Calculs de cintrage des rouleaux de tôle : Formule de conversion
Vous êtes-vous déjà demandé comment ces énormes structures d'acier sont formées en courbes parfaites ? Le cintrage de rouleaux en est le secret. Dans cet article, nous allons nous plonger dans le monde fascinant du cintrage par enroulement, en explorant ses caractéristiques, ses processus et les machines qui le rendent possible. Que vous soyez un passionné d'ingénierie ou un simple curieux, rejoignez-nous pour découvrir l'art et la science du façonnage de l'acier.
Dans la production de chaudières et d'appareils à pression, l'utilisation de la technologie de cintrage de rouleaux est très répandue. Elle comprend le cintrage de rouleaux cylindriques et coniques, ainsi qu'une variété de cintrage de rouleaux d'acier de section, le cintrage de rouleaux de section de tube cylindrique étant le plus courant.
La tôle est utilisée pour former ces pièces, qui peuvent être fabriquées par pressage ou par cintrage au rouleau, également connu sous le nom de plaque de laminage. La méthode de pressage utilise généralement une matrice universelle, tandis qu'une machine de cintrage par roulage est utilisée pour effectuer un cintrage continu en trois points sur la plaque, provoquant une déformation plastique afin d'obtenir la forme souhaitée. rayon de courbure.
2. Cintrage des rouleaux
Le cintrage de rouleaux est une méthode de formage par cintrage dans laquelle une machine de cintrage de rouleaux est utilisée pour cintrage d'un rouleau. tôle ou d'un profilé. Le cintrage par roulage permet d'obtenir des formes cylindriques, coniques et à courbure variable.
Pour les pièces d'épaisseur égale et d'épaisseur variable dans le sens de l'épaisseur, on utilise généralement une cintreuse de plaques à trois rouleaux. Rouleau pièces de pliage Les produits fabriqués à partir de profilés, tels que les profilés en forme d'angle ou de T, peuvent avoir une courbure égale ou variable. Les ébauches utilisées pour le cintrage par rouleaux peuvent être extrudées ou pliées par plaques. Pour le cintrage de pièces à courbure variable, on utilise généralement une cintreuse de plaques à quatre rouleaux.
2.1 Roll coudeCaractéristiques de l'entreprise
Lors du laminage, le matériau de la plaque est placé entre les arbres des rouleaux supérieur et inférieur du banc de rouleaux. L'arbre du rouleau supérieur descend alors, provoquant le pliage et la déformation du matériau de la plaque sous l'effet du moment de flexion. La rotation des arbres des rouleaux supérieur et inférieur crée un frottement entre l'arbre du rouleau et le matériau de la plaque. tôle d'acierqui entraîne le déplacement de la plaque, modifiant continuellement la position de pression de la tôle et formant une surface de pliage lisse, achevant ainsi le processus de formage par roulage.
Lors du cintrage par roulage, la tôle subit une déformation équivalente au cintrage libre. La courbure de la pièce cintrée est déterminée par la position des galets, l'épaisseur de la tôle et ses propriétés mécaniques. En ajustant la position relative entre les rouleaux, l'ébauche peut être pliée dans n'importe quelle courbure plus petite que la courbure du rouleau supérieur. Toutefois, en raison de la reprise élastique du pliage, la courbure de la partie pliée par le rouleau ne peut pas être égale à celle du rouleau supérieur.
L'un des principaux avantages de la méthode de profilage est sa polyvalence. En général, il n'est pas nécessaire d'ajouter des équipements supplémentaires à la plaque. machine à rouler. Seuls des rouleaux adaptés à différentes formes et tailles de sections sont nécessaires pour le cintrage de profilés. Toutefois, cette méthode présente également certains inconvénients, notamment une faible productivité et une faible précision.
2.2 Prouleau de retarder
Il existe deux types de cintreuses : la cintreuse de plaques et la cintreuse de profilés en acier. La majorité des matériaux traités par le cintrage à rouleaux sont des ébauches de plaques, c'est pourquoi le rouleau à plaques est principalement utilisé. Il existe trois principaux types de machines à laminer les tôlesRouleau à plaques à trois rouleaux symétriques, rouleau à plaques à trois rouleaux asymétriques et rouleau à plaques à quatre rouleaux.
2.3 Rprocessus de cintrage de la laine
La principale méthode de laminage et de cintrage sur un rouleau à tôles consiste à laminer une surface cylindrique à l'aide d'une ébauche de tôle. En adoptant les mesures technologiques appropriées et l'équipement nécessaire, il est possible de laminer des surfaces coniques et de sectionner de l'acier pour le cintrage par laminage.
