Dans cet article de blog, nous allons explorer le monde fascinant de la flexion de l'air et les diagrammes de force qui la rendent possible. Rejoignez-nous pour plonger dans la science de ce processus crucial et découvrir comment il façonne les produits que nous utilisons tous les jours. Préparez-vous à vous émerveiller devant l'ingéniosité et la précision qui caractérisent chaque pliage.
Notre tableau des forces de flexion de l'air, basé sur les données d'expérience de clients de diverses industries dans le monde entier, fournit un guide faisant autorité pour vous aider à déterminer facilement la pression de flexion minimale, la longueur de bride minimale et le rayon de flexion correspondant aux différentes ouvertures V lors du pliage de l'acier doux et de l'acier inoxydable.
Grâce à ce tableau, vous pouvez gagner du temps et de l'efficacité dans votre travail. processus de pliage.
En outre, notre presse plieuse peut vous aider à calculer la force de flexion requise pour votre produit de tôlerie spécifique.
Nous comprenons l'importance du choix de l'ouverture en V la plus appropriée, et notre tableau montre la relation optimale entre l'épaisseur du métal et la largeur de l'ouverture en V.
Principes de cintrage de l'air
Exigences en matière de tonnage
Le cintrage à l'air est la méthode préférée pour feuille de formage à l'aide d'une combinaison de poinçon et de matrice. Un tonnage de formage plus faible permet presses plieuses d'une capacité moindre à fabriquer les pièces formées.
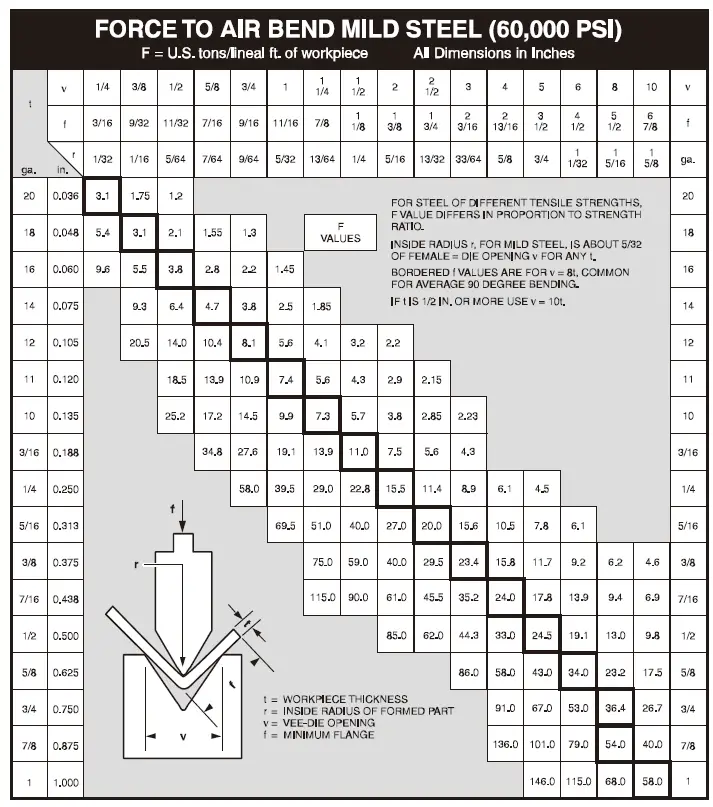
La figure ci-dessous détaille la relation entre l'épaisseur du matériau et l'ouverture de la matrice pour une résistance à la traction du matériau spécifiée de 60 000 PSI. Il convient de noter que la résistance à la traction de la plupart des aciers doux en Amérique du Nord étant supérieure à 60 000 PSI, des valeurs de tonnage plus élevées peuvent être nécessaires.
Tableau des tonnages
Remarque : Le tableau ci-dessus illustre les valeurs de tonnage appropriées pour plier à l'air libre de l'acier doux ayant des propriétés de résistance à la traction de 60 000 PSI. Il faut noter que la plupart des aciéries nord-américaines produisent des métaux plus durs avec des propriétés mécaniques typiques de 44 000 PSI de limite élastique et jusqu'à 80 000 PSI de résistance à la traction. Les valeurs de tonnage requises pour former ces métaux sont nettement plus élevées et doivent être prises en compte dans le choix d'une presse plieuse.
