenadoras
Las máquinas de chorro de arena son los productos más utilizados en el mecanizado por chorro abrasivo. Las máquinas de chorro de arena se dividen generalmente en dos categorías: máquinas de chorro de arena en seco y máquinas de chorro de arena líquido. Las máquinas de chorro de arena en seco pueden dividirse a su vez en máquinas de succión y máquinas de presión.
I. Granalladoras en seco por succión
- Componentes generales
Una máquina de chorreado en seco por succión completa consta generalmente de seis sistemas: sistema estructural, sistema de alimentación de medios, sistema de tuberías, sistema de eliminación de polvo, sistema de control y sistema auxiliar.
- Principio de funcionamiento
Las máquinas de chorreado en seco por succión utilizan aire comprimido como fuente de energía. La presión negativa se forma en la pistola de chorreado por el movimiento a alta velocidad del flujo de aire, y el abrasivo se transporta a través del tubo de transporte de arena. El abrasivo se aspira en la pistola de chorreado y se expulsa por la boquilla sobre la superficie que se está procesando, alcanzando el objetivo de procesamiento previsto. En la máquina de chorreado en seco por succión, el aire comprimido es el suministro.
II. Granalladoras en seco a presión
- Componentes generales
Una unidad de trabajo completa de una máquina de chorreado en seco a presión consta generalmente de cuatro sistemas: recipiente a presión, sistema de alimentación de medios, sistema de tuberías y sistema de control.
- Principio de funcionamiento
Las arenadoras en seco a presión utilizan aire comprimido como fuente de energía. La presión de trabajo se establece en el recipiente a presión mediante el aire comprimido, y el abrasivo se transporta a través de la válvula de salida de arena. El abrasivo es expulsado por la boquilla sobre la superficie que se está procesando, alcanzando el objetivo de procesamiento esperado. En la máquina de chorro de arena en seco a presión, el aire comprimido es a la vez el suministro.
III. Arenadoras de líquidos
En comparación con las máquinas de chorreado en seco, la mayor ventaja de las máquinas de chorreado líquido es el control eficaz de la contaminación por polvo durante el proceso de chorreado, lo que mejora el entorno de trabajo de los operarios de chorreado.
- Componentes generales
Una arenadora líquida completa consta generalmente de cinco sistemas: sistema estructural, sistema de alimentación de medios, sistema de tuberías, sistema de control y sistema auxiliar.
- Principio de funcionamiento
Las máquinas de chorreado de arena con líquido utilizan la bomba de líquido de esmerilado como fuente de energía para alimentar el líquido de esmerilado (una mezcla de abrasivo y agua) en la pistola de chorreado después de agitarlo. El aire comprimido acelera el líquido de esmerilado y lo expulsa por la boquilla sobre la superficie que se está procesando, consiguiendo el objetivo de procesamiento esperado. En la máquina de chorro de arena líquido, la bomba de líquido abrasivo es la fuente de alimentación, y el aire comprimido es la fuente de aceleración.
Nivel de limpieza
También conocida como limpieza, existen dos normas internacionales representativas: una es la "SSPC-" formulada por Estados Unidos en 1985, y la otra es la "Sa-" formulada por Suecia en 1976, que se divide en cuatro niveles, a saber, Sa1, Sa2, Sa2.5 y Sa3. Se trata de una norma internacional de uso común, cuya introducción detallada es la siguiente:
Nivel Sa1 - equivalente al nivel US SSPC-SP7. Se utiliza el método general y simple de cepillado y lijado manual. Este es el nivel más bajo de los cuatro niveles de limpieza, y la protección del revestimiento es sólo ligeramente mejor que la de las piezas sin tratar. Las normas técnicas para el tratamiento de nivel Sa1: la superficie de la pieza no debe tener suciedad visible como aceite, grasa, piel de óxido residual, manchas de óxido y pintura residual. El nivel Sa1 también se denomina nivel de limpieza por cepillado manual (o nivel de barrido).
Nivel Sa2 - equivalente al nivel US SSPC-SP6. Se utiliza el método de limpieza con chorro de arena, que es el nivel más bajo de tratamiento con chorro de arena, es decir, el requisito general, pero la protección del revestimiento es mucho mayor que la de la limpieza manual con cepillo. Las normas técnicas para el tratamiento de nivel Sa2: la superficie de la pieza no debe tener aceite visible, suciedad, piel de óxido, óxido, pintura, óxido, corrosión y otras sustancias extrañas (excluyendo defectos), pero los defectos se limitan a no más de 33% de la superficie por metro cuadrado, incluyendo sombras leves; decoloración leve causada por defectos y corrosión de óxido; piel de óxido y defectos de pintura. Si hay ranuras en la superficie original de la pieza, quedará un ligero óxido y pintura en el fondo de la ranura. El nivel Sa2 también se denomina nivel de limpieza comercial (o nivel industrial).
Nivel Sa2.5 - es de uso común en la industria y puede utilizarse como requisito técnico de aceptación y nivel estándar. El nivel Sa2.5 también se denomina nivel de limpieza casi blanco (near-white o out-white level). Las normas técnicas para el tratamiento de nivel Sa2.5: el mismo que la primera mitad de los requisitos Sa2, pero los defectos se limitan a no más de 5% de la superficie por metro cuadrado, incluyendo sombras leves; ligera decoloración causada por defectos y corrosión por óxido; piel de óxido y defectos de pintura.
Nivel Sa3 - equivalente al nivel SSPC-SP5 de EE.UU., es el nivel más alto de tratamiento en la industria, también llamado nivel de limpieza blanca (o nivel blanco). Las normas técnicas para el tratamiento de nivel Sa3: el mismo que el nivel Sa2.5, pero 5% de sombras, defectos, corrosión óxido, etc. no debe existir.
Otros
Chorro de arena: Término técnico de la tecnología de fundición de monedas de oro y plata. Consiste en utilizar partículas de arena metálica de distintos tamaños y formas en el molde de producción de las monedas de oro y plata para pulverizar las zonas estampadas en superficies esmeriladas extremadamente detalladas. Durante la producción de monedas de oro y plata, aparece una hermosa capa de plata en las zonas estampadas, lo que aumenta la sensación de tridimensionalidad y estratificación.
El chorro de arena (referido a la eliminación de óxido o revestimiento de superficies metálicas) utiliza arena de cuarzo, arena de cuarzo ordinaria y arena de cuarzo refinada: con gran dureza y buenos efectos de eliminación de óxido, los indicadores físicos y químicos son los siguientes: SiO2≥98-99,8%, Fe2O3≤0,06-0,005%, refractariedad de 1750-1800℃, aspecto uniforme de las partículas, los tamaños de partícula comúnmente utilizados son 1-3MM y 0,1-0,3MM, de color blanco puro.
La granulometría oscila principalmente entre 5 y 220 mallas y puede fabricarse según los requisitos del usuario. Se utiliza principalmente en las industrias metalúrgica, del carburo de silicio, del vidrio y productos de vidrio, del esmalte, de la fundición de acero, de la filtración de agua, del remojo alcalino de flores, química y del chorro de arena.