En efecto, los colores de las brocas indican el tipo de revestimiento, que influye directamente en su rendimiento, durabilidad e idoneidad para la aplicación. Profundicemos en las características y usos óptimos de los distintos revestimientos de brocas:
Brocas de óxido negro (Black):
- Resistente al calor y a la corrosión
- Adecuado para metales blandos, madera y plástico
- Ofrecen 50% mayor vida útil que las brocas estándar de acero rápido (HSS)
- Ideal para taladrado general en materiales no abrasivos
Puntas recubiertas de nitruro de titanio (TiN) (oro):
- Muy resistente al desgaste y mantiene el filo durante más tiempo
- Adecuado para una amplia gama de materiales, incluidos el acero, el aluminio y los compuestos
- Puede funcionar a mayor velocidad, lo que aumenta la productividad
- Ofrecen hasta 3-5 veces la vida útil de las brocas HSS estándar
Puntas de acero al cobalto (bronce):
- No es un revestimiento, sino una aleación que contiene cobalto 5-8%
- Ideal para taladrar materiales duros y abrasivos como acero inoxidable y hierro fundido
- Excelente resistencia al calor, manteniendo la dureza a altas temperaturas
- Más frágiles que las brocas HSS, por lo que requieren una manipulación cuidadosa
Puntas recubiertas de nitruro de titanio y aluminio (TiAlN) (Violeta-Gris):
- Resistencia al calor y dureza superiores
- Excelente para mecanizado de alta velocidad y taladrado en seco
- Ideal para materiales duros como aceros endurecidos y aleaciones de titanio
- Puede aumentar la vida útil de la herramienta hasta 10 veces en comparación con las brocas HSS sin recubrimiento.
Puntas recubiertas de nitruro de circonio (ZrN) (oro claro):
- Proporciona una excelente resistencia a la abrasión y reduce la fricción
- Adecuado para metales no ferrosos, especialmente aluminio
- Resiste la formación de bordes acumulados, mejorando el acabado superficial
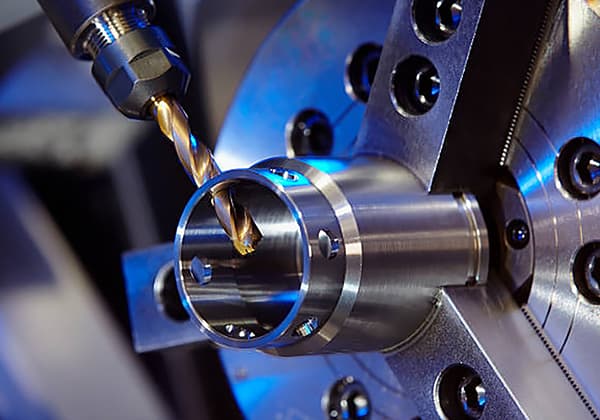
En el procesamiento mecánico, las operaciones de taladrado representan una parte importante del tiempo total de mecanizado, y el taladrado es un componente crucial. La elección del revestimiento de la broca puede afectar en gran medida a la productividad, la vida útil de la herramienta y la eficiencia general del mecanizado.
Al seleccionar una broca, tenga en cuenta los siguientes factores:
- Material de la pieza
- Condiciones de corte (velocidad, avance, uso de refrigerante)
- Calidad y tolerancia requeridas de los orificios
- Volumen de producción
- Rentabilidad (coste inicial frente a vida útil de la herramienta)
Aunque el color puede indicar el tipo de revestimiento y el rendimiento potencial, es esencial tener en cuenta los requisitos específicos de la aplicación y no basarse únicamente en el color para la selección. Cada tipo de revestimiento ofrece ventajas únicas, y la "mejor" elección depende de la aplicación de taladrado específica y del material que se esté mecanizando.
¿Tiene algo que ver el color de la broca con la calidad?
El color de una broca no está directamente relacionado con su calidad, sino que es principalmente el resultado de diferentes procesos de fabricación y tratamientos superficiales. Aunque determinados colores pueden asociarse a tipos o calidades específicos de brocas, el color por sí solo no es un indicador fiable del rendimiento o la durabilidad.
Las brocas de distintos colores suelen ser el resultado de diversos tratamientos superficiales o revestimientos, cada uno de los cuales sirve para un fin determinado:
- Óxido negro: Un acabado común que proporciona cierta resistencia a la corrosión y reduce la fricción.
- Nitruro de titanio (TiN): A menudo de color dorado, este revestimiento mejora la resistencia al desgaste y reduce la fricción.
- Nitruro de titanio y aluminio (TiAlN): Normalmente de color morado oscuro o negro, este revestimiento ofrece una gran resistencia al calor y una dureza mejorada.
- Acabado brillante: Las brocas de acero rápido (HSS) sin recubrimiento suelen tener un aspecto plateado o "brillante".
Aunque estos revestimientos pueden mejorar el rendimiento de la broca, la calidad del material subyacente, la precisión de la fabricación y los procesos de tratamiento térmico son mucho más decisivos para determinar la calidad y eficacia generales de una broca.