Rapport entre l'épaisseur de la matrice et celle du matériau
La pratique industrielle standard pour dimensionner l'ouverture de la matrice est la suivante : huit fois l'épaisseur du matériau si elle est inférieure à 1/2", dix fois l'épaisseur du matériau si elle est supérieure ou égale à 1/2".
Pour les matériaux traités thermiquement, certaines fiches techniques peuvent spécifier des ouvertures de matrice plus grandes afin d'éviter que la forme formée ne se fissure.
Pour les tôles calibrées et les tôles légères, le rayon du poinçon est généralement égal à l'épaisseur du matériau. Pour les tôles fortes, le rayon du poinçon est normalement d'une fois et demie à trois fois l'épaisseur du matériau, en fonction des propriétés de la tôle formée.
Graphique de la force de flexion de l'air Background
Le tableau de la force de cintrage de l'air enregistre la largeur standard de la matrice inférieure en V et la force de cintrage requise correspondant au cintrage de différentes tôles et est devenu une spécification générale de l'industrie.
Cependant, il n'y avait pas de spécification de ce type au départ.
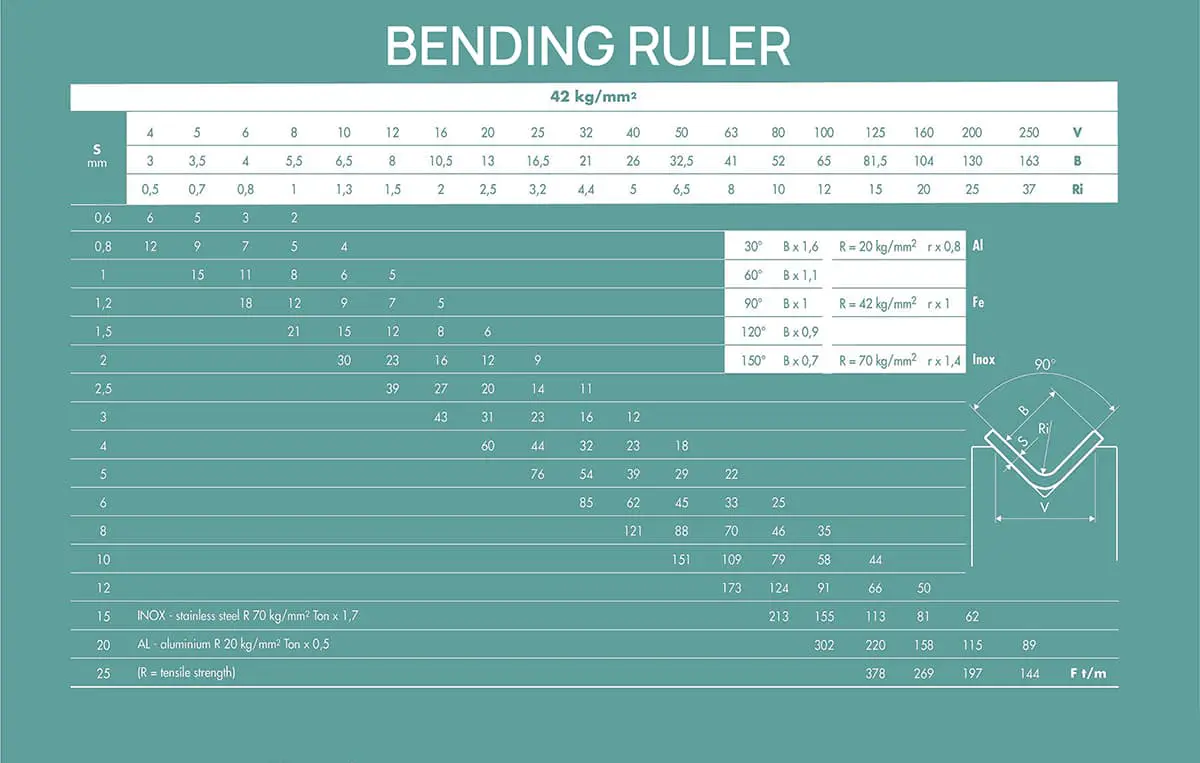
À l'époque, Amada a recueilli et résumé les données d'expérience de clients de diverses industries dans le monde entier et a finalement établi le tableau de force de flexion suivant, qui fait autorité pour le processus de flexion.