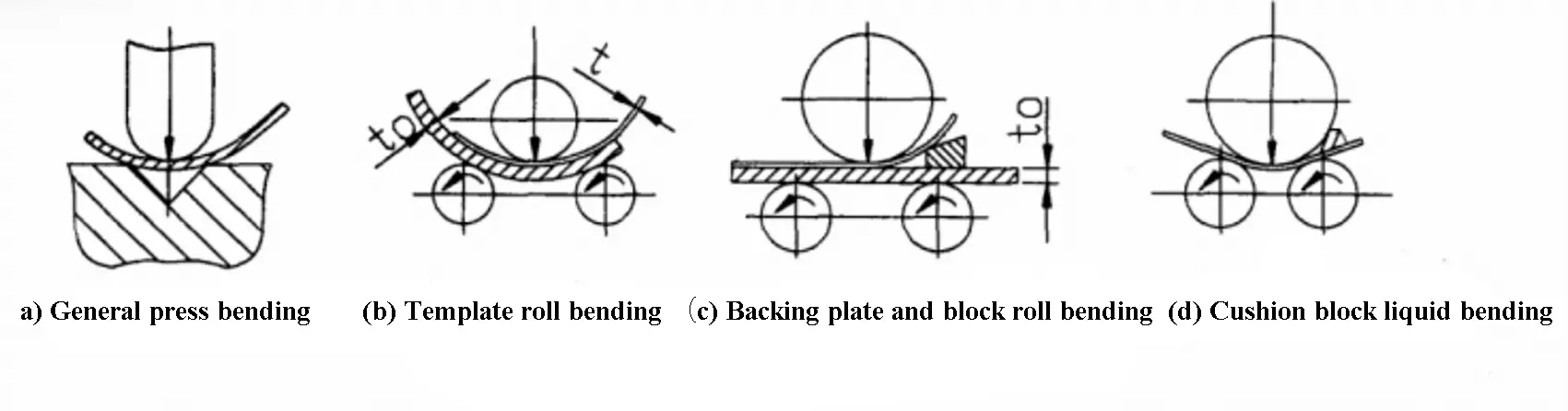
Fig.1 Méthodes courantes de pré-pliage
Le laminage des tôles d'acier comprend trois étapes : le pré-pliage (tête de pressage), le centrage et le pliage des rouleaux.
1) Pré-pliage
La figure 1 montre que seule une partie de la plaque d'acier en contact avec l'arbre du rouleau supérieur peut être pliée. Par conséquent, il y aura une longueur aux deux extrémités de la plaque d'acier qui ne pourra pas être pliée. Cette longueur est appelée le bord droit résiduel.
La taille du bord droit résiduel dépend de la forme de flexion de l'équipement. La valeur théorique de la ligne droite résiduelle est indiquée dans le tableau 1. Généralement, le bord droit résiduel réel est plus grand que la valeur théorique, avec des valeurs allant de 6 à 20 t pour le cintrage symétrique et de 1/10 à 1/6 pour le cintrage asymétrique.
Note : dans le tableau, L est la distance centrale du rouleau latéral de la cintreuse de plaques, et t est l'épaisseur de la plaque d'acier.
La matrice générale est utilisée pour les pliages multiples sur la presse.
Il est illustré à la figure 1 (a).
Cette méthode convient au pré-pliage de plaques d'acier de différentes épaisseurs.
Pré-pliage avec coffrage sur une cintreuse à trois galets.
Il est illustré à la figure 1 (b).
Cette méthode convient pour t≤t0/2, t≤24mm, qui ne dépasse pas 60% de la capacité de l'équipement.
Le pré-pliage doit être effectué sur la cintreuse à trois galets avec plaque d'appui et bloc amortisseur.
Comme le montre la figure 1 (c).
Cette méthode convient pour t≤t0/2, t≤24 mm, qui ne dépasse pas 60% de la capacité de l'équipement.
Pré-pliage avec un bloc de coussin sur une cintreuse à trois rouleaux.
Il est illustré à la figure 1 (d).
Cette méthode convient aux tôles d'acier minces, mais son fonctionnement est plus compliqué et elle est rarement utilisée.
2) Centrage
Le but du centrage est d'aligner la ligne centrale de la pièce parallèlement à l'axe du rouleau, d'éliminer la possibilité de torsion et de maintenir la forme géométrique précise de la pièce après le cintrage du rouleau.
Les techniques de centrage comprennent rouleau latéral centrage, centrage des déflecteurs spéciaux, centrage de l'alimentation inclinée et centrage des fentes des rouleaux latéraux, comme le montre la figure 2.