Cabe señalar que algunos fabricantes de menor calidad pueden aplicar revestimientos cosméticos para imitar el aspecto de las brocas de primera calidad. Por lo tanto, al evaluar la calidad de las brocas, es esencial tener en cuenta factores como:
- Composición del material (por ejemplo, acero rápido, acero al cobalto, carburo)
- Tolerancias y precisión de fabricación
- Procesos de tratamiento térmico
- Reputación de marca y opiniones de los usuarios
- Aplicación prevista y compatibilidad
En conclusión, aunque el color puede dar una idea del revestimiento o tratamiento de una broca, no debe ser el factor principal para juzgar su calidad. Una investigación adecuada, la comprensión de las especificaciones y la consideración del uso previsto son métodos más fiables para seleccionar brocas de alta calidad.
¿Cuál es la diferencia entre las brocas de distintos colores?
El color de las brocas suele indicar su proceso de fabricación, la composición del material y sus características de rendimiento:
Blancas: Las brocas HSS (acero de alta velocidad) de alta calidad suelen ser blancas debido al rectificado de precisión. Este proceso garantiza un estricto control de calidad, evitando que se queme la superficie y manteniendo la integridad de la herramienta. Las brocas blancas pueden ser totalmente rectificadas o laminadas con una superficie exterior acabada. Su aspecto de bordes limpios significa una fabricación superior y su idoneidad para taladrar materiales ligeramente más duros.
Negras: Las brocas negras suelen nitrurarse mediante un proceso de tratamiento térmico químico. Lo ideal es exponer la herramienta acabada a una mezcla de amoníaco y vapor de agua a 540-560°C, lo que aumenta su durabilidad. Sin embargo, muchas brocas negras del mercado sólo se colorean de negro para disimular las imperfecciones de la superficie, sin mejorar realmente su rendimiento.
Marrón amarillento (ámbar): A menudo comercializadas como brocas con cobalto, estas brocas eran originalmente blancas y se fabricaban por rectificado. El color ámbar es el resultado de un proceso de atomización durante la fabricación. Estas brocas suelen considerarse de primera categoría en cuanto a rendimiento y durabilidad.
Doradas: Las brocas M35 (5% Cobalto) suelen ser de color dorado debido al revestimiento de titanio. Este revestimiento puede ser decorativo o industrial. Mientras que los recubrimientos decorativos son puramente estéticos, los recubrimientos industriales de titanio mejoran significativamente el rendimiento de la broca. Las brocas con revestimiento de titanio industrial pueden alcanzar una dureza de HRC78, superando la de las brocas que contienen cobalto (HRC54).
Es importante tener en cuenta que el color por sí solo no garantiza la calidad ni el rendimiento. El proceso de fabricación, la composición del material y el cumplimiento de las normas de calidad son factores cruciales para determinar la eficacia y durabilidad de una broca.
Cómo elegir una broca
Aunque el color no es un indicador definitivo de la calidad de la broca, deben tenerse en cuenta varios factores clave a la hora de seleccionar una broca:
Material y revestimiento:
- Acero de alta velocidad (HSS): A menudo totalmente rectificado y de alta calidad.
- Recubierto de nitruro de titanio (TiN): De color dorado, puede variar en calidad.
- Óxido negro: La calidad varía; algunos están hechos de acero para herramientas de carbono inferior propenso al recocido y la oxidación.
Marcas de mango:
- Busque logotipos claros y precisos del fabricante y marcas de tolerancia del diámetro.
- Las brocas de alta calidad presentan un grabado láser nítido o marcas de corrosión eléctrica.
- Evite las brocas con marcas moldeadas que tengan bordes abultados, ya que pueden afectar a la precisión de agarre del portabrocas.
Calidad de vanguardia:
- Examine cuidadosamente el filo de la punta de la broca.
- Las brocas de alta calidad presentan bordes de corte bien definidos y afilados con una geometría de estrías en espiral adecuada.
- Las brocas de calidad inferior suelen tener las caras de las esquinas traseras mal formadas y diseños de estrías subóptimos.
Precisión de fabricación:
- Compruebe la simetría y la coherencia de la geometría general de la broca.
- Las brocas de alta calidad mantienen tolerancias estrictas en el diámetro, el ángulo de la punta y el diseño del filo.
Aplicación prevista:
- Tenga en cuenta el material que va a perforar y elija una composición de broca adecuada (por ejemplo, HSS con aleación de cobalto para materiales más duros).
- Adapte el ángulo de la punta de la broca al material de la pieza de trabajo (por ejemplo, 118° para uso general, 135° para materiales más duros).
Diseño de flauta:
- Evaluar la geometría de la flauta para la eficiencia de evacuación de virutas.
- Las ranuras parabólicas suelen proporcionar un mejor arranque de viruta en agujeros más profundos.
Acabado superficial:
- Las brocas de alta calidad tienen superficies lisas y consistentes en los filos y las tierras.
- Busque una aplicación uniforme del revestimiento en las brocas revestidas.
Reputación de marca:
- Considere fabricantes bien establecidos conocidos por su control de calidad constante.
Precio:
- Aunque no siempre es indicativo de calidad, las brocas de precio extremadamente bajo pueden comprometer los materiales o la precisión de fabricación.
Si evalúa detenidamente estos factores, podrá seleccionar las brocas que ofrezcan un rendimiento, una duración y una precisión óptimos para sus aplicaciones de perforación específicas.
Precisión de perforación
En la precisión del taladrado influyen múltiples factores, como el tamaño del orificio, la precisión posicional, la coaxialidad, la redondez, la rugosidad de la superficie y las rebabas del orificio. Los factores clave que afectan a la precisión del orificio durante el taladrado son:
① Precisión de la broca y condiciones de corte: precisión del portaherramientas, velocidad de corte, avance, selección del fluido de corte, etc.
② Geometría de la broca: longitud, forma del filo de corte, diseño del núcleo, configuración de las estrías, etc.
③ Características de la pieza: propiedades del material, forma de la pared lateral del orificio, relación profundidad/diámetro del orificio, grosor de la pieza, método de fijación, etc.
- Escariado
El escariado, o ensanchamiento del agujero, se debe principalmente a la oscilación de la broca durante el proceso de corte. El estado del portaherramientas influye significativamente tanto en el diámetro del orificio como en la precisión posicional. La inspección periódica y la sustitución oportuna de los portaherramientas desgastados son cruciales para mantener la precisión.
La perforación de orificios pequeños presenta retos únicos en la medición y el control de la oscilación. Para mitigar estos problemas, se recomienda utilizar una broca de vástago rígido y pequeño diámetro con una excelente coaxialidad entre el vástago y los filos de corte. Cuando se utilizan brocas reafiladas, a menudo se produce una disminución de la precisión del orificio debido al reafilado asimétrico de la punta de la broca. Minimizar la diferencia de altura entre los filos de corte puede reducir eficazmente la ampliación del agujero.
- Redondez del orificio
Las vibraciones de la broca pueden dar lugar a formas poligonales de los agujeros, que suelen dar lugar a perfiles triangulares o pentagonales con superficies de pared estriadas. La forma triangular se produce debido a que dos centros de rotación de la broca vibran a frecuencias que se alternan cada 60°. Este fenómeno está causado principalmente por fuerzas de corte desequilibradas:
- Revolución inicial: Tratamiento deficiente de la redondez de los orificios
- Revoluciones posteriores: Las fuerzas de corte desequilibradas perpetúan las vibraciones
- Ligero cambio de fase en las vibraciones: Crea patrones estriados en las paredes de los agujeros
A medida que aumenta la profundidad de perforación, aumenta la fricción entre el margen de la broca y la pared del orificio, lo que hace que disminuyan las vibraciones, se reduzcan las crestas y mejore la redondez. El orificio suele tener forma de embudo en sección longitudinal.
Para evitar estos problemas:
- Mejorar la rigidez de la broca
- Aumentar el avance por revolución
- Reducir el ángulo de relieve
- Optimizar el diseño del filo del cincel
- Control de las vibraciones del plato y de las diferencias de altura del filo de corte
- Garantizar la simetría de la punta de la broca y la geometría de la ranura
- Taladrado en superficies inclinadas y curvas
Cuando se taladra en superficies biseladas, curvas o escalonadas, la precisión de posicionamiento es deficiente debido al apoyo radial desigual de la broca, lo que también puede reducir la vida útil de la herramienta. Para mejorar la precisión de posicionamiento:
(1) Comience con un agujero piloto en el punto central
(2) Fresar un punto plano con una fresa para crear una superficie inicial estable.
(3) Emplear una broca con una capacidad de penetración superior y una gran rigidez.
(4) Reducir la velocidad de avance durante el acoplamiento inicial
- Gestión de rebabas
Las rebabas se forman con frecuencia en las entradas y salidas de los orificios, especialmente al mecanizar materiales resistentes o chapas finas. Esto ocurre debido a la deformación plástica del material de la pieza cuando la punta de la broca está a punto de atravesarla. El material cercano a los bordes de corte exteriores experimenta:
- Deformación inducida por la fuerza de corte axial y flexión hacia el exterior
- Curvatura adicional influenciada por el borde exterior biselado y el margen de la broca.
Para minimizar la formación de rebabas:
- Optimizar los parámetros de corte (velocidad, avance y profundidad de corte)
- Utilizar geometrías de broca especialmente diseñadas para reducir las rebabas
- Aplicación de ciclos de perforación de picotazos para barrenos más profundos
- Aplique material de soporte para controlar las rebabas de salida
- Considerar las operaciones de desbarbado posteriores a la perforación cuando sea necesario.
Si se tienen en cuenta estos factores y se aplican las estrategias adecuadas, los fabricantes pueden mejorar considerablemente la precisión del taladrado y la calidad general de los orificios en diversas aplicaciones y materiales.