Grâce à ce tableau des forces de flexion, vous pouvez facilement déterminer la pression de flexion minimale, la longueur minimale de la bride et la longueur minimale de la bride. rayon de courbure correspondant à des ouvertures V différentes lors du pliage de l'acier doux et de l'acier inoxydable.
t - Epaisseur du matériau
F - Tonnage par 1 mètre
ir - rayon intérieur
b - longueur minimale de la bride
V - Largeur en V
Tableau des forces de flexion dans l'air - Acier doux
Tableau des forces de flexion dans l'air - Acier inoxydable
Le cintrage pneumatique dans la fabrication de tôles
Le cintrage pneumatique est une méthode utilisée dans la fabrication de tôles pour donner au métal les formes et les angles souhaités à l'aide d'une presse plieuse. Contrairement à d'autres techniques de pliage, le pliage à l'air permet une plus grande flexibilité et une plus grande précision, car le métal n'est pas entièrement pressé au fond de la matrice. Ce processus laisse un espace, ou "espace d'air", entre le métal et la matrice, ce qui permet de mieux contrôler l'angle de pliage et de réduire le risque de pliage excessif ou de déformation du matériau.
Composants du cintrage pneumatique
Poinçonner et découper
Les principaux outils utilisés pour le cintrage pneumatique sont le poinçon et la matrice. Le poinçon est l'outil supérieur qui appuie sur la tôle, tandis que la matrice est l'outil inférieur doté d'une cavité en forme de V ou de U dans laquelle le métal se plie. Par exemple, dans la fabrication de supports pour des applications automobiles, une matrice en forme de V peut être utilisée pour créer des angles précis qui répondent à des exigences de montage spécifiques. Le choix du poinçon et de la matrice dépend de facteurs tels que le type de métal, son épaisseur et l'angle de pliage requis.
Entrefer
La caractéristique principale du cintrage à l'air est l'espace d'air entre le métal et le fond de la matrice. Le poinçon s'arrête avant de presser complètement le métal dans la matrice, ce qui permet d'ajuster l'angle de pliage en variant la profondeur de la descente du poinçon. Cet espace d'air permet de maintenir l'intégrité du métal et d'éviter les déformations indésirables. Dans les scénarios où des tolérances serrées sont requises, comme dans les composants aérospatiaux, le contrôle de l'entrefer est crucial pour atteindre les spécifications souhaitées.
Processus de cintrage pneumatique
Positionnement de la tôle: La tôle est placée sur la matrice, alignée correctement avec le poinçon.
L'application de la pression: Le poinçon descend et appuie sur la tôle, amorçant le pliage.
Formation du coude: L'angle de pliage est contrôlé par la profondeur à laquelle le poinçon descend dans la matrice et par la forme de la matrice elle-même.
Libération du matériel: Lorsque l'angle de pliage souhaité est atteint, le poinçon est rétracté et le métal plié est retiré.
Évaluation et ajustement: Le pli est inspecté et, si nécessaire, des ajustements sont apportés à la profondeur du poinçon pour obtenir l'angle précis.
L'ajout d'aides visuelles pour illustrer ces étapes peut améliorer la compréhension. Par exemple, des diagrammes montrant l'alignement de la tôle, le poinçon descendant et le pli résultant peuvent clarifier le processus.
Avantages du cintrage pneumatique
Le cintrage pneumatique offre plusieurs avantages par rapport à d'autres méthodes de cintrage, telles que le cintrage par le bas ou le monnayage.
