Applications de la technologie de soudage au laser dans la fabrication automobile
Imaginez un processus de fabrication automobile où la solidité rencontre la précision et où l'efficacité est le moteur de l'innovation. La technologie du soudage au laser révolutionne la production automobile, permettant de fabriquer des véhicules plus légers et plus résistants à des coûts réduits. Cet article explique comment le soudage au laser permet d'assembler divers matériaux de manière transparente, améliorant ainsi la qualité et les performances des pièces automobiles. Découvrez comment cette technique de pointe permet non seulement de renforcer l'intégrité structurelle, mais aussi d'optimiser l'efficacité de la fabrication, établissant ainsi de nouvelles normes dans l'industrie automobile. Découvrez les principaux avantages et le potentiel futur du soudage laser dans la création des voitures de demain.
Actuellement, l'application du soudage au laser dans le développement de pièces d'emboutissage de carrosserie automobile se reflète principalement dans la plaque de soudage par recouvrement au laser.
Cela permet à différents matériaux, épaisseurs et revêtements d'acier de former une seule unité de matériau, ce qui permet de mieux répondre aux différentes exigences des pièces en ce qui concerne les propriétés des matériaux.
Avec le poids le plus léger, la structure optimale et les meilleures performances, le corps peut être allégé et les coûts réduits grâce à la promotion et à l'application.
En même temps, il réduit les coûts de recherche et de développement des outils d'emboutissage automobile, de l'analyse du processus de conception et de la fabrication.
Avantages du soudage au laser
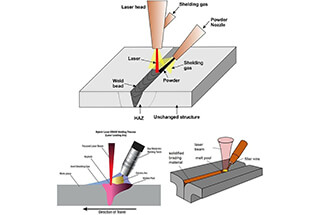
Soudage au laser est un type de soudage par fusion qui complète le soudage du joint à l'aide d'un faisceau laser énergétique. La chaleur générée par le soudage peut être minimisée, la zone affectée par la chaleur est petite et la déformation thermique est minimale.
Ces avantages déterminent son importance dans la production de pièces d'emboutissage automobile. Les exigences de planéité de la plaque lors de la production de pièces d'emboutissage automobile sont très élevées, et la déformation par soudage de la plaque de soudage par recouvrement au laser peut répondre aux besoins de production des pièces d'emboutissage.
Les pièces d'emboutissage sont directement formées par le processus de tournage des bords pendant la production, de sorte que les exigences de planéité de la plaque sont plus élevées.
Dans le même temps, les exigences en matière de qualité de l'approvisionnement de la plaque de soudage par recouvrement au laser seront plus élevées. Pour réduire la déformation de la plaque et améliorer l'efficacité de la production, les aciéries adoptent généralement une méthode de soudage-découpage-retard.
Cela permet de réduire la déformation causée par le soudage et d'éviter les problèmes de qualité tels qu'une mauvaise fusion au niveau de l'embouchure. joint de souduredes soudures manquées et des fissures dans les coutures.
L'application du soudage au laser dans les composants structurels automobiles
Si l'on prend quelques-uns des procédés de soudage au laser les plus couramment utilisés, on constate qu'ils ont un impact sur la qualité de l'air. tôle En ce qui concerne les pièces intérieures, telles que la traverse de toit, la tôle intérieure de renforcement du passage de roue et la plaque de renforcement de l'entourage avant, des tôles minces et épaisses sont utilisées pour le soudage au laser afin de répondre aux exigences de résistance de la carrosserie.
La figure 1 montre une partie soudée au laser de la traverse de toit d'un modèle particulier, qui se compose de tôles de la même qualité, 210P1, mais d'épaisseurs différentes, la tôle la plus épaisse étant de 1,0 mm et la plus fine de 0,7 mm.
Figure 1 : Assemblage soudé au laser de la traverse du couvercle supérieur (épaisseur de la plaque 0,7 mm+1,0 mm+0,7 mm)
Figure 2 : Renforcement du panneau intérieur soudé au laser pour l'enjoliveur d'un certain modèle, présentant des épaisseurs variables, avec des tôles de qualité identique (HC260YD+Z-50/50-M). La plaque la plus épaisse est de 1,0 mm, tandis que la plus fine est de 0,8 mm.
