Trempe à l'eau ou trempe à l'huile : quelle est la différence pour l'acier 35CrMo ?
Pourquoi la trempe à l'eau et la trempe à l'huile sont-elles si différentes pour l'acier 35CrMo ? Cet article explore les effets distincts de ces deux méthodes sur la dureté et les propriétés mécaniques de l'acier. En comparant les résultats des deux techniques, l'article met en lumière la méthode la mieux adaptée aux besoins de fabrication spécifiques. Les lecteurs apprendront à connaître le processus de trempe optimal, à comprendre l'équilibre entre résistance et flexibilité, et les avantages économiques de chaque approche.
L'acier 35CrMo, un matériau couramment utilisé dans les pièces de notre société, est généralement trempé et revenu par refroidissement à l'huile ou par trempe à l'eau avec refroidissement à l'huile. Cependant, depuis que le four polyvalent de la ligne de production a été mis en service, il n'est pas en mesure d'achever le processus de refroidissement à l'huile par trempe à l'eau.
Par conséquent, les pièces trempées à l'huile, en particulier celles dont les barres ont été laminées sans traitement de surface, présentent une faible dureté et ne répondent pas aux exigences de l'emboutissage. Une deuxième trempe est alors nécessaire, ce qui a un impact négatif sur les performances des pièces, augmente les coûts de production et entraîne des pertes inutiles.
Une analyse a révélé que la faible dureté est principalement due à une vitesse de refroidissement insuffisante. Sur la base de données pertinentes et de l'expérience de production d'autres usines de traitement thermique, le refroidissement des barres d'acier 35CrMo avec de la saumure peut augmenter la vitesse de refroidissement.
Comme notre société n'a jamais utilisé la trempe à l'eau pour produire des barres d'acier 35CrMo, nous devons tester les méthodes de trempe à l'eau et de trempe à l'huile et comparer leurs propriétés mécaniques avant de décider de mettre en œuvre la trempe à l'eau pour les barres d'acier 35CrMo.
1. Détermination du plan de test
(1) Matériel d'essai
Le matériau d'essai est le 35CrMo barre d'acier produit par notre société( φ 60mm), voir le tableau 1 pour la composition chimique.
Tableau 1 Composition chimique du 35CrMo Barre d'acier (Analyse de masse) (%)
Projet
C
Si
Mn
Cr
Mo
S
P
Cu
Ni
Norme nationale
0.32~0.40
0.17~0.37
0.40~0.70
0.80~1.10
0.15~0.25
≤0.035
≤0.035
≤0.30
≤0.30
Matériel d'essai
0.36
0.26
0.56
0.99
0.17
0.03
0.02
0.1
0.1
(2) Instruments et équipements d'essai
La ligne de production de l'équipement d'essai de four polyvalent est décrite à la figure 1. La machine d'essai universelle électronique est commandée par le testeur de dureté Rockwell et le micro-ordinateur CMT8202.
Fig. 1 Ligne de production de fours à usages multiples
(3) Méthode d'essai
Le test se compose de deux parties : une comparaison de la profondeur de la couche durcie entre deux méthodes de trempe.
Les échantillons des deux méthodes de trempe subissent un essai de traction et les résultats de leur résistance à la traction et de leur allongement sont comparés.
2. Processus d'essai et analyse des résultats
2.1 Profondeur de trempe
Prendre une barre de φ60 mm comme échantillon d'essai et procéder à une trempe à l'huile et à une trempe à l'eau.
Les barres d'acier 35CrMo peuvent subir une trempe à l'huile et à l'eau, et la dureté peut être ajustée pour atteindre 28-30HRC grâce à l'ajustement de la température de revenu.
(1) Processus de trempe à l'huile
Trempe à 860 ℃, maintien pendant 45 minutes, refroidissement de l'huile à 150 ℃ ;
Tremper à 520 ℃, maintenir pendant 90 minutes et refroidir à l'air jusqu'à la température ambiante. La courbe du processus est illustrée à la figure 3.
Fig. 3 Courbe du processus de trempe à l'huile
(2) Processus de trempe à l'eau
Trempe à 860 ℃, maintien pendant 45 minutes, refroidissement à l'eau à 150 ℃ ;
Tremper à 580 ℃, maintenir pendant 90 minutes et refroidir à l'air jusqu'à la température ambiante. La courbe du processus est illustrée à la figure 4.
Fig. 4 Courbe du processus de trempe à l'eau
La barre d'essai est transformée en un échantillon de traction pour l'essai de traction, et les résultats sont présentés dans le tableau 3.
Le tableau 3 montre que la résistance après la trempe à l'eau est relativement élevée et que la ténacité est relativement faible, avec peu de différence dans l'ensemble.
Les résultats des tests permettent de déduire que la résistance à la traction s'est considérablement améliorée, mais que l'allongement a diminué à dureté de surface égale. Cela est dû à la vitesse de refroidissement rapide de la trempe à l'eau, qui produit une couche durcie en profondeur et une dureté élevée.
