Technologie du cintrage : Explorer l'art et ses applications pratiques
Vous êtes-vous déjà demandé comment la technologie du pliage façonne le monde qui nous entoure ? Cet article se penche sur les différentes méthodes de pliage utilisées dans la fabrication moderne, du pliage à l'emporte-pièce aux presses plieuses à commande numérique, et explore leurs applications dans la création de tout, des portes d'ascenseurs aux armoires de commande électrique. Apprenez comment ces techniques améliorent l'efficacité et la précision de la production, et découvrez les innovations à l'origine de l'avenir de la fabrication intelligente.
L'industrie allemande 4.0, l'Internet industriel américain et la mise en œuvre du programme "Made in China 2025" confirment tous que la fabrication intelligente est au cœur de la quatrième révolution industrielle dans l'industrie manufacturière mondiale. Cela est particulièrement évident dans l'industrie chinoise de la fabrication de tôles, qui consiste en divers processus tels que la découpe au laser, le soudage de tôles, la découpe et le pliage.
Ce billet se concentrera principalement sur la technologie de pliage.
Méthodes de pliage courantes
Pliage des matrices
Le pliage des matrices est généralement réalisé à l'aide d'une presse plieuse (voir figure 1), qui nécessite l'assistance d'ouvriers ou de robots pour mener à bien le processus de pliage.
La précision du pliage dépend en grande partie de la compétence des techniciens ou de la qualité du robot. Cette méthode de pliage est couramment utilisée pour la production de petites pièces avec un seul type de produit et un processus de fabrication simple.
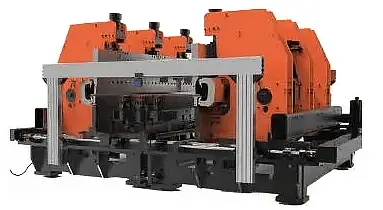
A machine à plier (voir figure 2) peut être utilisé pour plier de grandes pièces aux structures complexes et aux formes variées.
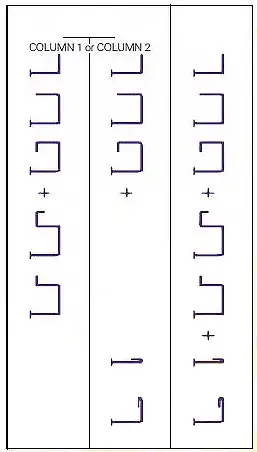
La figure 3 montre les formes de pliage qui peuvent être obtenues à l'aide d'un couteau automatique unique. machine à plier ou une plieuse automatique à double couteau.
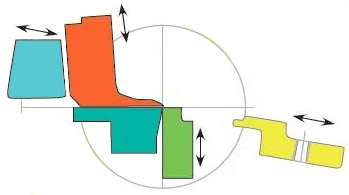
Fig. 2 Principe de fonctionnement de la machine à plier
Fig. 3 Forme de pliage
Cintrage à double couteau et cintrage CNC
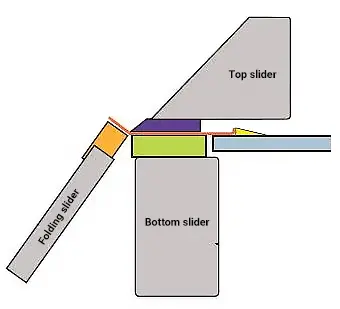
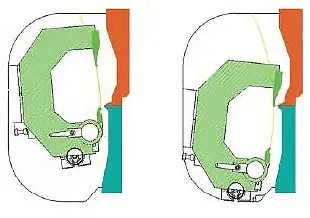
La plieuse à double couteau est un type de plieuse (voir figure 4) qui fonctionne selon le même principe. Elle est capable de plier une large gamme de formes et de types, tout comme la plieuse.
Fig. 4. Principe de la plieuse à double couteau
Presse plieuse CNC est la cintreuse la plus couramment utilisée dans les centres de cintrage (Fig. 5). Les célèbres fabricants de cintreuses peuvent se référer à ce classement.
La flexibilité de la plieuse à double couteau et de la plieuse CNC est très élevée, ce qui les rend adaptées au "pliage universel" et largement utilisées dans la production automatique. Jusqu'en 2018, les deux machines étaient alimentées par l'énergie hydraulique. Cependant, depuis cette date, les deux machines sont alimentées par l'énergie hydraulique, Cintrage CNC ont commencé à utiliser la servocommande et n'utilisent que l'entraînement hydraulique pour serrer l'outillage.
