Le guide ultime des onduleurs pour le soudage à l'arc
Aperçu de l'onduleur pour le soudage à l'arc Définition d'un onduleur pour le soudage à l'arc : La transformation entre le courant continu (CC) et le courant alternatif (CA) s'appelle l'inversion. L'appareil qui réalise cette transformation est appelé onduleur. Un onduleur qui fournit de l'énergie électrique pour les arcs de soudage et qui a les performances électriques requises pour les procédés de soudage à l'arc est [...]
La définition d'un onduleur pour le soudage à l'arc:
La transformation entre le courant continu (CC) et le courant alternatif (CA) est appelée inversion. Le dispositif qui réalise cette transformation est appelé onduleur. Un onduleur qui fournit de l'énergie électrique pour les arcs de soudage et qui a les performances électriques requises pour les procédés de soudage à l'arc est appelé onduleur de soudage à l'arc.
La spécificité de l'onduleur de soudage à l'arc :
L'objet de l'alimentation électrique pour le soudage est une charge d'arc spéciale, en particulier pour le soudage à l'arc avec transition de court-circuit, qui exige que l'onduleur résiste à la charge dynamique intense qui change constamment. Les conditions de travail sont très complexes.
Principaux composants et fonctions des onduleurs pour le soudage à l'arc
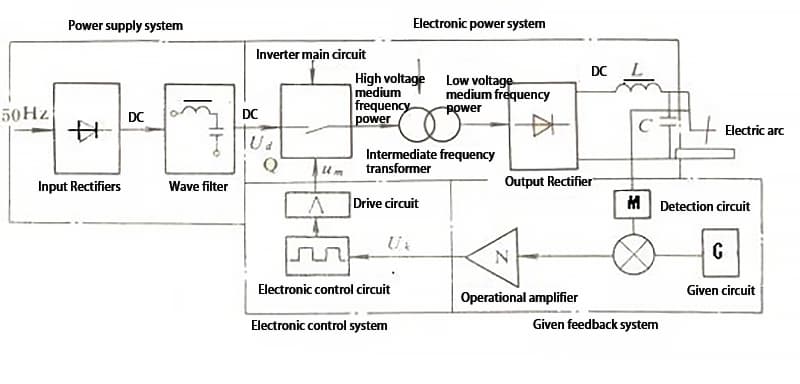
Les principaux composants comprennent le système d'alimentation électrique, le système d'alimentation électronique, le système de contrôle électronique, le circuit de rétroaction, le circuit donné et l'arc de soudage.
Figure 1 : Schéma des principaux composants et principes de base des onduleurs de soudage à l'arc
Le diagramme montre que les principaux composants et leurs fonctions de l'onduleur de soudage à l'arc sont les suivants :
Circuit principal de l'onduleur : Constitué du système d'alimentation électrique, du système d'alimentation électronique et de l'arc de soudage, il est responsable de la transmission et de la conversion de l'énergie électrique.
Système de contrôle électronique : Fournit des signaux d'impulsion de commutation suffisants au système d'alimentation électronique (circuit principal de l'onduleur) en fonction de la loi de variation requise par l'arc, en pilotant le fonctionnement du circuit principal de l'onduleur.
Système de retour d'information et d'attribution : Il se compose d'un circuit de détection (M), d'un circuit donné (G), d'un circuit de comparaison et d'amplification (N), etc. Associé au système de contrôle électronique, il réalise le contrôle en boucle fermée de l'onduleur de soudage à l'arc et lui permet d'obtenir les caractéristiques externes et dynamiques requises.
Principes de base des onduleurs pour le soudage à l'arc
Le principe de base des onduleurs de soudage à l'arc peut être résumé dans le schéma fonctionnel de la figure 1.
Dans le système d'alimentation, la tension du réseau CA monophasé (ou triphasé) 50Hz ou 60Hz de 220V (ou triphasé 380V) est redressée et filtrée par le redresseur d'entrée (UR1) et le filtre (LC1), ce qui permet d'obtenir une tension CC régulière d'environ 310V (ou environ 520V pour le redressement triphasé), qui est requise par le circuit principal de l'onduleur.