Cette solution permet de résoudre le problème de la dureté insuffisante des barres d'acier 35CrMo après la trempe à l'huile.
3. Analyse des avantages
Le passage de certaines pièces en acier 35CrMo à un procédé de trempe à l'eau permet non seulement de répondre aux exigences de production et de réduire le taux de reprise, mais aussi de réaliser des économies. Les économies d'électricité sont égales au coût de l'électricité pour les retouches plus le coût de l'électricité économisé par le processus existant. Le calcul est le suivant : Économie d'électricité = (209 × 1,5 + 78 × 3) × 120 (environ 120 chauffes de production d'acier 35CrMo par an) × 10% × 1,2 + 91 (puissance du laveur) × 0,5 × 120 × 1,2 yuans = 14436 yuans.
Coûts de main-d'œuvre économisés = (temps gagné+temps de reprise) × nombre d'opérateurs × four de production annuel × prix unitaire de l'heure/homme=(0,5+4,5×10%)×2×120×8,571yuans = 1954yuans.
Coût des matériaux économisés = (huile de trempe perte par four + perte de liquide de nettoyage) × production annuelle de chaleur=(50+20) × 120 yuans = 8400 yuans.
Le total annuel est d'environ 24790 yuans.
4. Conclusion
Les barres d'acier 35CrMo peuvent être trempées à l'eau plutôt qu'à l'huile.
Non seulement la dureté peut répondre aux exigences, mais elle a également peu d'impact sur les propriétés mécaniques globales.
En plus de ces avantages, le taux de reprise a considérablement diminué, ce qui a permis d'améliorer l'efficacité de la main-d'œuvre et de réduire les coûts de production. En outre, l'utilisation d'une température de trempe plus basse et l'élimination des fumées d'huile générées lors du processus de trempe par refroidissement de l'huile du matériau se traduisent par de meilleurs avantages économiques, ainsi que par des économies d'énergie et une réduction des émissions.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment l'acier pouvait devenir à la fois incroyablement solide et flexible ? Cet article de blog vous fera découvrir le monde fascinant de la trempe, un processus de traitement thermique crucial dans...
Pourquoi les pièces en acier subissent-elles une trempe et un revenu ? Ce processus crucial de traitement thermique améliore la résistance, la plasticité et la ténacité de l'acier, ce qui le rend adapté à des applications exigeantes. En comprenant les...
Vous êtes-vous déjà demandé pourquoi l'huile de trempe est cruciale dans le traitement thermique ? Cet article examine les principes et les méthodes de sélection de l'huile de trempe appropriée, en mettant l'accent sur son rôle dans le contrôle du refroidissement...
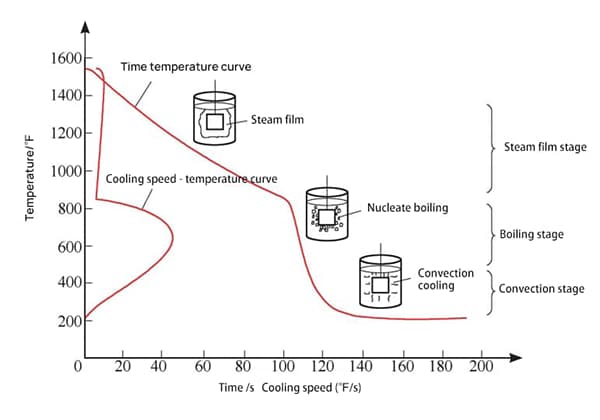
Pourquoi certains métaux se refroidissent-ils de manière inégale pendant la trempe, ce qui entraîne des défauts ? Le phénomène de formation d'un film de vapeur pendant la trempe est un facteur crucial. Cet article examine comment le film de vapeur...
Vous êtes-vous déjà demandé pourquoi le milieu de refroidissement utilisé pour la trempe est si important ? Le choix du bon milieu de refroidissement pour la trempe peut faire ou défaire la qualité interne et la forme de...
Vous êtes-vous déjà demandé pourquoi vos pièces trempées n'avaient pas la dureté attendue ? Ce problème courant dans les processus de traitement thermique peut avoir un impact important sur les performances de vos composants. Cet article plonge...
Vous êtes-vous déjà demandé ce qui rend les moules complexes utilisés dans les objets de tous les jours si précis et durables ? Cet article explore les 24 matériaux métalliques les plus fréquemment utilisés dans le traitement des moules....
Vous êtes-vous déjà demandé pourquoi des fissures apparaissent dans les pièces métalliques au cours de la fabrication ? Dans cet article de blog, nous allons plonger dans le monde intrigant des fissures de forgeage, des fissures de traitement thermique et des fissures de...
Pourquoi les boulons à haute résistance sont-ils si importants dans l'ingénierie moderne ? À mesure que les machines et les structures deviennent plus puissantes et plus complexes, les exigences en matière de boulons augmentent de façon exponentielle. Cet article se penche sur les matériaux...
Faites passer votre entreprise à la vitesse supérieure