Il existe plusieurs grandes différences entre ces machines :
(1) Vitesse de flexion.
Dans les mêmes conditions, la cintreuse CNC aura une vitesse de cintrage légèrement supérieure.
Pour une structure de pièce à 90°, la cintreuse CNC met de 1,8 à 2 secondes pour la cintrer, tandis que la cintreuse à double couteau met de 2 à 3 secondes (en fonction de la taille du profilé).
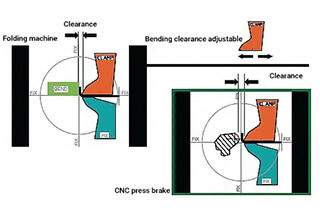
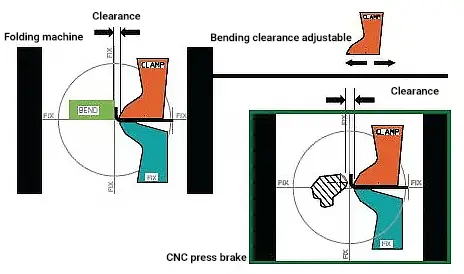
(2) Jeu de flexion.
La forme de coupe de la cintreuse à double couteau diffère de celle de la cintreuse CNC (voir Fig. 6).
Dans les cas où le serrage est réglable, la zone de force de la cintreuse CNC est relativement petite, ce qui peut entraîner des dommages ou des rayures sur la surface de la pièce (voir Fig. 7).
Fig. 6 Jeu de flexion
Fig. 7 Rayure de la surface
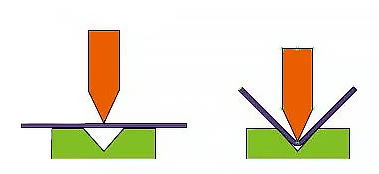
(3) Forme de la courbure.
La figure 8 montre la forme de cintrage de la cintreuse à double couteau et de la cintreuse à commande numérique.
Fig. 8 Forme de flexion
Analyse d'un cas de flexion
Aujourd'hui, la technologie du poinçonnage est devenue plus mature, notamment grâce à la popularité des unités de poinçonnage telles que Trumpf et Amada. Par conséquent, le laser forage et les technologies de coupe sont également devenues de plus en plus populaires.
Malgré les progrès réalisés dans divers tôle le pliage reste un goulet d'étranglement majeur qui affecte considérablement l'équilibre général du flux de travail et limite les améliorations de la capacité des ateliers.
Cas de flexion d'un panneau de porte de hall d'ascenseur
Le panneau de la porte du hall d'ascenseur a une structure relativement simple avec un petit nombre de trous de perforation.
La plupart des fabricants utilisent généralement des centres de poinçonnage et des centres de pliage pour achever leur production. Cependant, le goulot d'étranglement du processus de production se situe au niveau du pliage.
Pendant le pliage, la pièce doit tourner trois fois et l'outil correspondant doit être ajusté pour terminer le pliage. processus de pliage. Cette opération prend environ 35 à 45 secondes par pièce.
Pour augmenter la vitesse et l'efficacité de la production, les fabricants peuvent ajouter un centre de pliage à la ligne de production. Bien que cela permette de réduire le temps de production à 20 secondes par pièce, cela augmente également le coût de production.
Les fabricants peuvent également adopter une cintreuse à double couteau (comme le montre la figure 9) qui permet de cintrer simultanément les deux côtés de la pièce. Cela réduit la rotation de la pièce à une seule fois, avec un rythme de production de 12 à 15 secondes par pièce.
Prenons l'exemple d'une pièce dont la forme de la section est illustrée à la figure 10 et dont la longueur est de 2 mètres. Les battements de production calculés sont présentés dans le tableau 1.
Une ligne automatique de cintrage de portes de hall équipée d'une cintreuse à double couteau offre un haut niveau de qualité. production flexible Tout en garantissant la précision et la répétabilité. Cette ligne de production peut achever en continu et de manière stable le processus de cintrage des portes de hall au taux de production le plus élevé.
Armoire de commande électrique/boîtier de pliage d'armoire
La production d'armoires électriques est un processus très complexe, dont la structure et les matériaux varient considérablement. De nombreux fabricants optent pour la combinaison d'un entrepôt de matériaux, de machines de poinçonnage et de cisaillage, et d'unités de pliage robotisées pour achever la production.