La tension continue est ensuite convertie en tension alternative à haute fréquence allant de quelques kilohertz à deux cents kilohertz par l'action de commutation alternative des dispositifs électroniques de commutation à haute puissance (tels que les thyristors, les transistors, les transistors à effet de champ ou les IGBT) dans le circuit principal de l'onduleur Q du système d'alimentation électronique.
Ensuite, la tension est abaissée à des dizaines de volts adaptés au soudage par l'intermédiaire du transformateur à haute (moyenne) fréquence (T), puis les caractéristiques externes et dynamiques requises par l'arc sont prises en compte. processus de soudage sont obtenus par le circuit de commande, le circuit de retour et le circuit donné (M, G, N, etc.) du système de commande électronique, ainsi que par l'impédance du circuit de soudage.
Si un courant continu est nécessaire pour le soudage, le courant alternatif à haute (moyenne) fréquence est converti en courant continu par le redresseur de sortie U et le filtre composé de l'inductance L2 et du condensateur C2.
Le processus de redressement des convertisseurs de soudage à l'arc peut être décrit simplement comme suit : Entrée CA → redressement en CC → conversion CA à haute/moyenne fréquence → réduction de la tension → sortie CA → redressement en CC à nouveau.
Il existe trois types de structures d'onduleurs qui peuvent être utilisés dans les onduleurs de soudage à l'arc :
AC-DC-AC
AC-DC-AC-DC
AC-DC-AC-DC-AC (onde carrée AC).
Caractéristiques de sortie électrique des onduleurs de soudage à l'arc
Afin de répondre aux exigences de l'arc processus de soudageLes caractéristiques de sortie électrique (performance) des onduleurs de soudage à l'arc doivent donc pouvoir être adaptées en conséquence. Les caractéristiques de sortie électrique comprennent principalement les caractéristiques externes, les performances de régulation et les caractéristiques dynamiques.
1. Caractéristiques externes des onduleurs de soudage à l'arc
Les onduleurs de soudage à l'arc utilisent des systèmes de contrôle électronique et une rétroaction courant-tension pour effectuer un contrôle en boucle fermée du système de puissance électronique (onduleur), afin d'obtenir différentes formes de courbes caractéristiques externes.
Sur la base du schéma fonctionnel du principe de base de l'onduleur de soudage à l'arc (figure 1), le système de contrôle en boucle fermée de l'onduleur de soudage à l'arc peut être décrit à l'aide de schémas fonctionnels et d'équations, comme le montre la figure 2.
Figure 2 : Schéma du système de contrôle en boucle fermée de l'onduleur de soudage à l'arc
La relation d'équilibre du système de contrôle en boucle fermée est établie comme suit : La tension d'arc (Uf) est renvoyée négativement dans le diagramme et la tension de sortie est échantillonnée (généralement par un diviseur de tension) pour obtenir une quantité de retour (mUf) proportionnelle à celle-ci. Le courant d'arc (If) est également renvoyé négativement, et le courant de sortie est échantillonné (généralement par un élément de shunt ou de Hall) pour obtenir une quantité de retour (nIf) qui lui est proportionnelle. Les quantités de rétroaction mUf et nIf sont ensuite comparées et amplifiées avec la valeur de consigne de la tension d'arc (Ugu) et la valeur de consigne du courant d'arc (Ugi) respectivement, ce qui donne K1(Ugu-mUf) et K2(Ugi-n). Enfin, la tension de commande (Uk) est obtenue par synthèse et amplification, puis introduite dans le circuit de commande pour piloter le fonctionnement du système d'alimentation électronique (onduleur).
Figure 3 : Caractéristiques externes de l'onduleur de soudage à l'arc.
Obtention des caractéristiques de tension constante, de courant constant et de chute douce :
1 - Caractéristique de tension constante 2 - Caractéristique de courant constant 3 - Caractéristique de chute douce 4 - Courant constant avec caractéristique de traînage externe
2. Performance réglementaire de l'onduleur pour le soudage à l'arc
Figure 4 : Schéma de la régulation standard pour les onduleurs de soudage à l'arc a) Caractéristique de tension constante b) Caractéristique de courant constant
Le principe de la courbe caractéristique externe de l'onduleur de soudage à l'arc permet de déduire que pour une valeur de tension donnée de la caractéristique de tension constante, la taille de la tension d'arc de sortie est déterminée. En d'autres termes, si la tension donnée est élevée, la tension d'arc est également élevée, et vice versa. Par exemple, si Ugu1 < Ugu2, la courbe caractéristique externe passe de la courbe 1 à la courbe 2, comme le montre la figure 4a, et le point de fonctionnement stable passe de A1 à A2.
