Stock d'acier forgé 42CrMo : Analyse et amélioration de la structure anormale
1. Préface Le 42CrMo est un acier de construction allié à teneur moyenne en carbone connu pour ses propriétés mécaniques complètes, son excellente trempabilité et son large éventail d'applications. Il est fréquemment utilisé dans l'industrie des machines pour produire des engrenages, des bielles, des boulons à haute résistance et d'autres composants essentiels. L'acier 42CrMo est fourni par une aciérie. Le processus de fabrication implique [...]
Le 42CrMo est un acier de construction allié à teneur moyenne en carbone, connu pour ses propriétés mécaniques complètes, son excellente trempabilité et son large éventail d'applications. Il est fréquemment utilisé dans l'industrie des machines pour produire des engrenages, des bielles, des boulons à haute résistance et d'autres composants essentiels.
Le stock de forgeage d'acier 42CrMo est fourni par une aciérie. Le processus de fabrication comprend l'affinage hors du four, la coulée en lingots, le forgeage en barres et enfin la normalisation.
Une entreprise a acheté ce lot d'ébauches forgées pour les utiliser dans la production d'un arbre de bobinage dans une unité de rembobinage pour la production de bandes. Le processus de traitement thermique final du produit sera le suivant trempe et revenu.
Les propriétés mécaniques requises sont une résistance à la traction de 900 à 1100 MPa, une résistance à la traction de 1,5 MPa et une résistance à la traction de 1,5 MPa. limite d'élasticité d'au moins 650 MPa et une énergie d'absorption d'impact d'au moins 40 J.
Lors d'une inspection de la matière première, il a été découvert que les structures macro et micro métallographiques étaient anormales. Il a été déterminé au préalable que l'ébauche de forgeage n'avait pas été normalisée.
Dans ce billet, nous discuterons et analyserons les méthodes et les possibilités d'amélioration de la qualité du stock de forgeage sur la base des résultats des tests physiques et chimiques. Plusieurs schémas de traitement thermique seront formulés.
2. Test physique et chimique
1. Analyse de la composition chimique
Le matériau d'essai est de l'acier forgé 42CrMo, qui a été jugé acceptable selon les exigences relatives à l'acier de construction allié de haute qualité (GB/T3077-2015).
Les résultats des tests, présentés dans le tableau 1, ont été obtenus à l'aide d'un spectromètre Spectrolab et répondent aux exigences de la norme.
Tableau 1 composition chimique (fraction de masse) de l'échantillon de matière à forger
Élément
Valeur standard
Valeur mesurée
C
0.38~0.45
0.45
Si
0.17~0.37
0.26
Mn
0.50~0.80
0.74
Cr
0.90~1.20
1.09
Mo
0.15~0.25
0.22
P
≤0.020
0.018
S
≤0.020
0.012
2. Examen métallographique
Une inspection métallographique a été effectuée sur les matières premières dans l'entrepôt.
L'échantillon a été prélevé conformément aux exigences de la norme GB/T 13298-2015, qui décrit la méthode d'inspection de la microstructure métallique. Les défauts de la macrostructure et les non métallique Les inclusions ont été évaluées à l'aide du GB/T 1979-2001 Structural Steel Macrostructure Defect Rating Diagram et du GB/T 10561-2005, qui décrit la détermination de la teneur en inclusions non métalliques dans l'acier.
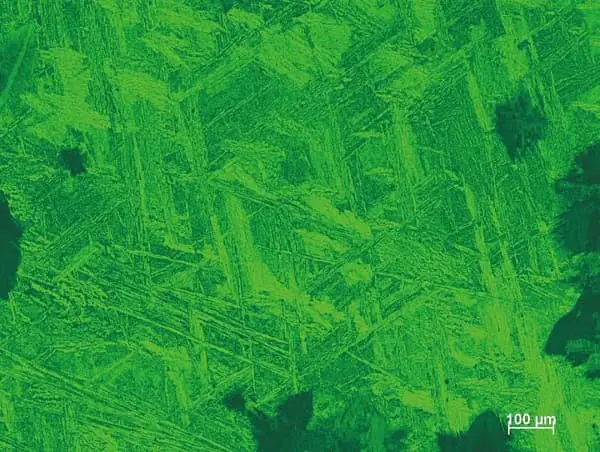
La macro morphologie est illustrée à la figure 1 et la microstructure à la figure 2. Les résultats des tests sont présentés dans le tableau 2.