Le principal avantage de cette méthode est qu'au fur et à mesure que la capacité de production augmente, les fabricants peuvent ajouter des unités de pliage robotisées pour améliorer l'efficacité de la production. En outre, si un groupe d'unités de pliage est endommagé, cela n'affectera pas la production des autres unités, ce qui garantit une production ininterrompue.
Toutefois, certains fabricants utilisent également des poinçons de tourelle et des poinçons d'assemblage. cintreuse de panneaux pour produire des armoires de commande électriques. Cette approche permet d'obtenir une meilleure efficacité de production que le pliage robotisé, mais elle s'accompagne de coûts d'équipement relativement élevés.
Dans l'industrie de l'armoire, il faut tenir compte des éléments du caisson illustrés dans la figure 11.
Fig. 11 Forme de la boîte
La forme de la boîte est conçue pour améliorer la résistance des structures en tôle. Cependant, lors de l'utilisation de a CNC la hauteur de la boîte ne peut pas être réglée automatiquement et un réglage manuel est nécessaire.
Pour permettre le réglage automatique de la hauteur de la boîte, une cintreuse à double couteau peut être utilisée, mais un module supplémentaire doit être installé.
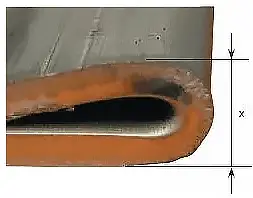
Dans de nombreuses armoires, on utilise souvent l'ourlet, qui fait référence à des matériaux à double couche.
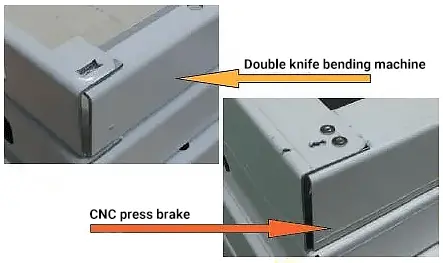
Si l'on plie un matériau de 1,8 à 2,5 mm à l'aide d'un centre de pliage CNC, la situation décrite dans la FIG. 12 peut se produire. Cependant, si un robot et une presse machine à freiner sont utilisés, cette situation peut être évitée.
Fig. 12 Forme de la goutte d'eau
En outre, la taille de la table de travail des presses plieuses disponibles sur le marché est limitée à 4 mètres. Par conséquent, si la longueur de la pièce à usiner est supérieure à 4 m, les exigences de précision pour la planéité du pliage deviennent extrêmement élevées.
Conclusion
Le cintrage est un art, et le choix de la bonne cintreuse est une décision indépendante du client.
Signer un contrat à la hâte peut conduire à des situations regrettables et entraîner des pertes incommensurables pour l'entreprise.
Enfin, nous aspirons à aider chaque client à construire une ligne de production satisfaisante en proposant des composants performants de manière modulaire.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Comment plier avec précision une pièce de tôle sans essais et erreurs ? Le facteur Y en est la clé. Cet article explique le facteur Y, une constante cruciale utilisée pour calculer la...
Vous êtes-vous déjà demandé pourquoi l'acier se fissure parfois lors du cintrage ? Dans cet article, nous explorons le monde fascinant de la technologie du cintrage de l'acier, en découvrant les raisons de défauts courants tels que les coins et les...
Vous êtes-vous déjà demandé comment calculer avec précision la force de flexion nécessaire à la fabrication de tôles ? Dans cet article de blog, nous explorerons les subtilités du calcul de la force de flexion, du dessin...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Dans cet article de blog, nous allons explorer le monde fascinant de la flexion de l'air et les diagrammes de force qui la rendent possible. Rejoignez-nous pour plonger dans la science qui se cache derrière cette...
Avez-vous déjà eu du mal à calculer la bonne surépaisseur de pliage pour vos projets de tôlerie ? Dans cet article de blog, nous allons plonger dans le monde des surépaisseurs de pliage et explorer comment...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Avis à tous les passionnés du travail des métaux ! Êtes-vous fatigué de deviner le tonnage approprié pour votre presse plieuse ? Ne cherchez plus ! Dans cet article de blog, nous allons plonger dans le monde de la presse...
Faites passer votre entreprise à la vitesse supérieure