Figure 2 : Assemblage soudé au laser de la plaque intérieure de renforcement de l'enjoliveur (épaisseur de la plaque 1,0 mm + 0,8 mm)
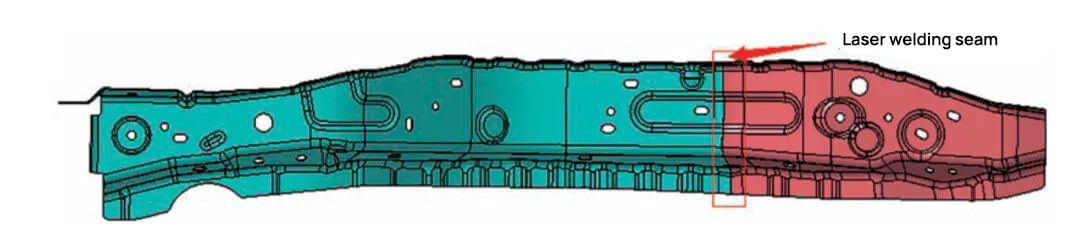
Figure 3 : Panneau de renforcement soudé au laser pour l'entourage avant d'un modèle de véhicule spécifique, composé de feuilles d'épaisseurs variables mais de la même qualité de matériau, HC420/780DP. La feuille la plus épaisse est de 2,0 mm, tandis que la plus fine est de 0,8 mm.
Figure 3 : Assemblage soudé au laser du renfort de la plaque d'entourage avant (épaisseur de la plaque 2,0 mm + 0,8 mm)
Surmonter les difficultés liées à la plaque de renforcement de l'entourage avant d'un certain modèle de voiture
L'application de plaques soudées au laser a permis d'accroître la précision de l'ensemble de l'aile, de l'entourage avant et du capot supérieur du véhicule, ce qui a permis de gagner du temps dans les ajustements de l'ensemble du véhicule et de réduire les coûts de main-d'œuvre.
Cependant, ce schéma de production entraîne des difficultés importantes pour le développement des moules, en particulier pour la plaque de renfort de l'entourage avant illustrée à la figure 3.
La plaque présente des variations d'épaisseur importantes, et le retour élastique de la pièce pendant le traitement est important selon l'analyse technique.
Cela nécessite un niveau élevé d'analyse d'ingénierie assistée par ordinateur (IAO) au cours du processus de conception, ainsi que des exigences élevées en matière de techniques de compensation du retour élastique des concepteurs.
Au cours du développement de cette pièce, des problèmes tels qu'une mauvaise formation de l'angle R, une résistance insuffisante dans les zones de tôles minces et une déformation de l'assemblage soudé se produisent souvent.
Solution 1 : sur la base des problèmes rencontrés au cours du processus de production, une analyse spécifique de la compensation du processus a été effectuée, et une compensation par retour élastique a été mise en œuvre dès les premières étapes du développement.
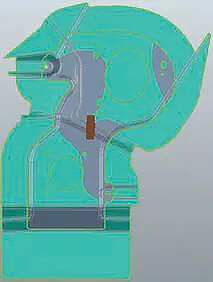
Solution 2 : La figure 4 représente l'analyse de compensation du retour élastique de l'emboutissage d'épaisseur inégale pour l'assemblage soudé au laser de la plaque de renforcement de l'entourage avant d'un certain modèle de voiture illustré à la figure 3.
La partie grise de la pièce représente la surface qui nécessite une compensation du retour élastique.
Figure 4 : Analyse de la compensation du retour élastique pour l'assemblage soudé au laser du renfort de la plaque d'entourage avant
Après compensation complète du rebond, la pièce de production peut répondre à la précision requise.
Cependant, la zone des feuilles minces est confrontée à des problèmes de rebond et de résistance insuffisante en raison de l'absence de nervures de renforcement.
Le problème de déformation de l'assemblage soudé causé par la différence d'épaisseur entre les plaques minces et épaisses dépassant l'épaisseur de la plaque mince nécessite d'autres solutions.
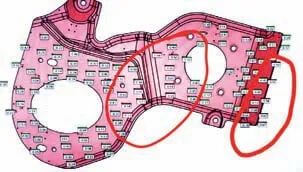
Question clé 3 : La figure 5 représente les points de données de coordonnées pour la différence de surface d'une seule pièce due à la déformation du soudage de l'assemblage soudé au laser de la plaque de renforcement du panneau avant pour un certain modèle de véhicule représenté à la figure 3.
La correction de la différence parallèle a été effectuée pour la zone située à l'intérieur du cercle rouge de la figure 5.
La conclusion finale de la correction est une différence de surface comprise entre -0,5 et 0, ce qui permet de répondre aux exigences de l'assemblage par soudage et de résoudre le problème de la déformation par soudage.
Ce problème nécessite une intervention manuelle. soudage à l'arc recherche sur le moule pour effectuer la compensation du rebond pour la production de la pièce.
Figure 5 : Données tridimensionnelles du panneau soudé au laser de renforcement de la plaque d'entourage avant.
Résumé : grâce aux processus clés de résolution des problèmes décrits ci-dessus, cette pièce répond désormais aux exigences de soudage de la production de masse et a résolu les problèmes de déformation du soudage de l'assemblage.
Simultanément, il nous fournit de nouvelles approches de développement et des orientations d'amélioration technique pour le développement de produits futurs, ce qui contribue à améliorer la qualité du développement de nos pièces embouties et à réduire les coûts de développement des moules.
Elle permet aux fabricants de moules et aux fournisseurs de composants de réduire leurs coûts, d'améliorer leur efficacité et d'optimiser leurs processus, tout en contribuant de manière significative à la protection de l'environnement.
Développement futur du soudage laser sur mesure
Le soudage laser sur mesure présente une valeur économique substantielle, qui séduit les constructeurs automobiles.
Cependant, elle présente également des défis plus importants pour le développement de pièces embouties, exigeant des exigences plus élevées en matière d'analyse IAO préliminaire, de mise en place du processus et de capacités du personnel technique.
À l'avenir, le soudage au laser sera appliqué au soudage des carrosseries de voitures et évoluera pour inclure d'autres méthodes énergétiques de soudage afin de s'adapter à différents scénarios et exigences environnementales.
En réduisant les coûts de développement des moules et les coûts d'investissement pour les développeurs automobiles, il crée une plus grande valeur économique pour les constructeurs automobiles.
Conclusion
(1) Fusion laser technologie du soudage contribue à réduire les coûts de développement des pièces embouties et des matrices.
(2) Le soudage par fusion au laser permet également d'améliorer les compétences techniques des ingénieurs de développement dans l'analyse IAO des pièces. dos d'âne.
(3) Le soudage au laser permet également de réduire le poids de la carrosserie et les coûts globaux de développement, d'améliorer les conditions d'assemblage du véhicule et de réduire les déformations causées par un soudage important.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Imaginez que vous puissiez souder des châssis de voiture, des batteries d'alimentation, des carènes d'avion et des coques de navire avec une précision extrême et une rapidité incroyable. La technologie du soudage au laser révolutionne ces secteurs en offrant des pièces plus solides, plus légères et plus...
Vous êtes-vous déjà demandé comment le soudage au laser transforme le travail du métal ? Cet article dévoile les secrets du soudage au laser, en mettant l'accent sur les paramètres cruciaux qui garantissent la précision et la solidité. De l'ajustement de la puissance du laser à...
Dans le monde du soudage laser, qui évolue rapidement, l'innovation est essentielle. Alors que les fabricants repoussent les limites du possible, une poignée d'entreprises se distinguent en tant que leaders dans le domaine....
Imaginez que vous soudiez du métal à l'aide d'un faisceau de lumière : c'est précis, rapide et presque magique. C'est le soudage au laser, une technologie qui révolutionne la fabrication. Dans cet article, nous allons explorer les principes fondamentaux du...
Quel est l'impact de la focalisation d'un laser sur la qualité et l'efficacité du soudage ? Cette question intrigante porte sur la relation critique entre la défocalisation du laser et les performances de soudage. En explorant...
Le choix de la bonne méthode de soudage laser peut avoir un impact considérable sur l'efficacité de votre production et la qualité de vos produits. Vous êtes-vous déjà demandé si le soudage laser en continu ou par impulsion était mieux adapté à vos besoins ?...
Imaginez une méthode de soudage si précise et si puissante qu'elle peut assembler des matériaux avec une distorsion minimale et une résistance inégalée. C'est la promesse du soudage laser à pénétration profonde. Dans ce...
Imaginez que vous travailliez avec une machine à souder au laser, où un faux mouvement peut entraîner des blessures graves ou endommager l'équipement. Cet article aborde les mesures de sécurité essentielles à l'utilisation de ces puissants appareils,...
Imaginez que vous puissiez transformer vos opérations de soudage grâce à la puissance des lasers. Le monde du soudage au laser offre une variété d'options, y compris les lasers à fibre, à diode, à disque et à CO2, chacun...
Faites passer votre entreprise à la vitesse supérieure