4 Roller Plate Bending Machine: Structure and Precautions
Have you ever wondered how to shape metal plates into cones, spheres, or tubes with precision? This article delves into the four-roller plate bending machine, an essential tool in metalworking. We’ll explore its structure, from the fixed upper roller to the hydraulically-driven lower and side rollers, and discuss crucial precautions for safe operation. By the end, you’ll understand how to use this machine effectively while ensuring safety and accuracy. Read on to discover more about this fascinating process.
The Plate Rolling Machine is a commonly used forging equipment that can shape metal plates into cone, spherical, or tubular forms, among other shapes.
The machine is called “four rolls” due to its four rolls.
What is the structure of the Four Rolls Plate Rolling Machine?
What precautions should be taken when using the machine?
Let’s explore these topics further.
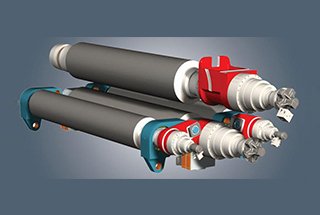
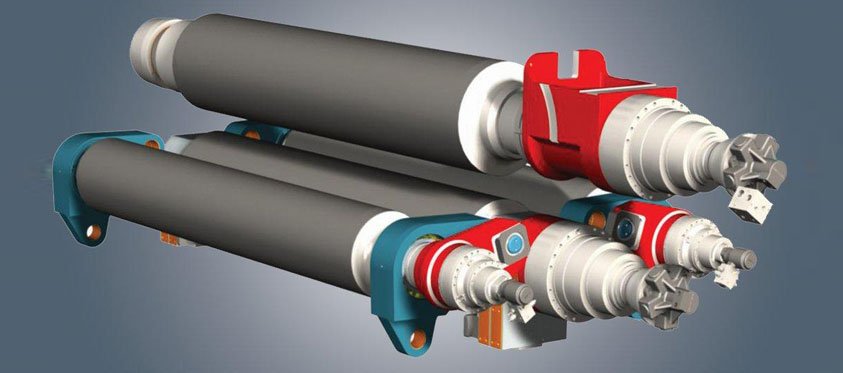
The structure of four roller plate bending machine
The upper roller of a four-roller plate bending roll is a drive roller, while the lower roller and the side roller are slave-driven rollers.
The position of the upper roller is fixed, while the bottom and side rollers can be lifted and moved.
The upper roller is driven by a hydraulic motor, while the rotation of the lower and side rollers is driven by the friction between the steel plate and the rollers.
Both the lower roller and the side roller are lifted through the oil cylinders on both ends.
The reversal of the front bearing body of the upper roller is carried out by a reverse oil cylinder. Both the roller bearing bodies and oil cylinders are mounted on the left and right ends of the frame.
The left and right frame are the main body of the four-roll machine and the entire base is installed with a welding structure.
As for the pushing device, after the workpiece has been rolled, the overturned oil cylinder pushes it out when it is turned into place.
The machine’s entire operation is conducted on the operating table.
The rollers of the four-roller rolling machine can clamp the steel plate to prevent sliding during bending.
The side roller can position the steel plate, allowing it to be calibrated during feeding. This makes it easy to bend tapered, elliptical, and other shapes.
The steel plate cannot be reversed during pre-bending and circular rolling on the four-roll bending machine.
Precautions for the use of a four-roller roll bending machine
If abnormal machine noise, shock, vibration, electrical leakage, or high temperature (>60℃) is detected in the hydraulic oil, motor, or bearings, the machine must be immediately stopped for inspection.
When checking the roundness with a sample, it must be done after the rolling machine has stopped.
It is strictly prohibited to extend one’s head while rolling the steel plate.
Machine operators must stand on the sides of the rolling steel plate and must not stand in front of or behind the plate bending rolls (upper roller’s effective working surface). No one should stand on the plate during the rolling process to prevent the steel plate from stretching out or falling off and causing harm to people.
The specifications of the rolled sheet must not exceed the limits specified in the equipment specifications and capacity chart.
The pressure of the roller must not be adjusted without proper authorization.
The operator must constantly monitor the operating conditions.
All rolled sheets must be rolled in the center of the roller and skidding is not allowed during the rolling process.
During the rolling process, the operator must constantly observe various operating conditions and the sheet must not slip out of the roller. The worksite must not be entered by outsiders.
When tipping the frame, the horizontal direction of the upper roller must be in the middle position, and it can be overturned when the vertical direction is at the highest point. The upper roller must not be moved horizontally when it is in contact with the lower roller.
When initial welding is performed on the cylinder of the rolling machine, the ground wire of the welding machine must be in good contact with the cylinder body.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered how a four-roller plate bending machine achieves such precise curves? This article explores the calculation of side roll position shifts, guided by an experienced mechanical engineer.…
Ever wondered how massive metal sheets transform into precise cylindrical shapes? This article unveils the fascinating mechanics behind four-roll plate bending machines, exploring their structure, working principles, and the critical…
Have you ever struggled to calculate the center distance between rollers in a machine? In this blog post, we'll explore a straightforward method to determine this crucial measurement. Our expert…
Ever wondered how massive metal sheets are seamlessly bent into precise shapes? The four-roller plate bending machine is the powerhouse behind this transformation. This guide dives into its structure, technical…
Have you ever wondered how metal sheets are bent into precise cylindrical shapes? This guide delves into the operation of the three-roller roll bending machine, a crucial tool in various…
Imagine transforming flat metal plates into precise cylinders or intricate shapes with just one machine. Welcome to the world of the plate roll bending machine! This powerful tool, essential in…
Have you ever wondered how massive steel structures are shaped into perfect cylinders and cones? This article explores the fascinating world of plate rolling machines, essential tools in industries like…
Have you ever wondered how complex shapes like cones and cylinders are crafted from flat metal sheets? This article explores the fascinating process of roll bending, breaking down the steps…
Have you ever wondered how massive steel plates are transformed into perfectly curved shapes? In this captivating blog post, we'll dive into the fascinating world of 3-roll bending machines. Discover…