Fig. 2 Méthodes de centrage
3) Pliage des rouleaux
Le cintrage par laminage des tôles d'acier est généralement effectué sur une machine à laminer.
Les pièces de laminage typiques sont cylindriques et coniques.
a. Cintrage par roulage pour les pièces cylindriques
Lors du cintrage du cylindre sur une cintreuse symétrique à trois cylindres, la position de l'arbre du cylindre supérieur pendant le cintrage final peut être déterminée en fonction du rayon de cintrage connu, comme le montre la figure 3 (a).
Où ?
h - vertical distance centrale entre le rouleau supérieur et le rouleau latéral, mm
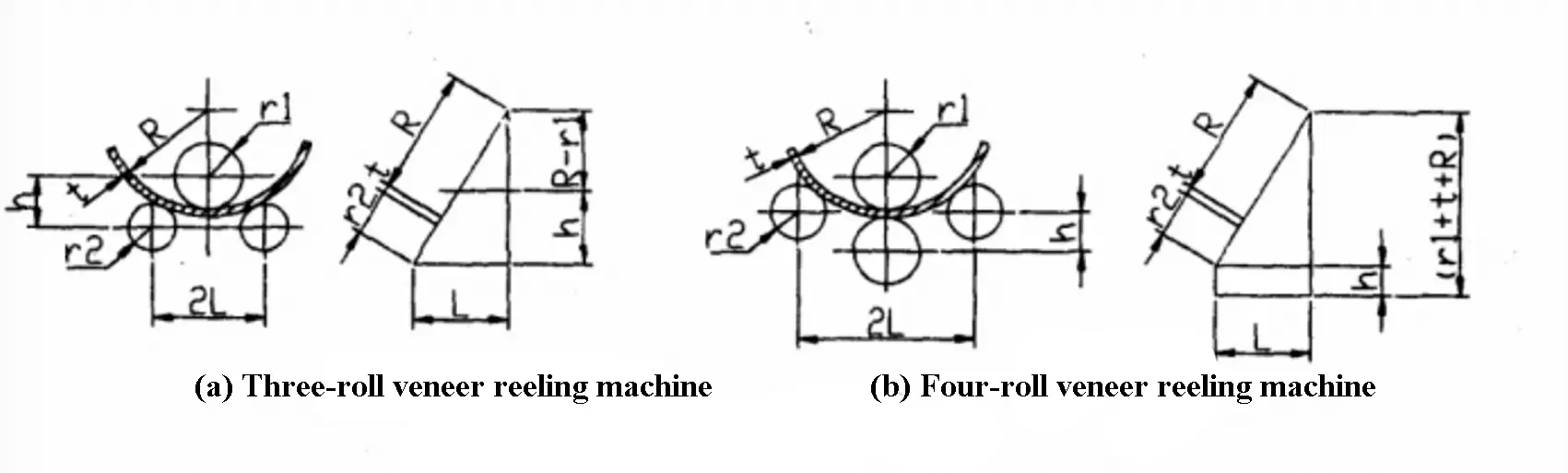
Fig. 3 Calcul de la position de l'axe de la machine à rouler
La finale position de flexion de l'arbre du rouleau latéral est illustré à la figure 3 (b) lorsque la surface cylindrique est laminée sur une machine à cintrer les plaques à quatre rouleaux, qui peut être obtenue par la formule suivante :
Où ?
h - distance centrale verticale entre le rouleau latéral et le rouleau inférieur, mm
R - rayon de courbure de la pièce, mm
t - épaisseur de la plaque d'acier, mm
r1 - Rayon des arbres des rouleaux supérieur et inférieur, mm
R'- R+t, mm
L2 - distance du centre de roulis latéral, mm
En raison de la dos d'âne de la tôle, la valeur de H obtenue dans la formule ci-dessus doit être corrigée correctement dans l'application pratique.
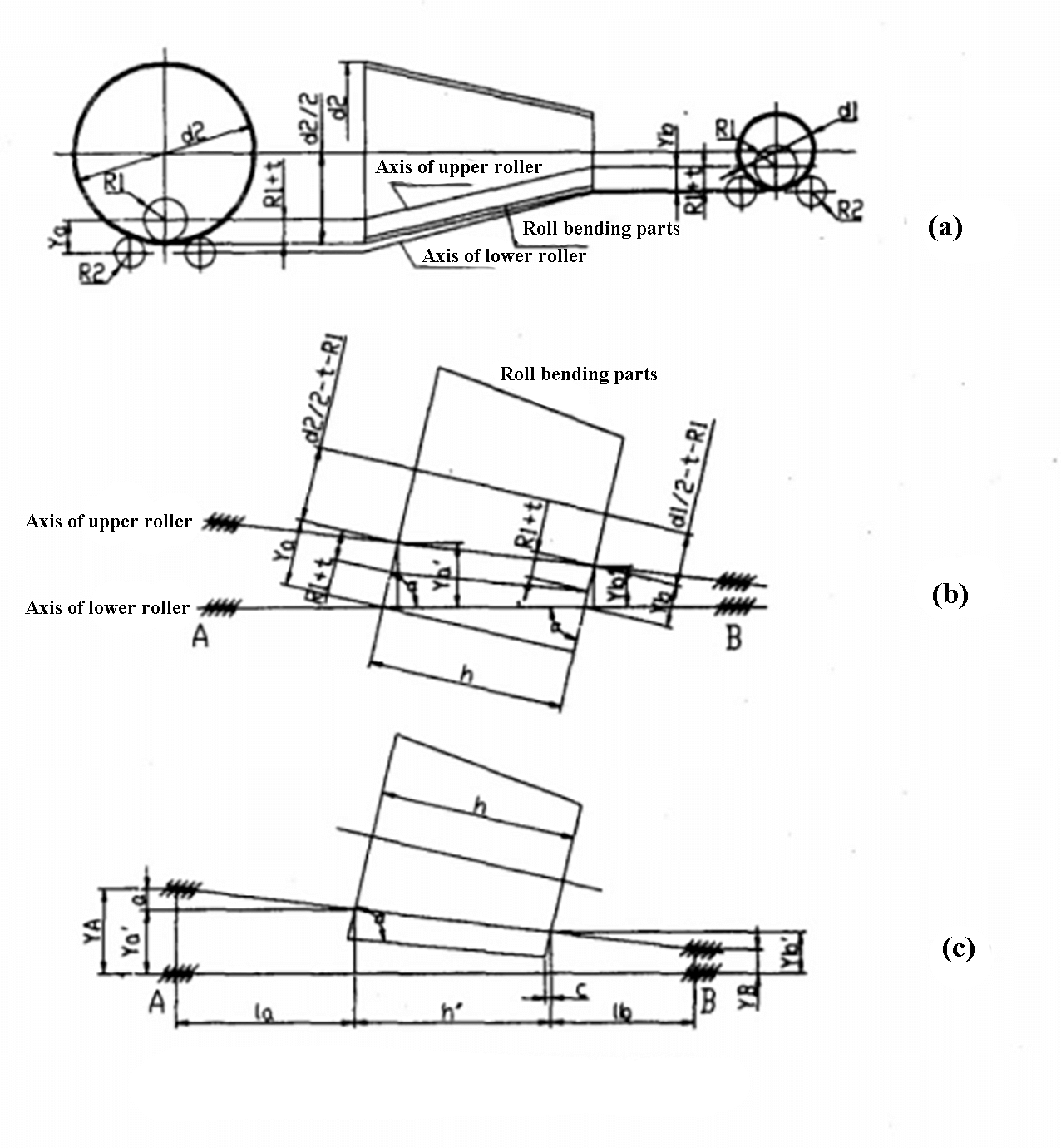
b. Cintrage au rouleau d'une surface conique :
Les méthodes de cintrage des cylindres coniques couramment utilisées sont la méthode de décélération à petite bouche, la méthode de cintrage à quatre cylindres à double vitesse, la méthode d'alimentation rotative et la méthode de cintrage par laminage en zone.
Ceci est dû au fait que les lignes premières de la surface du cône ne sont pas parallèles et que la courbure de chaque point de la ligne première est unique.
Pour s'assurer que le rouleau supérieur appuie sur la ligne centrale du cône à tout moment pendant le processus de cintrage et pour produire différents rayons de courbure le long de la ligne centrale, les mesures suivantes doivent être prises :
Régler la position du rouleau supérieur pour qu'il soit incliné à un angle spécifique par rapport au rouleau inférieur.
Maintenir la proximité du rouleau supérieur avec la ligne de surface du cône en appliquant des vitesses d'alimentation inégales aux deux extrémités du cône.
