Le soudage au laser est l'une des applications les plus anciennes et les plus importantes du traitement industriel des matériaux par laser. Dans les premières applications, les soudures générées par laser étaient de meilleure qualité, ce qui permettait d'améliorer la productivité.
Au fil du temps, les progrès de la technologie laser ont permis d'obtenir des lasers plus puissants, une gamme plus large de longueurs d'onde et des capacités d'impulsion améliorées. En outre, les progrès en matière de propagation du faisceau, de matériel et de logiciel de commande de machine et de capteurs de processus ont tous contribué au développement continu des processus de soudage au laser.
Le soudage au laser offre plusieurs avantages uniques, notamment un faible apport de chaleur, une largeur d'onde réduite et une grande facilité d'utilisation. zone de fusion et la zone affectée thermiquement, ainsi que d'excellentes propriétés mécaniques pour des matériaux qui étaient auparavant difficiles à utiliser avec des procédés produisant un apport de chaleur important sur les pièces. Ces propriétés font du soudage au laser une option intéressante pour produire des soudures solides et visuellement attrayantes.
En outre, le temps d'installation requis pour le soudage au laser est beaucoup plus court et, lorsqu'il est associé à des capteurs de suivi laser, l'automatisation est possible, ce qui permet de réduire les coûts de production.
Toutes ces nouvelles technologies ont élargi la gamme d'applications du soudage laser. Dans de nombreuses industries, le soudage par laser à fibre a été utilisé avec succès avec différents métaux, formes de composants, tailles et volumes.
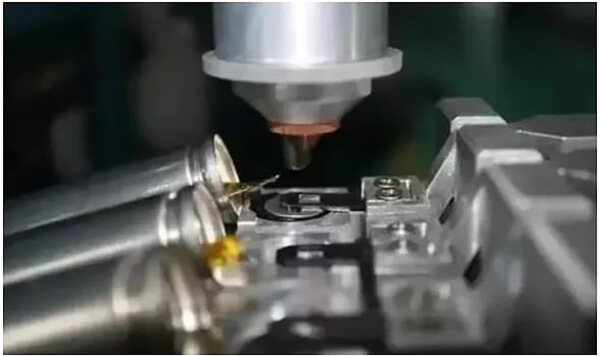
1. Soudage de la batterie
L'utilisation accrue de batteries au lithium dans les véhicules électriques et les appareils électroniques a conduit les ingénieurs à incorporer des batteries au lithium dans leurs produits. soudage par laser à fibre dans la conception des produits.
Laser à fibre optique Le soudage est utilisé pour connecter les composants porteurs de courant, en alliage de cuivre ou d'aluminium, à la série de batteries de l'appareil.
Les contacts électriques avec les électrodes positives et négatives de la batterie sont formés par laser. soudage d'un alliage d'aluminiumgénéralement de la série 3000, et du cuivre pur.
Tous les matériaux et combinaisons utilisés dans la batterie sont adaptés à la nouvelle fibre. processus de soudage au laser.
Diverses connexions à l'intérieur de la batterie sont créées à l'aide de chevauchements, d'embouts et de congés. joints soudés.
Le soudage au laser du matériau de la cosse aux bornes négative et positive produit un contact électrique conditionné.
L'étape finale de l'assemblage du bloc-batterie et de la processus de soudage implique l'étanchéité du joint du réservoir en aluminium, qui crée une barrière pour l'électrolyte interne.
La batterie devant fonctionner de manière fiable pendant une période de 10 ans ou plus, le choix du soudage au laser garantit une qualité et une cohérence élevées.
En utilisant l'équipement et le processus de soudage laser à fibre optique appropriés, il est possible de réaliser des soudures de haute qualité sur des alliages d'aluminium de la série 3000.
2. Usinage de précision Soudage
Les joints utilisés dans les navires, les raffineries chimiques et l'industrie pharmaceutique étaient à l'origine soudés au TIG. En raison de leur utilisation dans des environnements sensibles, ces composants sont usinés avec précision et rectifiés à l'aide d'alliages à base de nickel résistant aux températures élevées et à la corrosion chimique. En règle générale, les lots sont de petite taille et le nombre de configurations est élevé.
Actuellement, l'assemblage de ces composants a été amélioré grâce au soudage par laser à fibre optique. Les raisons de l'utilisation du soudage par laser à fibre optique pour remplacer le processus de soudage à l'arc robotisé sont les suivantes :
- Le soudage au laser permet d'obtenir une qualité constante.
- Il est facile de passer d'une configuration de composants à une autre, ce qui permet de réduire le temps d'installation et d'améliorer le rendement.