Fig. 1 : Inspection à faible grossissement d'un échantillon brut de forgeage (corrosion industrielle à chaud à l'acide chlorhydrique 1:1)
a) Ferrite réticulaire grossière
b) Une partie du tissu est constituée de sorbite
c) Une partie du tissu est composée de perlite et d'une petite quantité de bainite et de ferrite.
d) Une partie du tissu est grossière
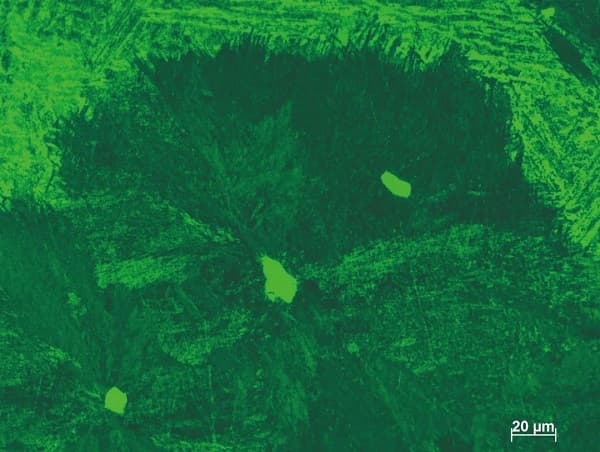
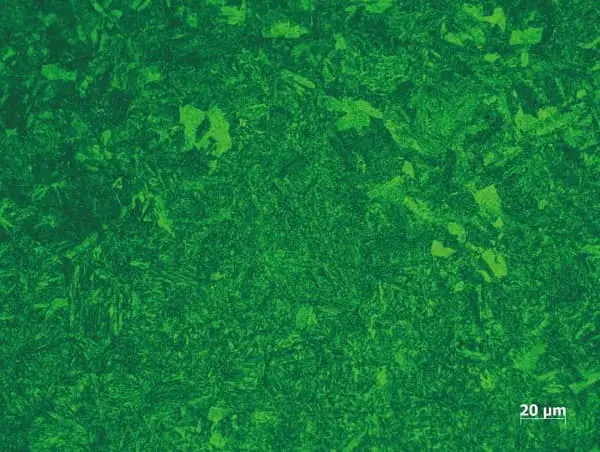
Fig. 2 Structure métallographique de l'échantillon brut de forgeage
Tableau 2 - Résultats des essais métallographiques de l'échantillonnage des billettes de forgeage
Éléments du test :
Résultat de la détection
Défaut de faible grossissement
En général, la porosité est de grade 1, et la dendrite sur la surface d'essai est grossière et présente une ségrégation importante.
La distribution du tissu est extrêmement inégale, le tissu est grossier et le tissu est composé de ferrite + perlite + ferrite réticulaire + une petite quantité de bainite.
3. Essai de propriétés mécaniques
Les pièces forgées seront échantillonnées et leurs propriétés mécaniques seront testées conformément aux exigences énoncées dans la norme GB/T 2975-2018. Cette norme définit les exigences relatives au lieu d'échantillonnage et à la préparation des échantillons pour la réalisation d'essais de propriétés mécaniques sur l'acier et les produits en acier.
Les résultats sont présentés dans le tableau 3.
Tableau 3 - Résultats des essais sur les propriétés mécaniques des pièces forgées
Résistance à la traction / MPa
Limite d'élasticité / MPa
Taux de longueur du corps après une fracture (%)
Énergie d'absorption des chocs (KV2 / J)
983
845
12.0
10, 6.0, 6.0
4. Comparaison entre le schéma de traitement thermique et les résultats des essais physiques et chimiques
Les résultats des tests physiques et chimiques ont indiqué que la billette de forgeage avait une structure grossière, une structure anormale et des propriétés mécaniques médiocres, qui seraient le résultat d'une mauvaise qualité de forgeage et d'un traitement de normalisation insuffisant.
Afin d'étudier l'impact de la structure de la matière première sur le traitement thermique final (trempe et revenu) et de vérifier l'amélioration des différents processus de traitement thermique sur la qualité de la matière première, plusieurs schémas de traitement thermique ont été développés. L'objectif est d'analyser et de proposer des mesures d'amélioration.
Trois procédés de traitement thermique ont été mis au point pour tester les résidus de forgeage : la normalisation, la trempe et le revenu, et une combinaison de normalisation et de trempe et revenu.
Des échantillons ont été prélevés sur les pièces forgées après le traitement thermique et leur structure métallographique et leurs propriétés mécaniques ont été testées. Les résultats ont été comparés aux exigences de conception et sont présentés dans le tableau 4.
Tableau 4 - Indices de performance et types de structures après trois processus
État du processus
Résistance à la traction / MPa
Limite d'élasticité / MPa
Allongement après rupture (%)
Énergie d'absorption de l'impact (KV2 / J)
Type d'organisation
Normalisation
1098
959
12.5
17, 15, 18
La ségrégation existe dans l'organisation ; La structure est sorbite + troostite + bainite
Trempe
878
752
16.0
77, 87, 80
Il y a une ségrégation évidente dans le tissu ; la structure est la sorbite + une petite quantité de ferrite.
Normalisation + trempe
988
828
16.0
94, 107, 110
La ségrégation existe dans l'organisation ; le tissu est composé de sorbite et d'une petite quantité de ferrite.
Exigences de conception
900~1100
≥650
≥12.0
≥40
Sorbite, une petite quantité de ferrite est autorisée
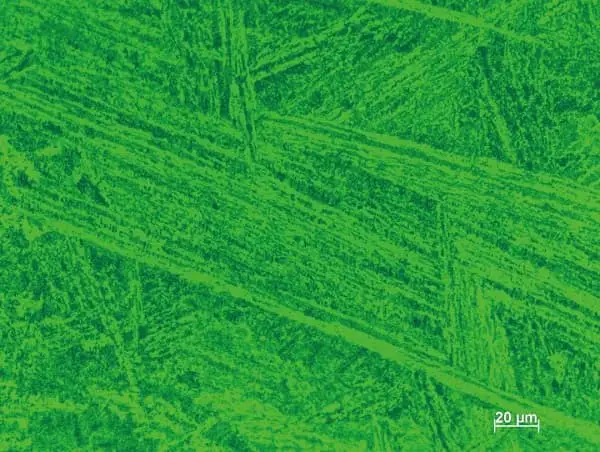
Après analyse et comparaison, il a été constaté que la résistance et la ténacité de l'échantillon normalisé s'étaient considérablement améliorées et que la ferrite en réseau dans la structure avait disparu, comme le montre la figure 3.
Fig. 3 structure après normalisation (refroidissement à l'air de 880 ℃)
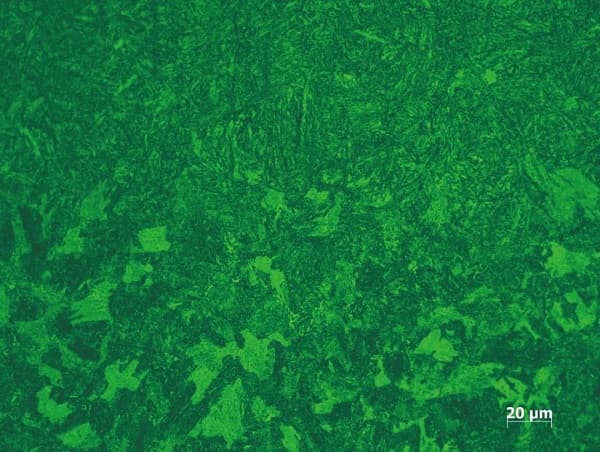
Bien que la trempe et le revenu directs de la pièce forgée aient éliminé la ferrite nette dans l'échantillon, la résistance à la traction était bien inférieure aux exigences techniques et il y avait une ségrégation notable dans la structure, comme le montre la figure 4.
Fig. 4 Trempe (860 ℃ refroidissement à l'huile et 610 ℃ refroidissement à l'air)
Les échantillons ayant subi une normalisation suivie d'une trempe et d'un revenu ont non seulement satisfait à toutes les exigences techniques en termes d'indicateurs de performance, mais ont également amélioré l'uniformité de la structure, comme le montre la figure 5.
Fig. 5 normalisation + trempe et revenu (880 °C refroidissement à l'air + 860 °C refroidissement à l'huile, 610 °C refroidissement à l'air)
3. Conclusion
La structure anormale que l'on trouve dans les pièces forgées est généralement due à des températures élevées pendant le forgeage, qui entraînent une croissance rapide du grain et un manque d'affinage du grain. En outre, un refroidissement insuffisant après le forgeage peut entraîner la formation de ferrite en réseau, ce qui dégrade fortement les propriétés mécaniques du matériau, en particulier sa résistance aux chocs à température ambiante.
Pour éviter la formation de gros grains, de ferrite en réseau, et même de ferrite en réseau, il est nécessaire de mettre en place un système de contrôle de la qualité. widmanstatten Si l'on veut que les structures de l'acier soient plus fines, il est essentiel de contrôler strictement la température de chauffage pendant le forgeage et de réguler la vitesse de refroidissement de manière appropriée. La normalisation permet d'affiner la microstructure et d'éviter les résidus de ferrite en réseau et d'autres structures.
Comme le stock de pièces forgées n'a pas été normalisé comme il se doit, il est nécessaire de renforcer les inspections métallographiques pendant l'entreposage des matières premières afin de s'assurer qu'il répond aux exigences nécessaires dans le processus normal. Si des phénomènes anormaux tels que structure grossière, ferrite réticulaire ou même structures widmanstatten sont constatés dans la structure d'origine, un traitement de normalisation doit être effectué avant la trempe.
Dans le cas contraire, la structure et les propriétés obtenues peuvent ne pas répondre aux exigences souhaitées, et la présence de ferrite réticulaire peut même provoquer des fissures de trempe pendant la trempe, entraînant une défaillance du produit pendant le traitement thermique.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure