Explorer les bases de l'usinage CNC 4 axes et 5 axes
Comment les machines CNC avancées permettent-elles d'atteindre la précision et la complexité dans la fabrication ? Cet article explore les différences entre l'usinage CNC à 4 et 5 axes, en mettant en évidence leurs capacités et applications uniques. Les lecteurs apprendront comment ces machines renforcent l'efficacité de la production, améliorent la précision et élargissent les possibilités d'usinage de pièces complexes. Plongez dans cet article pour découvrir les nuances qui font de l'usinage multi-axes une pierre angulaire de la fabrication moderne.
Par rapport à l'usinage manuel traditionnel, l'usinage CNC est nettement plus rapide. Le produit fini présente une grande précision dimensionnelle et peu d'erreurs, pour autant que le code informatique soit correct et réponde aux spécifications de la conception.
La fabrication CNC est une excellente méthode de prototypage rapide. Bien qu'elle puisse également être utilisée pour des produits et des composants finaux, elle n'est généralement rentable que pour des productions à court terme en petites quantités.
Usinage CNC multi-axes
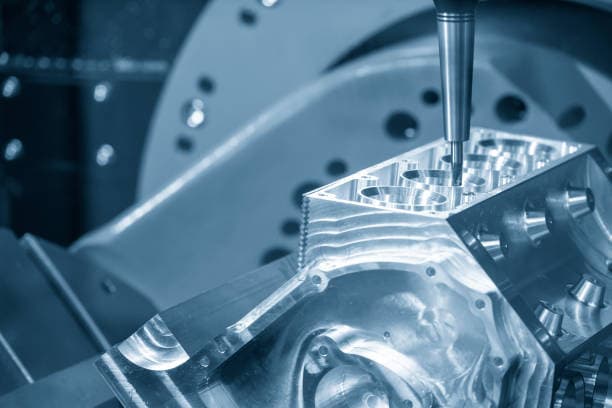
Le fraisage CNC est un processus qui consiste à enlever de la matière à l'aide d'outils rotatifs. La pièce à usiner peut rester immobile pendant que l'outil se déplace sur elle, ou elle peut être positionnée à un angle prédéterminé dans la machine-outil. Plus la machine possède d'axes de mouvement, plus le processus de façonnage est complexe et plus la vitesse est élevée.
Dans le cas du fraisage CNC à 4 axes, un quatrième axe est ajouté à la chaîne de production. outil de coupece qui permet une rotation autour de l'axe X. Il en résulte quatre axes de mouvement : l'axe X, l'axe Y, l'axe Z et l'axe A (rotation autour de l'axe X).
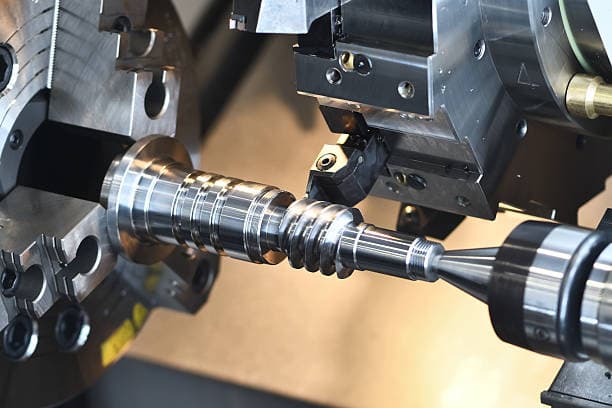
De nombreuses machines CNC à 4 axes permettent également la rotation de la pièce, appelée axe B, ce qui permet à la machine de fonctionner à la fois comme une fraiseuse et comme un tour.
Caractéristiques de l'usinage de l'attelage à quatre axes
Définition de 4 axes : A 4-machine à axe L'outil a au moins quatre coordonnées, dont trois coordonnées linéaires et une coordonnée de rotation.
Caractéristiques de l'usinage à 4 axes :
(1) Il est utilisé lorsqu'un 3-machine à axe Lorsque l'outil ne peut pas traiter efficacement une pièce, ou lorsque la pièce doit être serrée pendant une période prolongée.
(2) Il améliore la précision, la qualité et l'efficacité du traitement des surfaces de forme libre.
Avantages de l'usinage à 4 axes :
(1) Amélioration des capacités d'outillage ;
(2) Temps de serrage plus courts grâce à une technologie de traitement avancée ;
(3) Pas besoin de pinces ;
(4) Amélioration de la qualité de la surface ;
(5) Durée de vie prolongée de l'outil ;
(6) Rationalisation des processus de production ;
(7) Augmentation significative de l'efficacité de la transformation et de la production.
5-l'usinage de l'axe :
Au-dessus des quatre axes se trouve un autre axe de rotation, généralement de 360 degrés dans le plan vertical.
Le système à 5 axes permet d'effectuer des traitements complets et d'améliorer la qualité des produits. serrage en une seule fois, ce qui permet de réduire les coûts de serrage et de minimiser le risque de rayures de surface.
Il est idéal pour l'usinage de trous et de surfaces à facettes multiples, ainsi que pour les pièces exigeant une grande précision, en particulier dans l'usinage de moules.
Pendant le déplacement sur l'ensemble de la trajectoire, la direction de l'outil peut être optimisée et l'outil peut se déplacer de manière linéaire, ce qui permet de maintenir des conditions de coupe optimales tout au long du processus.
Quelle est la signification des liaisons 4 axes et 5 axes dans un centre d'usinage ?
La liaison 4 axes et 5 axes fait référence au nombre d'axes contrôlés dans le système de commande des centres d'usinage, des fraiseuses à commande numérique ou des machines à graver.
Un système de liaison à 4 axes nécessite quatre axes contrôlables qui peuvent être contrôlés simultanément par un mouvement d'interpolation. La vitesse de mouvement est la vitesse combinée des quatre axes, et non la commande de mouvement individuelle de chaque axe. Il en résulte un mouvement simultané d'un point dans l'espace vers un autre point par le biais de quatre axes. La vitesse de mouvement de chaque axe est calculée en interne par l'algorithme d'interpolation de mouvement du contrôleur.
Dans un centre d'usinage à 4 axes, les axes sont X, Y, Z et soit A (rotation autour de l'axe X), B (rotation autour de l'axe Y) ou C (rotation autour de l'axe Z). Les 4 axes peuvent se déplacer indépendamment ou conjointement avec d'autres axes. Toutefois, certaines machines-outils à 4 axes ne peuvent se déplacer que de manière indépendante et ne servent que d'axes d'indexation, c'est-à-dire qu'elles tournent jusqu'à un certain angle, puis s'arrêtent et bloquent l'axe, sans participer à la coupe.
De même, une machine-outil à liaison 4 axes peut avoir plus de 4 axes, mais le nombre maximum d'axes liés est toujours de 4. Il en va de même pour les machines-outils à liaison 5 axes, qui sont plus complexes que les machines à liaison 4 axes et 3 axes. À l'heure actuelle, certaines Systèmes CNC en Chine prétendent avoir cinq axes, mais certains d'entre eux sont faux. Un véritable système de liaison à 5 axes est doté de la fonction RTCP (compensation de position en temps réel).
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les engrenages hélicoïdaux sont fabriqués avec précision grâce à la technologie moderne ? Cet article se penche sur le processus complexe d'usinage des engrenages hélicoïdaux à l'aide d'une machine CNC à quatre axes. Il couvre...
Vous êtes-vous déjà demandé comment un tour CNC pouvait créer des pièces aussi précises ? Dans cet article, nous allons explorer le monde fascinant des tours CNC, en nous concentrant sur le nombre d'axes...
Vous êtes-vous déjà demandé comment des pièces métalliques complexes sont fabriquées avec précision ? L'usinage CNC est la réponse. Cet article explique comment les outils commandés par ordinateur transforment des matériaux tels que le métal en composants...
Imaginez une machine capable de façonner précisément le métal avec une intervention humaine minimale, produisant inlassablement des pièces complexes pour des industries telles que l'aérospatiale et l'automobile. C'est l'essence même de la CNC (Computer Numerical...
Vous êtes-vous déjà demandé comment les machines CNC façonnent notre monde ? Ces outils polyvalents révolutionnent la fabrication, prenant en charge des tâches allant du simple perçage au fraisage complexe. Dans cet article, nous allons explorer les différentes...
Faites passer votre entreprise à la vitesse supérieure