- Assemblage du capteur de suivi laser pour automatiser le laser processus de soudage réduit les coûts.
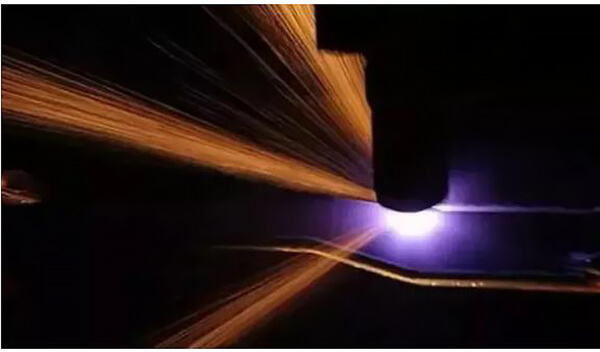
3. Soudage étanche au gaz
Le soudage par laser à fibre est devenu le procédé privilégié pour les dispositifs médicaux tels que les stimulateurs cardiaques et d'autres appareils électroniques, en raison de la grande fiabilité qu'offre l'électronique hermétiquement scellée.
Les derniers développements en matière de processus de soudage étanche au gaz ont permis de résoudre les problèmes liés au soudage au laser et au point final de la soudure, ce qui est essentiel pour assurer l'étanchéité au gaz.
Dans les technologies de soudage laser précédentes, le faisceau laser créait des dépressions au point final, même lorsque la puissance était réduite et le faisceau éteint.
Toutefois, grâce à un contrôle avancé du faisceau laser, ces dépressions peuvent être éliminées, ce qui permet d'obtenir des résultats cohérents. qualité des souduresLes soudures sont plus faciles à réaliser, l'aspect est amélioré et l'étanchéité est plus fiable. Ceci est particulièrement important pour les soudures minces et profondes où la porosité au point final peut être un problème important.
4. Soudage aérospatial
Le contrôle de la géométrie et de la microstructure de la soudure, la minimisation de la porosité et le contrôle de la taille des grains sont essentiels dans le soudage par laser à fibre des alliages aéronautiques à base de nickel et de titane. Dans de nombreuses applications aérospatiales, le principal critère de conception des soudures est leur résistance à la fatigue.
Pour améliorer la résistance du soudage, les ingénieurs concepteurs spécifient presque toujours une forme convexe ou légèrement convexe. surface de soudage. Pour ce faire, un processus automatisé utilise une ligne de remplissage d'un diamètre de 1,2 mm. L'ajout d'un fil d'apport au niveau de l'embout permet d'obtenir des couronnes de soudure homogènes sur les passes supérieures et inférieures.
En plus d'assurer une bonne microstructure de la soudure, le choix de l'alliage du fil de soudure contribue également aux propriétés mécaniques de la soudure.
La capacité de fabriquer des produits en utilisant différents métaux et alliages améliore considérablement la flexibilité de la conception et de la production.
L'optimisation des propriétés du produit fini, telles que la résistance à la corrosion, à l'usure et à la chaleur, tout en contrôlant les coûts, est une motivation courante pour le soudage de métaux dissemblables. L'assemblage d'acier inoxydable et d'acier galvanisé en est un excellent exemple.
L'acier inoxydable 304 et l'acier au carbone galvanisé sont largement utilisés dans diverses applications, telles que les appareils de cuisine et les composants aéronautiques, en raison de leur excellente résistance à la corrosion.
Cependant, le soudage de métaux dissemblables pose des problèmes particuliers, notamment parce que la couche de zinc peut provoquer de graves dommages à l'environnement. porosité de la soudure problèmes.
Lors du soudage, l'énergie utilisée pour faire fondre l'acier et l'acier inoxydable fait s'évaporer le zinc à environ 900 ℃, ce qui est bien inférieur au point de fusion de l'acier inoxydable. Le point d'ébullition bas du zinc entraîne la formation de vapeur lors du soudage en trou de serrure.
Lorsque la vapeur de zinc tente de s'échapper du métal en fusion, elle peut rester dans la soudure solidifiée, ce qui entraîne une porosité excessive. En outre, la vapeur de zinc peut s'échapper pendant la solidification du métal, ce qui entraîne l'apparition de pores ou de rugosités à la surface.
Conception conjointe appropriée et sélection des processus laser peuvent simplifier la finition et la soudure mécanique.
Par exemple, les soudures à recouvrement de l'acier inoxydable 304 de 0,6 mm et de l'acier galvanisé de 0,5 mm ne présentent pas de fissures ou de pores sur les surfaces supérieures et inférieures.