Vérification de la précision de la cisaille guillotine : Guide étape par étape
Votre cisaille guillotine produit-elle des coupes irrégulières ? Ce guide explique les étapes essentielles pour s'assurer que vos cisailles fonctionnent avec précision. Vous apprendrez à mesurer la précision géométrique, à vérifier l'alignement des lames et la précision du positionnement. En suivant ces étapes, vous obtiendrez des coupes précises à chaque fois. Poursuivez votre lecture pour améliorer vos opérations de cisaillage et maintenir des performances optimales.
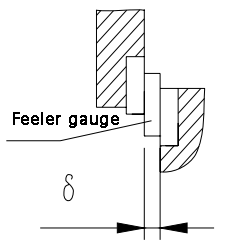
Réglez l'angle de cisaillement à zéro, déplacez le porte-outil vers le bas jusqu'à ce que les lames supérieure et inférieure coïncident sur 1 à 2 mm sur toute la longueur, puis arrêtez le moteur principal.
Mesurez le jeu du bord à 50 mm de la face frontale de la lame, puis tous les 150 mm le long de la lame. Calculer l'erreur en prenant la différence entre le jeu maximum et le jeu minimum.
Tolérance : 0,05 mm.
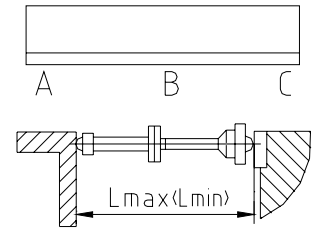
Parallélisme entre la lame inférieure et le bouchon
Méthode d'inspection et diagramme
Réglez la butée à ses positions maximale et minimale et mesurez la distance entre la butée et la lame inférieure en plusieurs endroits, en prenant au moins trois mesures par mètre. L'erreur est calculée comme la valeur maximale sur une longueur de 1000 mm.
Note : La valeur de l'erreur au point B ne peut être que plus grande.
Tolérance (mm) : 0.2/1000.
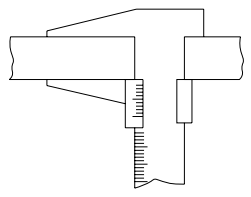
Précision de positionnement du matériau de retenue arrière
Méthode d'inspection et diagramme
Trois positions cibles doivent être définies uniformément sur toute la course de la butée arrière, positionnées à partir d'un point de référence fixe en fonction de l'avance positive (ou négative) du cycle linéaire ou par paliers.
La distance réelle de la butée arrière doit être mesurée à l'aide d'un micromètre intérieur et l'erreur doit être calculée comme la différence maximale entre la position réglée et la position réelle.
Tolérance (mm) : ±0.10
Précision de positionnement répétée de la butée arrière
Méthode d'inspection et diagramme
Réglez la butée arrière sur une position spécifique, avancez du point de référence à la position cible et fixez l'indicateur sur la base du compteur magnétique à la position cible. L'erreur est calculée comme la différence entre les valeurs maximale et minimale de l'erreur.
Tolérance (mm) : 0.05
Vérification de la précision du travail
Rectitude de l'éprouvette
Méthode d'inspection et diagramme
Placez la pièce d'essai sur la plate-forme et positionnez une règle d'inspection de 1000 mm de long contre sa surface de cisaillement. Mesurez l'écart entre les deux à l'aide d'une jauge d'épaisseur et calculez l'erreur comme étant la valeur maximale de l'écart.
Tolérance (mm) : 0.2/1000
Parallélisme de l'éprouvette
Méthode d'inspection et diagramme
Mesurez la largeur de l'éprouvette à plusieurs endroits (au moins trois par mètre) à l'aide d'un pied à coulisse. L'erreur doit être calculée comme la différence de lecture maximale sur une longueur de 1000 mm.
Tolérance (mm) : 0.2/1000
Note : Exigences relatives aux éprouvettes pour le contrôle de la précision de fonctionnement :
La longueur de l'éprouvette (Lmax) doit correspondre à la largeur maximale de cisaillement de la plaque.
La largeur (b) de l'éprouvette doit être égale à 15 fois l'épaisseur de la plaque cisaillée, sans être inférieure à 80 mm.
L'épaisseur de l'éprouvette doit être égale à la moitié de l'épaisseur maximale de cisaillement de la plaque.
Le nombre d'éprouvettes ne doit pas être inférieur à deux.
L'extrémité de la tôle coupée doit être équivalente à 10 fois l'épaisseur de la plaque sans inspection. Les bavures locales et autres défauts sur la section coupée peuvent être enlevés ou déplacés pendant la mesure.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment ces énormes plaques d'acier étaient découpées avec une telle précision ? Entrez dans le monde des cisailles hydrauliques - les héros méconnus de l'industrie de la fabrication métallique....
Comment s'assurer que votre cisaille guillotine fonctionne en toute sécurité et dure plus longtemps ? Cet article explore les pratiques d'entretien essentielles pour les cisailles guillotine, des contrôles quotidiens aux révisions annuelles. Vous apprendrez...
La cisaille à tôle, comme son nom l'indique, est une machine utilisée pour couper la tôle. Le choix du matériau est basé sur la tôle Q235 en général. Si l'on coupe de la tôle Q345, alors...
Vous êtes-vous déjà demandé comment maximiser l'efficacité et la sécurité de votre machine à cisailler ? Ce guide présente des conseils essentiels pour l'utilisation et l'entretien de ces outils puissants. Du choix de la bonne...
Vous êtes-vous déjà demandé comment d'énormes feuilles de métal sont découpées avec précision et sans effort ? Dans cet article, nous explorons le monde fascinant des cisailles guillotines hydrauliques. Vous en apprendrez plus sur...
Vous êtes-vous déjà demandé comment les usines pouvaient réaliser des coupes de métal précises avec un minimum d'effort ? C'est là qu'intervient la machine à gruger, un outil polyvalent utilisé pour découper des plaques de métal à différents angles. Cet article...
Avez-vous déjà été confronté au défi de changer les lames d'une cisaille guillotine hydraulique ? Ce guide détaillé vous accompagne tout au long du processus, en garantissant la sécurité et la précision à chaque étape. Du démontage initial...
Vous êtes-vous déjà demandé comment s'effectue la coupe de précision dans les machines lourdes ? Cet article dévoile les secrets du fonctionnement et du réglage de la cisaille guillotine. Apprenez comment assurer...
Après le déballage, l'utilisateur doit vérifier que la machine correspond à la liste de colisage et s'assurer que : a. La machine-outil n'a pas été endommagée pendant la manipulation. b. Aucune...
Faites passer votre entreprise à la vitesse supérieure