1. Processus de production des portes et fenêtres en alliage d'aluminium
2. Préparatifs avant l'opération : Familiarisez-vous avec le schéma des portes et des fenêtres, et consultez le manuel de l'utilisateur. fiche de processus des portes et fenêtres
Processus de production :
1. Processus de production des portes et fenêtres battantes
Découpe du cadre et de l'ouvrant → Fraisage des fentes du cadre et de l'ouvrant → Fraisage des trous de serrure et des rainures → Forage des trous de quincaillerie → Coupe de la barre de pression du verre → Installation des bandes d'étanchéité du cadre et de l'ouvrant → Installation des barres de pression du verre → Combinaison de l'ouvrant et du verre → Installation des accessoires de quincaillerie → Inspection → Emballage → Stockage
2. Processus de production des portes et fenêtres coulissantes
Découpe du cadre et de l'ouvrant → Fraisage des fentes du cadre et de l'ouvrant → Fraisage des trous de drainage → Fraisage des trous de serrure et des rainures → Installation des bandes de laine → Perçage des trous de quincaillerie → Découpe de la barre de pression en verre → Installation de la bande de laine d'étanchéité → Installation des barres de pression en verre → Installation des poulies → Combinaison du cadre et de l'ouvrant → Inspection → Emballage → Stockage.
1. Découpe du matériau du cadre
(1) Vérification des mesures : Vérifiez l'erreur entre la règle de la scie à double tête et le mètre en acier. Si deux scies à double tête sont utilisées pour découper les profilés du cadre extérieur d'une même fenêtre, les deux scies doivent être étalonnées jusqu'à ce que leurs règles et le mètre en acier aient la même taille.
(2) Contrôler la précision des dimensions de coupe : Pour un même lot de matériaux de même taille, le premier matériau doit être vérifié deux fois pour confirmer que la taille est correcte avant de commencer à découper. Et dans le lot de matériaux de même taille, il faut vérifier au hasard la taille de la pièce pour s'assurer qu'il n'y a pas d'erreur dans la découpe.
(3) Pour la découpe du cadre extérieur avec un joint d'angle à 45 degrés, lors de la découpe de la première pièce, une règle angulaire universelle doit être utilisée pour vérifier que la valeur de l'erreur de l'angle n'est pas supérieure à 10um.
2. Fraisage de trous et de rainures dans le matériau du cadre
(1) Cadre extérieur à charnières :
La colonne centrale du cadre extérieur doit être fraisée pour obtenir une rainure et un tenon. Lors du fraisage de la rainure et du tenon, utilisez des déchets d'aluminium ou un petit échantillon de matériau du même modèle pour confirmer que la rainure et le tenon de la colonne centrale sont bien ajustés au joint d'angle du cadre extérieur.
(2) Cadre extérieur coulissant :
Lors du fraisage du cadre inférieur coulissant, utilisez la tête de matériau pour faire un échantillon jusqu'à ce que la fente de fraisage de la tête de matériau coulissante inférieure s'adapte parfaitement au cadre avant d'utiliser la tête de matériau. nouveau matériel pour fraiser la fente.
Lorsque la tige de la poulie coulissante est fraisée en tant que trou de drainage, sa longueur ne doit pas dépasser 20 mm. La longueur des deux extrémités doit être identique. Deux trous de drainage doivent être fraisés pour les profils de 1800 mm ou moins, et trois pour ceux de plus de 1800 mm.
Après le fraisage de la fente, les parties coulissantes supérieure et inférieure doivent être strictement appariées afin d'éviter un fraisage erroné ou inversé. Il ne doit pas y avoir de rayures ou de marques sur le profil pendant le processus de fraisage.
3. Fraisage de trous et de rainures dans le matériau de l'ouvrant
(1) Porte coulissante et châssis de fenêtre :
Le crochet et la rainure doivent être fraisés à l'équerre lors du réglage de la hauteur. Les marges gauche et droite doivent être cohérentes.
Le trou de réglage des poulies des portes et fenêtres coulissantes doit être correct et la distance entre le trou et le bord du profilé doit être la même des deux côtés.
La hauteur du trou de serrure pour les portes coulissantes : Pour les châssis d'une hauteur inférieure ou égale à 2300 mm, la position du trou de serrure par rapport au sol doit être une distance verticale de 950 à 1150 mm ; la hauteur du trou de serrure pour les fenêtres coulissantes fraisées à partir du sol doit être une distance verticale de 1500 à 1600 mm ; la hauteur du trou de serrure des portes et fenêtres adjacentes doit être cohérente.
(2) Portes et fenêtres à charnières :
La hauteur du trou de serrure pour les portes battantes fraisées à partir du sol doit être une distance verticale de 950 à 1150 mm, et pour les fenêtres battantes, la hauteur du trou de serrure fraisée à partir du sol doit être une distance verticale de 1500 à 1600 mm.
La distance du trou de serrure par rapport au bord du profilé pour les fenêtres à charnières doit être cohérente, avec une erreur ne dépassant pas 1 mm. La hauteur du trou de serrure doit correspondre à celle des fenêtres adjacentes. Le trou de la serrure de la fenêtre suspendue doit être fraisé au centre.
(3) Si le cadre extérieur d'une fenêtre pivotante doit être fraisé avec des nervures, la longueur de la nervure doit correspondre à la longueur spécifiée du support. Le sens de la nervure doit correspondre au sens d'ouverture de la fenêtre pivotante.
4. Fraisage de la section transversale dans le matériau du cadre :
La longueur de la section transversale fraisée dans la colonne centrale est égale à la distance entre les angles internes d'un côté du cadre extérieur à 45 degrés, et il ne doit pas y avoir de renflement ou de rétrécissement à la jonction entre l'extrémité de la colonne centrale et le tenon du cadre extérieur à 45 degrés.
5. Découpe du code de l'angle pour les matériaux du cadre et de l'ouvrant :
La largeur du code d'angle pour le cadre et l'ouvrant doit être inférieure à 1 mm par rapport à la paroi intérieure du profilé.
Il convient également de vérifier la largeur du code d'angle pour s'assurer qu'elle correspond au profil à tout moment. La section du code d'angle doit être carrée et la surface doit être lisse et sans bavures.
6. Processus d'assemblage des coins du cadre et de l'ouvrant
Description de la conception des tenons épissés, des têtes de tenons et des joints d'angle en alliage d'aluminium ;
Les tenons épissés et les têtes de tenons doivent être reliés par des connexions mécaniques élastiques, et l'espace entre les pièces de liaison et le profilé doit être scellé avec de la colle. Il convient d'utiliser une colle à tenon de qualité supérieure pour sceller les joints de tenon, et il ne doit pas y avoir de points de fuite.
Le joint d'angle en alliage d'aluminium doit être assemblé par injection de colle. La section transversale du profilé doit être enduite de colle spéciale pour joint d'angle avant l'assemblage. La bande de positionnement du joint d'angle doit être en acier inoxydable.
L'espace entre le code du joint d'angle et le profilé doit être comblé par injection de colle à haute pression sans aucun relâchement.
Technologie d'articulation élastique à tenon :
Étape 1 : Fraisage des trous dans le profil.
Étape 2 : Installation des tampons d'étanchéité (tampons élastiques).
Marquage du centre : Appliquez un mastic d'une largeur d'environ 5 mm sur le profilé, puis placez le tampon de scellement sur le mastic et appuyez. Si la surface interne visible du profilé est plus large que 5 mm, il convient d'utiliser deux tampons d'étanchéité.
Étape 3 : Installation des pièces de liaison.
Glisser la pièce de jonction intérieure dans la position souhaitée, puis serrer à fond la vis perforée à l'aide d'une clé Allen de manière à ce que la vis perforée pénètre dans la paroi du profilé et fixe la pièce de jonction. Accrocher la pièce de liaison extérieure au profilé du cadre extérieur.
Attention :
Lors de la fixation de la pièce de liaison, celle-ci doit être positionnée avec précision.
Étape 4 : Assemblage par tenon du profilé.
Remarque :
Nettoyer les pièces à raccorder avec un produit nettoyant/dégraissant.
Étape 5 : Fixation de l'assemblage par tenons.
Étape 6 : Injection de colle dans le joint du tenon.
- Injecter l'adhésif métallique jusqu'à ce qu'il déborde du trou d'épingle.
- Nettoyer l'excédent de colle avec un produit nettoyant/dégraissant avant qu'elle ne durcisse.
- Nettoyer soigneusement la surface exposée du profilé.
- Il doit être maintenu pendant 24 heures.
Étape 7 : Application de la colle d'étanchéité sur le joint du tenon.
Appliquer le mastic sur les parties coupées, en particulier les coins et l'arrière. Pour les pièces de raccordement verticales, appliquez le mastic à l'avant de la fente de la bande de mastic et enfoncez le mastic. La hauteur du mastic appliqué doit être au même niveau que la structure de chevauchement du profilé. Enfin, appliquez le mastic autour du trou d'épingle.
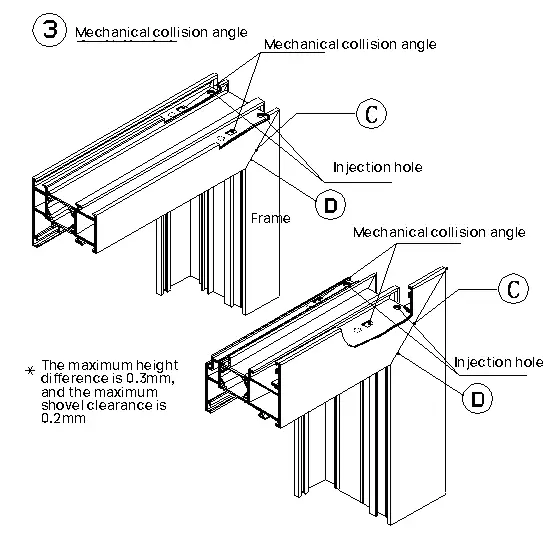
Coin adhésif Processus d'assemblage :
A. Nettoyer les pièces à raccorder avec un produit de nettoyage spécial.
B. Appliquer de la colle (disque en plastique et rouleau en caoutchouc) sur la face d'angle de l'un des profilés.
C. Regrouper les angles et procéder à des ajustements.
D. Avant que la colle ne durcisse, nettoyer soigneusement l'excédent de colle dans les coins avec un produit de nettoyage.
Insérer le coin tôle d'acier dans la zone du profilé du cadre extérieur et du cadre de l'ouvrant. Après avoir inséré l'angle, insérez le support d'angle derrière la fente de la bande d'étanchéité pour renforcer le profil extérieur avant que la colle de l'angle ne durcisse. Utilisez un outil approprié, tel qu'un grand tournevis plat.
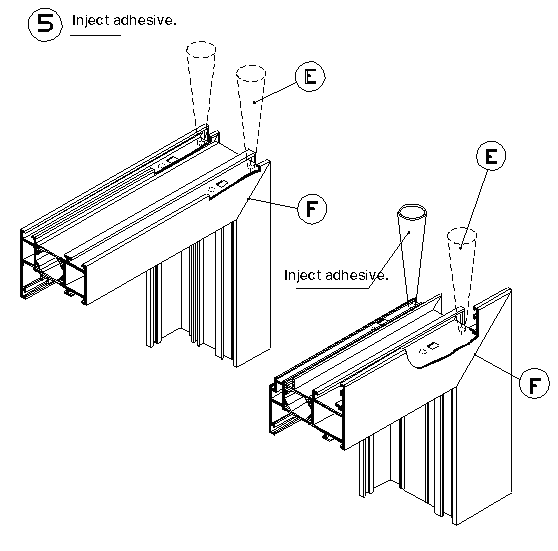
E. Injecter la colle jusqu'à ce qu'il y ait un débordement de colle au niveau des trous ou des broches générés par l'extrusion de l'angle.
F. Vérifier la zone du coin et répéter l'étape D si nécessaire.
7. Assemblage de la quincaillerie du cadre :
Installez les éléments de quincaillerie à partir de 150 mm de l'angle du cadre, avec un espacement ne dépassant pas 600 mm.
8. Assemblage de la quincaillerie de l'ouvrant :
Les éléments de quincaillerie tels que les poulies et les cartes de fin de course des vantaux coulissants ne doivent pas être manquants ou installés de manière incorrecte. Les laines droites et horizontales de l'ouvrant doivent être solidement collées.
Pour les fenêtres à battants, il convient d'abord d'essayer la position de l'appui coulissant et, après confirmation de l'exactitude, de procéder à l'installation en masse. Les vis d'appui ne doivent pas manquer.
La bande d'étanchéité de la fenêtre à battants ne doit pas être coupée et le joint doit être collé sous le battant.
9. Assemblage des vitres de l'ouvrant :
L'étiquette en verre doit être orientée vers l'intérieur, et le contact entre le verre et le profilé doit être positionné à l'aide de tampons en verre et de bandes adhésives ponctuelles.
Après avoir vérifié visuellement que la grille de magnésium se chevauche uniformément, la colle peut être appliquée. Après séchage de la colle, l'excès de colle doit être coupé.
10. Inspection de la qualité des portes et fenêtres en aluminium :
Le traitement des matériaux doit être effectué dans l'usine de transformation afin de garantir la beauté de l'aspect et la précision de l'assemblage des angles (45 degrés) ; chaque angle des portes et fenêtres en alliage d'aluminium doit empêcher la pénétration de l'eau et être traité avec une injection de code d'angle double (injection à deux composants : Defender, Omni).
Une attention particulière doit être accordée à la qualité des séparateurs internes en verre, au contrôle de la planéité, de la verticalité (à 2 mm près) et de la position de chevauchement des séparateurs internes et externes des fenêtres.