Flexibilité: Le cintrage pneumatique permet d'obtenir une large gamme d'angles de cintrage avec un seul jeu d'outils, ce qui réduit la nécessité de changer plusieurs fois d'outils. Ceci est particulièrement avantageux dans les environnements de production où des ajustements rapides sont nécessaires.
Précision: La possibilité de contrôler l'angle de pliage avec la profondeur du poinçon permet d'obtenir une grande précision dans le processus de pliage. Ceci est essentiel dans les industries telles que l'électronique, où des angles précis peuvent avoir un impact sur la fonctionnalité des composants.
Conservation des matériaux: L'entrefer réduit le risque de pliage excessif et le gaspillage de matériaux, ce qui garantit une utilisation efficace des ressources. Cet avantage peut conduire à des économies significatives dans les opérations à grande échelle.
Polyvalence: Cette méthode peut être utilisée avec différents types de métaux, notamment l'acier doux, l'aluminium et l'acier inoxydable, ce qui la rend adaptée à diverses applications. Par exemple, dans les applications architecturales, le cintrage à l'air permet de créer des motifs complexes dans les panneaux d'aluminium qui rehaussent l'attrait esthétique tout en préservant l'intégrité structurelle.
FAQ sur le tableau des forces de flexion de l'air
Comment lire le tableau des forces de flexion de l'air ?
Vous pouvez obtenir les informations suivantes à partir de l'air force de flexion ci-dessus si les données relatives à l'épaisseur du métal et au rayon intérieur de flexion sont connues :
Force de flexion nécessaire pour plier tôle métallique d'une longueur de 1 mètre
Largeur d'ouverture en V
Longueur minimale de la bride
Comment choisir l'ouverture en V la plus appropriée ?
L'ouverture en V fait référence à la distance entre le filière inférieure L'ouverture en V de la matrice doit être choisie en fonction de l'épaisseur de la tôle. Le tableau de cintrage pneumatique ci-dessus montre la relation optimale entre l'épaisseur du métal et la largeur de l'ouverture en V.
Cependant, d'autres facteurs influencent le choix de la largeur en V, notamment la longueur des brides, le rayon de courbure intérieur, le tonnage de la presse plieuse et la capacité de l'outillage.
Quel est le meilleur rapport entre l'épaisseur du métal et l'ouverture du v ?
Epaisseur du matériau (t)mm
0.5-2.5
3.0-8.0
9.0-10.0
≥12.0
Largeur en V
6xt
8xt
10xt
12xt
Qu'est-ce que le cintrage pneumatique dans la fabrication de tôles ?
Le pliage à l'air dans la fabrication de tôles est une technique utilisée pour créer des courbes dans les tôles sans que le métal n'entre totalement en contact avec la matrice. Pour ce faire, on utilise une presse plieuse équipée d'un poinçon et d'une matrice en forme de V ou de U. Le poinçon appuie sur la tôle, la poussant dans la matrice, mais s'arrête avant d'atteindre le fond, laissant un espace entre le métal et la matrice. Cet espace, ou "entrefer", permet d'obtenir différents angles de pliage sans que le métal n'épouse entièrement la forme de la matrice.
Les principaux composants du cintrage pneumatique sont le poinçon et la matrice, qui déterminent la forme et la taille du pli, et l'entrefer, qui apporte la flexibilité nécessaire pour obtenir des angles et des rayons différents. Le processus commence par le réglage du poinçon et de la matrice en fonction du type, de l'épaisseur et de l'angle de pliage requis de la tôle. La tôle est ensuite positionnée sur la matrice et alignée avec le poinçon. En descendant, le poinçon plie le métal à l'intérieur de la matrice, en s'arrêtant avant le fond pour créer l'espace d'air.
Le cintrage pneumatique présente plusieurs avantages, tels que la flexibilité dans la production d'une gamme d'angles de cintrage avec la même configuration de matrice, des cycles de production plus rapides, des coûts d'outillage réduits et un meilleur contrôle du processus de cintrage. Cependant, il présente également quelques inconvénients, notamment une précision moindre par rapport au cintrage par le bas et le risque de retour élastique, c'est-à-dire que le métal reprend partiellement sa forme d'origine après le cintrage. Ce retour élastique peut être géré en sur-pliant ou en utilisant une technologie de formage adaptative.
Dans l'ensemble, le cintrage pneumatique est une méthode polyvalente et efficace qui convient aux séries de production pour lesquelles une grande précision n'est pas essentielle, et qui permet de créer des pièces avec des angles de cintrage variables sans avoir à changer fréquemment de matrice.
Comment calcule-t-on la force de flexion nécessaire pour un cintrage pneumatique ?
Pour calculer la force de flexion requise pour le cintrage pneumatique dans l'usinage des métaux, vous devez prendre en compte plusieurs facteurs clés, notamment les propriétés du matériau, la géométrie du cintrage et l'outillage utilisé. La force de flexion ( F ) peut être calculée à l'aide de la formule suivante :
Où ?
( F ) est la force de flexion en kN ou en tonnes.
( TS ) est la résistance à la traction du matériau en kg/mm².
( s ) est l'épaisseur du matériau en mm.
( L ) est la longueur de la courbure en mm.
( V ) est l'ouverture de la filière en mm.
Par exemple, si vous pliez de l'acier doux avec une résistance à la traction de 45 kg/mm², une épaisseur de 2 mm, une longueur de pliage de 100 mm et que vous utilisez une ouverture de matrice de 6 mm, le calcul sera le suivant :
D'autres éléments à prendre en compte sont le rayon interne et le rayon de courbure minimal. Le rayon interne peut être estimé à l'aide de la formule :
Pour des calculs précis, en particulier avec des matériaux différents, il faut tenir compte de ce qui suit :
Où ( TS_{\text{baseline}} ) est souvent de 60 000 PSI pour l'acier doux. Le rayon de courbure minimal garantit que la courbure ne provoque pas de fissures, calculé comme suit :
L'utilisation de tableaux et de calculateurs de force de cintrage simplifie le processus en fournissant des valeurs précalculées pour les matériaux et les ouvertures de matrice les plus courants. Ces outils permettent aux utilisateurs de saisir des paramètres spécifiques et d'obtenir directement la force de flexion requise, garantissant ainsi des opérations de travail des métaux sûres et précises.
Quels sont les facteurs qui influencent la longueur minimale des brides pliables ?
Plusieurs facteurs influencent la longueur minimale de la bride pliable dans le cas d'un cintrage à l'air, en particulier lorsqu'on utilise un tableau des forces de cintrage à l'air.
Tout d'abord, l'épaisseur du matériau est cruciale ; en général, la longueur de la bride doit être au moins quatre fois supérieure à l'épaisseur du matériau. Par exemple, une tôle de 2 mm d'épaisseur nécessite une longueur de bride minimale de 8 mm.
Deuxièmement, le rayon de courbure, qui est déterminé par l'ouverture en V de la matrice, influence également la longueur de la bride. Un rayon de courbure plus grand nécessite généralement une longueur de bride plus importante pour assurer un cintrage correct.
Troisièmement, l'ouverture de la matrice et la géométrie de l'outillage imposent des dimensions de pliage minimales. La longueur de la bride doit être suffisante pour atteindre le sommet de la matrice après le formage.
En outre, bien que le facteur K ne détermine pas directement la longueur de la bride, il est essentiel pour le calcul de la surépaisseur de pliage, qui affecte l'ensemble du motif plat et, par conséquent, la longueur de la bride.
Une formule couramment utilisée pour déterminer la hauteur minimale acceptable de la bride est la suivante :
En outre, la distance minimale entre le trou et le coude, bien qu'elle ne soit pas directement liée à la longueur de la bride, est importante pour prévenir la déformation et influe indirectement sur la conception de la bride.
Enfin, le respect des directives et des tolérances industrielles, telles qu'une tolérance de +/- 1 degré sur les angles de pliage et des rayons de pliage cohérents, permet de maintenir l'uniformité et de garantir des longueurs de brides adéquates pour un pliage réussi.
En tenant compte de ces facteurs, les concepteurs et les fabricants peuvent déterminer avec précision la longueur minimale des brides pliables, ce qui permet une fabrication de tôles réussie et cohérente.
Comment l'ouverture de la matrice (V) influence-t-elle le processus de pliage ?
L'ouverture de la matrice (V) dans le cintrage pneumatique joue un rôle crucial dans la détermination de plusieurs aspects essentiels du processus de cintrage. Tout d'abord, elle influence directement le rayon de courbure intérieur, une plus grande ouverture de matrice V entraînant un plus grand rayon de courbure. La largeur de l'ouverture de la matrice est généralement de l'ordre de 16-20% pour des matériaux tels que l'acier laminé à froid 60 KSI et l'acier inoxydable.
Une ligne directrice courante, connue sous le nom de "règle des huit", suggère que l'ouverture de la matrice en V doit être huit fois supérieure à l'épaisseur du matériau, bien que cette valeur puisse varier de 6 à 12 fois en fonction des conditions spécifiques. La taille de l'ouverture de la matrice affecte également la distribution des contraintes dans le matériau ; une ouverture de matrice plus petite crée un rayon de courbure plus serré, augmentant les contraintes de traction sur la couche externe et les contraintes de compression sur la couche interne, ce qui peut entraîner une déformation ou une fissuration du matériau si les contraintes dépassent la résistance du matériau.
Le retour élastique, c'est-à-dire la tendance du matériau à reprendre partiellement sa forme initiale après le pliage, est également influencé par l'ouverture de la matrice en V. Une ouverture plus grande entraîne généralement un retour élastique plus important, ce qui nécessite un pliage plus important pour obtenir l'angle souhaité. Une plus grande ouverture de la matrice entraîne généralement un retour élastique plus important, ce qui nécessite un pliage excessif pour obtenir l'angle désiré. En outre, l'ouverture de la matrice a un impact sur le tonnage ou la force requise pour le cintrage, les matériaux plus épais et les rayons plus petits nécessitant plus de force.
Enfin, la précision et la productivité du processus de pliage sont influencées par l'ouverture de la matrice. Le cintrage à l'air, qui utilise une matrice en V, est généralement moins précis que le cintrage par le bas ou le cintrage par le haut, mais il offre une productivité et une flexibilité accrues, car il nécessite moins de changements d'outils et permet de produire différents profils grâce à des outils réglables.
Le cintrage pneumatique peut-il être utilisé pour tous les types de matériaux ?
Le cintrage pneumatique peut être utilisé pour une grande variété de matériaux, mais sa pertinence dépend des propriétés spécifiques de chaque matériau. Il est efficace pour des matériaux tels que l'aluminium, l'acier inoxydable, l'acier au carbone, le cuivre et certains plastiques. Par exemple, l'aluminium est très malléable et formable, ce qui en fait un bon candidat pour le cintrage à l'air. L'acier inoxydable, bien qu'il convienne également, présente un degré plus élevé de retour élastique, ce qui nécessite des ajustements au processus de cintrage. L'acier au carbone peut également être cintré à l'air, bien qu'il faille tenir compte des variations d'épaisseur et de direction du grain.
Cependant, il y a des limites à prendre en compte. Le cintrage pneumatique nécessite généralement moins de force que d'autres méthodes de cintrage telles que le monnayage, mais il peut être moins précis. Le choix de l'outillage et de l'ouverture de la matrice est crucial pour obtenir l'angle et le rayon de courbure souhaités. Les variations d'épaisseur du matériau peuvent avoir un impact significatif sur l'angle de pliage, et le retour élastique est un problème courant qui varie selon le matériau. En outre, le pliage perpendiculaire au sens du grain peut réduire le risque de fissures et de déformation.
En conclusion, si le cintrage pneumatique est polyvalent et peut s'adapter à toute une série de matériaux, il n'est pas universellement applicable. Le succès du cintrage pneumatique dépend de la sélection minutieuse des matériaux, d'un outillage approprié et d'une compréhension approfondie des propriétés du matériau. Pour les applications nécessitant une grande précision ou des tolérances serrées, d'autres méthodes peuvent être plus appropriées.
Quelles sont les précautions à prendre lors des opérations de cintrage de l'air ?
Lors des opérations de pliage pneumatique sur une presse plieuse, plusieurs mesures de sécurité essentielles doivent être prises pour garantir la sécurité des opérateurs et l'intégrité de l'équipement. Tout d'abord, les opérateurs doivent toujours porter un équipement de protection individuelle (EPI) approprié, notamment des lunettes de protection, des gants et des bottes de travail, afin de se protéger contre les blessures causées par les arêtes métalliques tranchantes et d'autres dangers.
Avant de démarrer la machine, il est essentiel de l'inspecter soigneusement. Vérifiez les connexions électriques, les niveaux de liquide hydraulique et les dommages éventuels tels que les fissures ou les cassures. L'entretien régulier de l'équipement, y compris des systèmes hydrauliques, est essentiel pour éviter les accidents. Les opérateurs doivent lire et comprendre le manuel d'instructions afin de se familiariser avec le fonctionnement et les principes de la machine.
La zone de travail doit être dégagée de toute personne ou équipement inutile afin de réduire le risque d'accident. Le placement correct de la tôle, parallèlement à la cintreuse, est essentiel à la sécurité de l'opération. Si la tôle est mal placée, elle risque de heurter l'opérateur et de le blesser.
Il est recommandé d'utiliser des garde-corps pour isoler la zone de travail en flexion et de mettre en place une gestion visuelle des conditions de sécurité. Des dispositifs de protection modernes, tels que des barrières immatérielles ou des dispositifs de protection optoélectroniques actifs (AOPD), peuvent empêcher les opérateurs de s'approcher trop près de la zone dangereuse, en arrêtant la machine si nécessaire.
Il est essentiel de procéder à des évaluations régulières des risques et de veiller à ce que les opérateurs soient formés, de préférence par un ingénieur expérimenté, avant d'utiliser la machine pour la première fois. Les mesures de sécurité électrique, telles que s'assurer que l'équipement dispose d'une connexion à la terre de protection (PE) et éviter tout contact avec l'équipement électrique avec des mains mouillées, sont essentielles.
D'autres précautions sont à prendre : éviter d'empiler les matériaux trop haut, garder la surface de travail propre et manipuler les tôles mouillées avec précaution en raison de leur nature glissante. S'assurer que la machine est bien lubrifiée avant de l'utiliser peut également éviter d'endommager les rouleaux ou le matériau.
En respectant ces mesures de sécurité, les opérateurs peuvent réduire considérablement les risques associés aux opérations de cintrage de l'air et maintenir un environnement de travail sûr et efficace.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment calculer avec précision la force de flexion nécessaire à la fabrication de tôles ? Dans cet article de blog, nous explorerons les subtilités du calcul de la force de flexion, du dessin...
Comment la taille de l'ouverture du moule inférieur affecte-t-elle les dimensions finales des pièces métalliques lors du cintrage pneumatique ? Cette question est cruciale pour garantir la précision de la fabrication des métaux. Les...
Vous êtes-vous déjà demandé pourquoi l'acier se fissure parfois lors du cintrage ? Dans cet article, nous explorons le monde fascinant de la technologie du cintrage de l'acier, en découvrant les raisons de défauts courants tels que les coins et les...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Imaginez que vous puissiez plier de la tôle sans laisser la moindre marque ou rayure. Dans cet article, nous explorons des techniques innovantes pour le pliage de tôles sans marque, en abordant des défis tels que le frottement, la dureté du matériau et...
Avez-vous déjà été confronté à des difficultés lors du pliage de plaques d'acier inoxydable ? Cet article dévoile les complexités du cintrage de l'acier inoxydable, de la force requise à l'impact du retour élastique. En savoir plus...
Vous êtes-vous déjà demandé comment les pièces métalliques sont pliées pour obtenir différentes formes ? Dans cet article fascinant, nous allons nous pencher sur l'art et la science du pliage dans l'emboutissage des métaux. Notre expert...
Faites passer votre entreprise à la vitesse supérieure