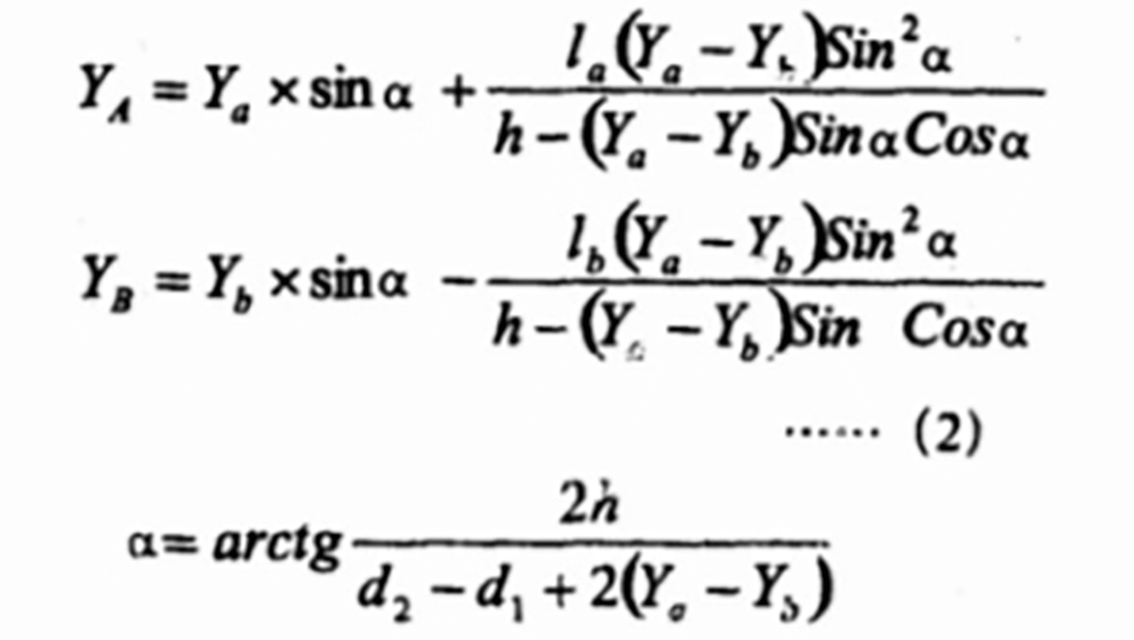
Pour les pièces coniques à forte conicité, les entraxes verticaux, Ya et Yb, des galets supérieurs et inférieurs aux deux extrémités peuvent être calculés à l'aide de la figure géométrique illustrée à la figure 4.
Les entraxes Ya et Yb des rouleaux supérieur et inférieur peuvent être obtenus en appliquant la méthode de calcul pour les pièces circulaires simples, c'est-à-dire en utilisant la formule (1).
Les figures géométriques des figures 4 (b) et 4 (c) permettent d'obtenir les valeurs suivantes :
La position de l'ébauche par rapport à l'extrémité droite du rouleau est déterminée par lb+c, où
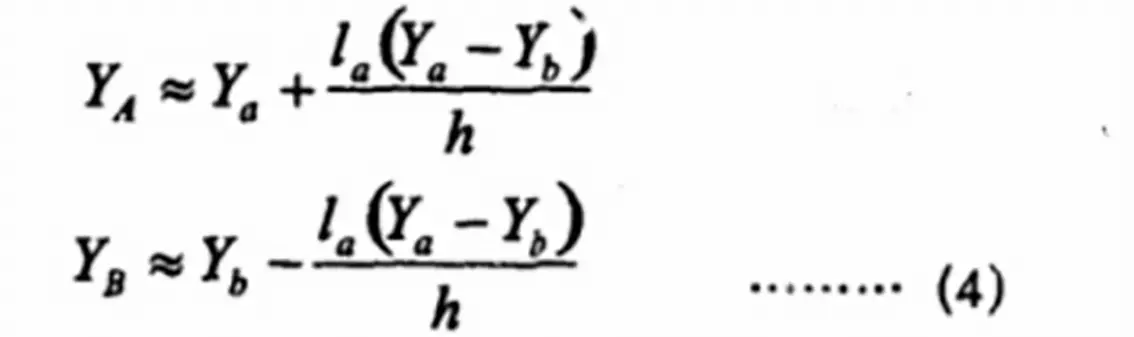
Pour les pièces coniques de petite taille, l'équation (2) peut être simplifiée comme suit :
Lors du laminage de pièces coniques, il est fréquent de constater des déformations.
Une méthode efficace pour éliminer cette distorsion consiste à incliner raisonnablement le rouleau supérieur et à maintenir l'alignement parallèle du rouleau inférieur.
Au cours des opérations de roulage et de processus de pliageL'ébauche est formée par une série de pliages de rouleaux sectionnels qui se chevauchent.
2.4 PClassification des processus de cintrage de rouleaux
En fonction des différentes températures de la plaque de laminage, on distingue le laminage à froid, le laminage à chaud et le laminage moyen.
1) Laminage à froid
Le laminage d'une tôle à température normale, également connu sous le nom de laminage à froid, est approprié pour le laminage de tôles d'épaisseur fine à moyenne.
Cependant, il en résulte un certain nombre de dos d'ânecomme le montre la figure 5.
Une fois la courbure obtenue, il est nécessaire de revenir plusieurs fois en arrière pour fixer la courbure.
Acier à haute résistance présente un retour élastique important. Pour réduire le retour élastique, il est conseillé d'effectuer les opérations suivantes recuit avant le processus de formage final.
Le diamètre minimum d'un cylindre qui peut être plié à l'aide de la cintreuse dépend du diamètre du cylindre supérieur.
En tenant compte du retour élastique du cylindre après le cintrage, le diamètre minimum d'un cylindre cintrable est d'environ 1,1 à 1,2 fois le diamètre du cylindre supérieur.
Le laminage à froid est un procédé pratique qui permet de contrôler facilement les courbures et dont les coûts de production sont faibles. Toutefois, il nécessite des équipements puissants pour les tôles plus épaisses et est susceptible d'entraîner un écrouissage à froid.
Fig. 4 Calcul de la position du rouleau dans la cintreuse à rouleaux
2) Laminage à chaud
On considère généralement que lorsque l'épaisseur (t) d'une tôle d'acier au carbone est supérieure ou égale à un quarantième du diamètre intérieur (D) (t ≥ 1/40 D), il convient de procéder à un laminage à chaud. (Note : selon cette formule simple et la méthode de calcul de l'allongement des fibres, la différence entre l'épaisseur à froid et à chaud est importante).
Pendant le cintrage à chaud, la tôle doit être chauffée entre 950 et 1100 ℃, avec un chauffage uniforme et une opération rapide. La température finale ne doit pas être inférieure à 700 ℃.
Le laminage à chaud élimine la nécessité de prendre en compte le retour élastique et, pour un cylindre fermé, le cintrage peut être effectué jusqu'à ce que le joint longitudinal soit juste fermé. Pour éviter que la pièce ne soit retirée de la plaque trop tôt pendant le laminage à chaud, elle doit être laminée en continu à la vitesse de cintrage finale jusqu'à ce que la couleur de la surface devienne foncée.
Lorsque la pièce est froide, elle doit être placée comme indiqué dans la figure 6, ou elle peut être placée verticalement. Le laminage à chaud peut empêcher l'écrouissage du matériau à froid et réduire la puissance requise par la cintreuse.
Cependant, le laminage à chaud présente également des inconvénients : si l'opération est difficile, le fait de chauffer la tôle d'acier à une température élevée peut provoquer une oxydation importante.
3) Roulage à chaud
Lorsque la tôle est chauffée à une température comprise entre 500 et 600 degrés Celsius pour être laminée, on parle de laminage à chaud. Comparé au laminage à froid, le laminage à chaud présente une meilleure plasticité et réduit le risque de rupture fragile et les contraintes sur la cintreuse. En outre, par rapport au laminage à chaud, le laminage à chaud réduit les défauts de surface causés par l'oxydation et améliore les conditions de fonctionnement.
Cependant, le laminage à chaud présente également des inconvénients, car il peut provoquer stress interne Le laminage à chaud peut nécessiter un traitement thermique pour réduire les contraintes en fonction des exigences du produit. Bien que la température de chauffage du laminage à chaud soit inférieure à la température de recristallisation du métal, il s'agit toujours d'un travail à froid.
Le cintrage en une seule opération n'est pas possible avec le laminage à chaud, car les cintrages multiples par laminage à froid peuvent provoquer un écrouissage du matériau. Lorsque la déformation par pliage est importante, le phénomène d'écrouissage devient très prononcé, ce qui entraîne une grave détérioration des performances des pièces pliées.
Par conséquent, le rayon de courbure autorisé pour le formage par laminage à froid doit être supérieur au rayon de courbure minimal. rayon de courbure de la tôleavec R = 20t (où t est l'épaisseur de la plaque). Lorsque R est inférieur à 20t, il convient de procéder à un cintrage par laminage à chaud.
Pour les pièces à faible rayon de courbure, un calibrage manuel peut s'avérer nécessaire après le cintrage au rouleau. Il est important de prévoir une marge de dimensionnement raisonnable, c'est-à-dire que chaque côté doit être légèrement plus petit que le gabarit ou la plaque de carton, avec une différence de 2 à 4 mm (comme le montre la figure 7).
Pour les pièces de cintrage de rouleaux ayant un rayon de cintrage relativement important, la courbure doit être contrôlée conformément à la norme de contrôle de la forme afin de s'assurer que les pièces peuvent s'adapter à la plaque de la carte sous une certaine force externe (P).
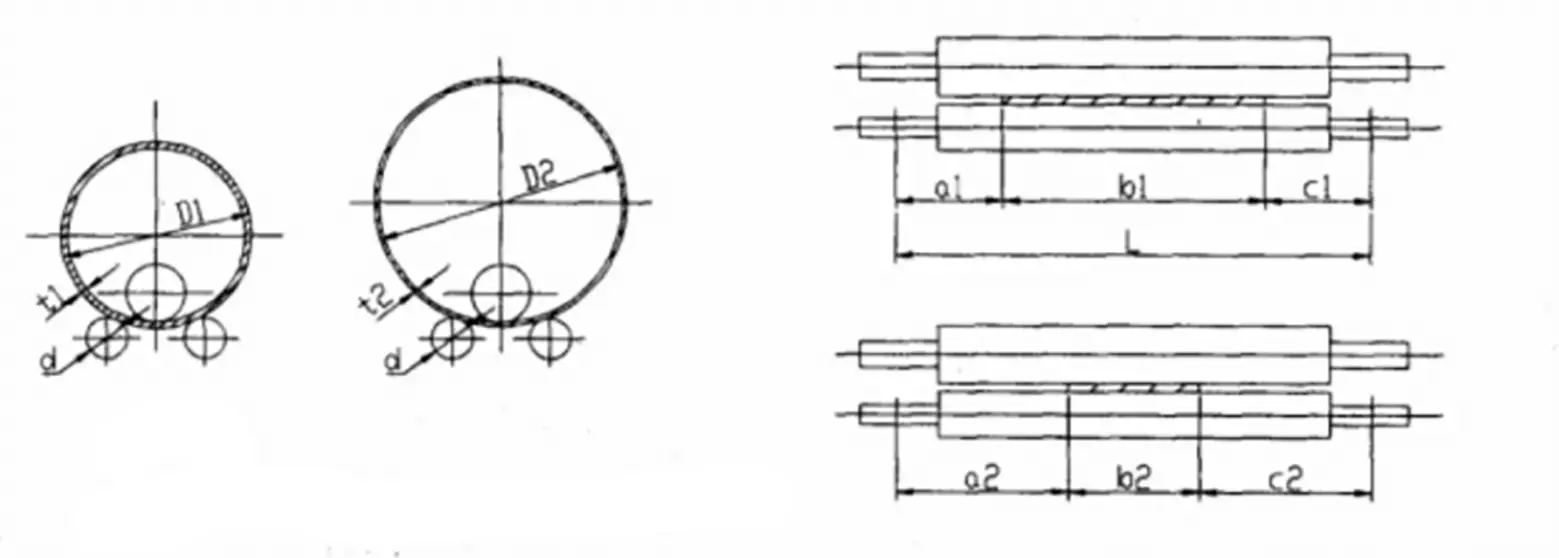
3. Conversion de la capacité de l'équipement de la machine à plier
La capacité de la cintreuse peut être convertie pour élargir son champ d'utilisation.
Comme le montre la figure 8, la formule de conversion est la suivante :
Fig. 8 Conversion de la capacité d'une machine à laminer les plaques
3.1 Ta largeur de tôle requise par le matériel de laminage est la même que celle requise par la spécification de la machine de laminage, mais le rayon de courbure est différent.
Où ?
D1 - Diamètre extérieur du cylindre de la dérouleuse de placage, mm
D2 - diamètre extérieur du cylindre à enrouler par la dérouleuse de placage, mm
d - diamètre de l'arbre du rouleau inférieur de la dérouleuse de placage, mm
t1 - épaisseur maximale de la plaque du cylindre conçu pour la dérouleuse de placage, mm
t2 - épaisseur de tôle admissible du cylindre à enrouler par la dérouleuse de placage, mm
3.2 Le matériau de laminage est le même que le diamètre requis par la spécification de la cintreuse de tôles, mais la largeur de la tôle est différente, et le laminage est symétrique, c'est-à-dire que a1=c1,a2=c2
Où ?
b1 - largeur maximale de la plaque du cylindre conçu pour la machine à laminer les plaques, mm
b2 Largeur de la plaque de cylindre à laminer par la machine à laminer les plaques, mm
Distance L entre le rouleau et l'arbre de la machine à laminer les tôles, mm
t1 - Épaisseur maximale du cylindre de la machine à laminer les tôles, mm
t2 - épaisseur admissible de la tôle du cylindre à laminer par la machine à laminer les tôles, mm
3.3 TLe diamètre de cintrage des cylindres est identique à la largeur de la plaque requise par les spécifications de la cintreuse, mais le matériau est différent.
Où
σs1 – limite d'élasticité de la tôle cylindrique laminée par la machine à laminer les plaques, MPa
σs2 – limite d'élasticité de la tôle cylindrique à laminer par la machine à laminer les tôles, MPa
t1 - épaisseur maximale d'une bande circulaire conçue et laminée par une machine à laminer les plaques, mm
t2 - épaisseur de la plaque cylindrique à laminer par la machine à laminer les plaques, mm
3.4 TLe diamètre de laminage, la largeur de la tôle et le matériau sont identiques, mais la température de laminage est différente..
Où
σs1 - Limite d'élasticité de la tôle cylindrique laminée par la machine à laminer les tôles, MPa
σs2 - Résistance à la traction de la tôle cylindrique conçue et laminée par la machine à laminer les tôles, MPa
t1 - épaisseur maximale du cylindre destiné à la machine à laminer les tôles, mm
t2 - épaisseur de la plaque cylindrique à laminer par la machine à laminer les plaques, mm
Rx - est une constante, généralement comprise entre 10 et 20.
Dans le cas du laminage à chaud, σs = σb
K0 - coefficient de renforcement relatif de l'acier, K0 = n/r0.
R0 est le rayon du cylindre conçu par la machine à rouler, r0≥20 t1.
N est généralement compris entre 5 et 10.
4. Application
Le rouleau technologie de pliage est largement utilisé dans la production et présente des exigences plus élevées en matière de qualité de surface des pièces pliées par roulage en raison de l'utilisation de matériaux tels que l'acier inoxydable, l'aluminium et les plaques d'acier composite. Un traitement de recuit avant le cintrage par roulage est désormais nécessaire pour les nuances d'acier sensibles à la trempabilité.
Pour que la qualité du cintrage des cylindres soit conforme aux exigences, il est essentiel de procéder à un calcul et à une sélection raisonnables de l'équipement de cintrage des cylindres et d'analyser les mesures prises.
Grâce à l'analyse, au calcul et à l'application du processus de cintrage des cylindres, il est possible de réaliser diverses spécifications de cintrage de surfaces courbes sur la cintreuse, ce qui permet d'améliorer l'utilisation de l'équipement.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Imaginez que vous puissiez transformer des plaques de métal plates en cylindres précis ou en formes complexes à l'aide d'une seule machine. Bienvenue dans le monde de la cintreuse de plaques ! Cet outil puissant, essentiel dans...
Vous êtes-vous déjà demandé comment les structures en acier massif sont façonnées en cylindres et en cônes parfaits ? Cet article explore le monde fascinant des machines à laminer les tôles, outils essentiels dans des industries telles que...
Vous êtes-vous déjà demandé comment des opérateurs qualifiés plient des plaques d'acier pour en faire des cylindres parfaits ? Dans cet article de blog captivant, nous vous emmenons dans les coulisses pour explorer l'art et la science...
Vous êtes-vous déjà demandé comment une plaque d'acier massive est pliée pour prendre forme ? Dans cet article, nous explorons la mécanique fascinante des machines à laminer les plaques, en révélant les forces et les calculs...
Vous êtes-vous déjà demandé qui sont les principaux acteurs du secteur des machines à laminer les plaques ? Cet article présente les principaux fabricants du secteur, en détaillant leurs innovations, leurs gammes de produits et leur portée mondiale. Des entreprises établies...
Vous êtes-vous déjà demandé comment les structures métalliques massives telles que les éoliennes et les navires obtiennent leurs formes précises ? Cet article dévoile le monde fascinant des machines à laminer les tôles, en présentant leurs...
Vous êtes-vous déjà demandé comment une cintreuse de plaques à quatre rouleaux pouvait obtenir des courbes aussi précises ? Cet article explore le calcul des décalages de position des rouleaux latéraux, guidé par un ingénieur mécanique expérimenté....
Imaginez que vous essayiez de plier une épaisse plaque d'acier en un cylindre parfait - quelle serait la force nécessaire ? Cet article se penche sur les calculs critiques permettant de déterminer la charge et la puissance...
Vous êtes-vous déjà demandé comment des tôles massives sont pliées sans soudure pour obtenir des formes précises ? La cintreuse de plaques à quatre rouleaux est le moteur de cette transformation. Ce guide présente sa structure, ses...
Faites passer votre entreprise à la vitesse supérieure