Pour la caractéristique de courant constant, l'importance de la valeur de la tension pour un courant donné détermine l'importance du courant de soudage de sortie. En d'autres termes, si Ugi est élevé, le courant de soudage de sortie est également élevé, et vice versa. Par exemple, si Ugi1 < Ugi2, la courbe caractéristique externe passe de la courbe 1 à la courbe 2, comme le montre la figure 6-4b, et le point de fonctionnement stable passe de AI à A2.
En général, les différents types d'onduleurs de soudage à l'arc adoptent différents systèmes de régulation pour contrôler les caractéristiques externes et ajuster les paramètres du processus afin de répondre aux différentes exigences du processus de soudage. Nous allons présenter les principes de fonctionnement des différents types d'onduleurs de soudage à l'arc un par un.
3. Caractéristiques dynamiques des onduleurs de soudage à l'arc
Lorsque les onduleurs de soudage à l'arc sont utilisés pour des procédés de soudage à l'arc avec des transitions de court-circuit impliquant des gouttelettes en fusion, des exigences strictes doivent être imposées à leurs caractéristiques dynamiques. Le principal paramètre qui affecte la transition de court-circuit du soudage MAG/CO2 est la vitesse d'augmentation du courant de court-circuit (disd/dt), qui est directement liée à la constante de temps T (T=L'/Rfoù L' est l'inductance équivalente du circuit de soudage et Rf la résistance de l'arc). Rf varie avec le courant de soudage et ne peut être modifié arbitrairement, tandis que L' peut être modifié en ajoutant des inductances au circuit de soudage. En outre, la disd/dt peut être modifiée en ajustant la constante de temps du système en boucle fermée.
Il existe généralement deux façons d'améliorer et de contrôler les caractéristiques dynamiques des onduleurs de soudage à l'arc :
Ajout d'inductances au circuit de soudage. Les inductances sont généralement ajoutées non seulement pour améliorer les caractéristiques dynamiques, mais aussi à des fins de filtrage.
Conception d'onduleurs électroniques pour le soudage à l'arc, qui utilisent des circuits électroniques au lieu d'inductances à noyau de fer pour contrôler la tension d'alimentation.sd/dt, démontrant ainsi la supériorité de leur performance en matière de contrôle.
4. Caractéristiques externes, caractéristiques de réglage et mode de contrôle des impulsions de sortie
En général, les onduleurs de soudage à l'arc utilisent trois modes de réglage pour contrôler les caractéristiques externes, les caractéristiques de réglage (réglage des paramètres du processus) et les formes d'ondes d'impulsion de sortie :
Modulation de fréquence à largeur d'impulsion fixe : la largeur de la tension d'impulsion reste inchangée, et la forme de la courbe caractéristique externe, les caractéristiques de réglage (réglage des paramètres du processus) et la forme d'onde de l'impulsion de sortie sont formées en modifiant la fréquence de commutation de l'onduleur.
Modulation de largeur d'impulsion à fréquence fixe : la fréquence de la tension d'impulsion reste inchangée, et la forme de la courbe caractéristique externe, les caractéristiques de réglage (réglage des paramètres du processus) et la forme d'onde de l'impulsion de sortie sont formées en modifiant le rapport cyclique (rapport largeur d'impulsion) de l'impulsion de commutation de l'onduleur.
Ajustement hybride : une combinaison de modulation de fréquence à largeur d'impulsion fixe et de modulation de largeur d'impulsion à fréquence fixe est utilisée pour le réglage.
Forme de base du circuit principal d'un onduleur pour le soudage à l'arc
Plusieurs formes de base de circuits principaux d'onduleurs couramment utilisées sont présentées à la figure 6.
Figure 6 Formes de base couramment utilisées pour les circuits principaux des onduleurs
a) Type à terme simple b) Type demi-pont c) Type de pont complet d) Type parallèle.
Circuit principal d'un inverseur de marche à simple extrémité :
Comme le montre la figure 6a, les transistors de commutation de puissance (représentés par les symboles des commutateurs électroniques) V1 et V2 sont périodiquement activés et désactivés à la fréquence intermédiaire, ce qui permet d'inverser la tension continue d'entrée en une tension intermittente de fréquence intermédiaire. La tension est ensuite abaissée par le transformateur de fréquence intermédiaire T, redressée par la diode rapide VD1, filtrée par l'inducteur et délivrée sous forme de tension continue à l'arc. Les deux transistors de commutation supportent simultanément la tension d'entrée, ce qui nécessite une résistance de tension relativement faible et permet de l'utiliser pour des onduleurs de puissance moyenne et petite.
Circuit principal de l'onduleur en demi-pont :
Comme le montre la figure 6b, la tension continue d'entrée est divisée de manière égale par deux ensembles de condensateurs électrolytiques. Les deux transistors de commutation de puissance V1 et V2 sont activés et désactivés alternativement pour former une tension alternative de forme rectangulaire.
Après avoir été abaissé par T, le redressement pleine onde par VD1 et VD2 produit une sortie en courant continu. VD1 et VD2 doivent être des diodes rapides capables de supporter le double de l'amplitude de la tension de sortie. V1 et V2 ne supportent que 1Ud/2 et ont des exigences relativement faibles en matière de résistance à la tension.
Circuit principal de l'onduleur à pont complet :
Comme le montre la figure 6c, deux paires de transistors de commutation de puissance V1, V4 et V2, V3 sur les bras opposés du pont sont périodiquement activés et désactivés à une fréquence intermédiaire. Le reste du fonctionnement est identique à celui du demi-pont. Les transistors de commutation de puissance ne supportent également qu'une certaine tension, ce qui les rend adaptés aux exigences de soudage de puissance moyenne à élevée.
Circuit principal de l'onduleur parallèle :
Comme le montre la figure 6d, ce type de circuit principal est également connu sous le nom de circuit principal d'onduleur push-pull. Les transistors de commutation de puissance V1 et V2 sont périodiquement activés et désactivés à une fréquence intermédiaire.
Après avoir été abaissés par T, VD1 et VD2 effectuent un redressement pleine onde pour produire une tension continue. Les transistors de commutation supportent plus de deux fois la tension, ce qui nécessite une résistance à la tension élevée. En général, ils ne sont utilisés que dans les onduleurs de type thyristor.
Circuit de commande et d'entraînement de l'onduleur de soudage à l'arc
Le système de contrôle électronique d'un onduleur de soudage à l'arc comprend en fait à la fois des circuits de contrôle électronique et des circuits d'entraînement. Ils constituent un autre composant important pour atteindre les performances électriques de l'onduleur de soudage à l'arc. Il est donc nécessaire de bien comprendre les exigences fonctionnelles de ces circuits et la manière de mieux les satisfaire.
1. Exigences fonctionnelles de base pour les circuits de commande électroniques
Le rôle des circuits de commande électroniques est de fournir une paire de trains d'impulsions rectangulaires (à l'exclusion des onduleurs à thyristors) avec des bords d'attaque et de fuite abrupts, une différence de phase de 180°, une symétrie et une largeur ou un déphasage variable au circuit d'entraînement de l'onduleur de soudage à l'arc.
Pour certains onduleurs, tels que les demi-ponts et les ponts complets, les trains d'impulsions doivent être isolés les uns des autres. Pour un onduleur simple, un seul jeu d'impulsions est nécessaire.
L'objectif de conception est atteint grâce à la relation entre la présence ou l'absence de tensions d'impulsion appariées, d'impulsions étroites et larges, l'ampleur de la variation de la largeur d'impulsion, ou la modification de la fréquence ou de la phase de l'impulsion, ainsi que la relation entre la largeur d'impulsion de base, la largeur d'impulsion minimale et la vitesse à laquelle la largeur d'impulsion passe de la largeur minimale à la largeur nominale, et la relation entre la fréquence d'impulsion minimale et la fréquence d'impulsion nominale.
Plus précisément, le circuit de contrôle doit avoir les fonctions de base suivantes :
Le circuit d'entraînement fournit un train d'impulsions avec des bords d'attaque et de fuite abrupts, une différence de phase de 180° et une symétrie. Selon le type de convertisseur et le système de réglage, la largeur d'impulsion peut être variable ou la fréquence peut être ajustée.
Le circuit doit avoir un gain suffisant pour permettre à la tension et au courant de sortie de l'onduleur de soudage à l'arc d'atteindre la précision spécifiée dans la plage admissible des variations de la tension du réseau d'entrée et du courant de charge.
Obtenir la tension de sortie spécifiée et la plage de régulation du courant.
Mise en place d'un démarrage progressif pour les tensions d'entrée et de sortie.
Il doit être capable de fournir les performances électriques (caractéristiques externes, caractéristiques de réglage, caractéristiques dynamiques et forme d'onde) requises par le processus de soudage à l'arc.
Lorsque la puissance de la charge (y compris la tension d'arc et le courant) dépasse la valeur nominale, la puissance de sortie doit être automatiquement limitée ou l'alimentation du circuit principal doit être coupée.
Le circuit de commande doit pouvoir assurer l'isolation électrique et l'isolement entre la sortie et l'entrée de rétroaction dans la plupart des cas.
Mettre sous tension et hors tension l'alimentation du circuit principal et l'alimentation du circuit de commande dans l'ordre prévu.
Pour le soudage robotisé, semi-automatique et automatique, l'opérateur doit commander l'onduleur à l'aide d'un boîtier de commande à distance tout en gardant une distance de sécurité par rapport à l'onduleur de soudage à l'arc.
Il doit y avoir des interfaces électriques fortes et faibles qui sont connectées aux périphériques.
Autres fonctions :
Pour les circuits principaux à pont ou à inverseur push-pull, le circuit de commande doit avoir la capacité d'équilibrer automatiquement en cas d'asymétrie dans deux demi-cycles.
Surveillance de la température (surveillance de la température des composants clés tels que les tubes de commutation de haute puissance et les transformateurs à haute fréquence).
L'avertissement et l'indication des états de limitation de courant, de surcharge et de perte de phase doivent également être envisagés si nécessaire.
2. Exigences fonctionnelles de base pour les circuits d'entraînement
Les signaux de commande d'impulsion fournis par le circuit de commande doivent avoir une puissance suffisante. Cependant, en raison des différents types, modèles et capacités des tubes de commutation, les exigences en matière de puissance pour les signaux d'impulsion de commande diffèrent également.
Les différents types de circuits principaux de variateurs ont également des exigences d'isolation différentes pour les signaux d'impulsion du variateur.
Par exemple, dans les circuits principaux des onduleurs en pont complet et en demi-pont, les tubes de commutation situés à des potentiels élevés et bas nécessitent une isolation fiable des signaux d'impulsion de commande.
Les circuits de commande des onduleurs à base de thyristors et de transistors ont des caractéristiques et des exigences différentes.
Exigences relatives au circuit de commande des onduleurs à base de thyristors :
Le signal d'impulsion de déclenchement doit avoir une puissance suffisante (tension et courant).
Le signal d'impulsion de déclenchement doit avoir une largeur suffisante pour assurer une conduction fiable du thyristor.
La forme d'onde de l'impulsion de déclenchement doit faciliter la conduction des thyristors. Dans un circuit parallèle de thyristors à courant élevé, les composants parallèles doivent conduire simultanément, ce qui permet au tube de commutation de fonctionner dans la plage autorisée.
Il faut s'assurer que le thyristor peut être désactivé de manière fiable en cas de besoin.
Exigences relatives au circuit de commande des onduleurs à base de transistors :
Le rôle du circuit de commande des inverseurs à base de transistors est d'amplifier la sortie d'impulsion du circuit de commande à un niveau suffisant pour exciter les tubes de commutation à haute tension. L'amplitude et la forme d'onde de l'impulsion de commande fournie sont liées aux caractéristiques de fonctionnement du transistor, telles que la chute de tension de saturation, le temps de stockage, la tension et la vitesse de montée et de descente du courant du collecteur ou de l'émetteur au moment de l'ouverture et de la fermeture, qui affectent directement sa perte et sa production de chaleur.
Le circuit d'entraînement est l'un des principaux facteurs déterminant les performances des onduleurs MLI.
Caractéristiques, classification et applications des onduleurs pour le soudage à l'arc
Caractéristiques des onduleurs de soudage à l'arc :
Par rapport à l'arc traditionnel puissance de soudage qui utilisent une fréquence de 50Hz ou 60Hz pour transmettre l'énergie et modifier les paramètres électriques, les onduleurs de soudage à l'arc augmentent la fréquence à plusieurs milliers à deux cent mille Hz pour la transmission et la conversion de l'énergie.
Cette augmentation de la fréquence confère aux convertisseurs de soudage à l'arc des caractéristiques exceptionnelles en termes de structure et de performances, notamment un rendement élevé et des économies d'énergie, une conception légère et économe en matériaux, une réponse dynamique rapide et d'excellentes performances électriques et en matière de processus de soudage.
Plus précisément, par rapport aux sources d'énergie traditionnelles pour le soudage à l'arc, telles que les transformateurs de soudage à l'arc, les générateurs de soudage à l'arc à courant continu, les redresseurs de soudage à l'arc au silicium et les redresseurs de soudage à l'arc à thyristor, les onduleurs de soudage à l'arc présentent les caractéristiques et les avantages significatifs suivants :
Rendement élevé et économies d'énergie : avec un taux de rendement de 80% à 92%, les onduleurs de soudage à l'arc peuvent économiser jusqu'à 20% à 35% d'énergie (en fonction de la taille de la charge) et ont une consommation d'énergie minimale à vide, généralement de quelques dizaines à quelques centaines de watts, ce qui ne représente qu'une petite fraction des sources d'énergie traditionnelles pour le soudage à l'arc.
Conception légère et compacte : le poids du transformateur de moyenne fréquence ne représente qu'une petite fraction de celui de l'arc traditionnel. source de courant de soudageSon volume n'est que de 1/5 à 1/3, ce qui le rend très pratique à déplacer.
Excellentes performances électriques.
Excellente performance du processus de soudage.
Classification des onduleurs de soudage à l'arc :
Les onduleurs de soudage à l'arc peuvent être classés de différentes manières :
En fonction des différents dispositifs de commutation de haute puissance utilisés, les types les plus courants sont les suivants :
Onduleurs de soudage à l'arc à thyristor (SCR)
Onduleurs de soudage à l'arc à transistor (GTR)
Transistors à effet de champ (MOSFET) pour le soudage à l'arc
Onduleurs de soudage à l'arc à transistor bipolaire à grille isolée (IGBT)
D'autres types, tels que les onduleurs de soudage à l'arc IGH, GTO, SITH, MCT et MGT, sont apparus avec l'avènement de nouveaux dispositifs de commutation de puissance.
En fonction des différents types de courant de sortie, ils peuvent être classés comme suit :
Onduleurs pour le soudage à l'arc en courant continu
Onduleurs pour le soudage à l'arc pulsé
Onduleurs pour le soudage à l'arc par impulsion à basse fréquence
Onduleurs pour le soudage à l'arc par impulsions à moyenne fréquence
Onduleurs pour le soudage à l'arc par impulsion à haute fréquence
Onduleurs de soudage à l'arc en courant alternatif à onde rectangulaire
Sur la base des différentes formes de caractéristiques de sortie, ils peuvent être classés comme suit :
Onduleurs pour le soudage à l'arc à courant constant
Onduleurs pour le soudage à l'arc à tension constante
Onduleurs de soudage à l'arc à caractéristique de descente lente (y compris courant constant et traînée externe)
Onduleurs de soudage à l'arc à caractéristiques multiples.
En raison de leurs excellentes performances électriques, de leurs bonnes performances de contrôle, de leur capacité à obtenir différentes formes de caractéristiques de sortie, différents types de tension d'arc et de formes d'onde de courant (CC, impulsion, onde rectangulaire CA) et d'excellentes caractéristiques dynamiques, les onduleurs de soudage à l'arc peuvent fournir des courants de soudage allant jusqu'à 1 000 A ou plus.
Par conséquent, il peut presque remplacer toutes les sources d'énergie de soudage à l'arc existantes et être utilisé pour diverses méthodes de soudage à l'arc, telles que le soudage manuel à l'arc métallique, le soudage TIG, le soudage MAG/C02/MIG/fil fourré, arc plasma le soudage et le découpage, le soudage automatique à l'arc submergé, le soudage robotisé, etc.
Il peut souder divers matériaux et alliages métalliques, en particulier dans les applications où l'espace de travail est limité, dans les opérations en haute altitude, ou lorsque l'alimentation électrique est insuffisante et qu'il est nécessaire de disposer de machines à souder mobiles.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure