Comme chacun sait, les progrès de la production industrielle et les avancées de la science et de la technologie sont étroitement liés à l'utilisation d'automates programmables industriels (API) pour l'automatisation.
Les PLC peuvent être compris au sens large comme :
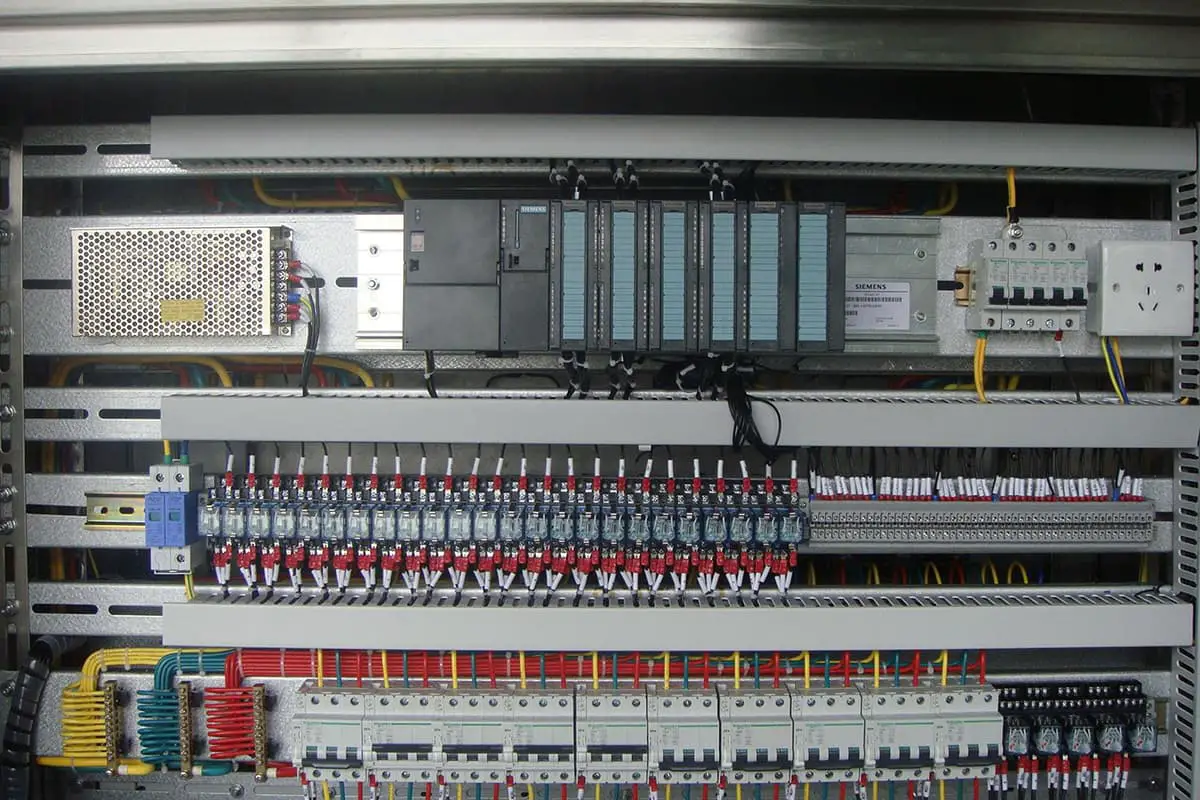
Armoire de commande centralisée pour les extensions de relais.
Dans les applications industrielles pratiques, l'utilisation d'un contrôleur logique programmable (PLC) réduit considérablement les coûts de contrôle tout en améliorant la gestion centralisée et l'automatisation de l'équipement.
Pour acquérir une compréhension approfondie des API, il est essentiel d'établir d'abord une base solide dans la technologie.
1. à partir de la composition de l'automate, outre l'unité centrale, la mémoire et l'interface de communication, quelles sont les autres interfaces directement liées au site industriel ? Et expliquer ses principales fonctions.
1) Interface d'entrée :
Recevoir le signal de l'équipement contrôlé et piloter le circuit interne pour l'activer ou le désactiver par le biais de l'optocoupleur et du circuit d'entrée.
2) Interface de sortie :
Le résultat de l'exécution du programme est transmis par l'optocoupleur et les composants de sortie (relais, thyristor et transistor) de l'interface de sortie pour commander la mise en marche ou l'arrêt de la charge externe.
2. Quelles sont les parties de l'unité de base de l'automate ? Quel rôle joue chacune d'entre elles ?
1)CPU:
Le composant central de l'automate, qui commande à l'automate d'effectuer divers travaux.
Comme la réception de programmes et de données d'utilisateurs, le diagnostic, l'exécution de programmes, etc ;
2) Mémoire :
Système de stockage et programmes et données de l'utilisateur ;
3) Interface I/O :
La partie de connexion entre l'automate et l'objet contrôlé sur le site de production industrielle est utilisée pour recevoir le signal de l'équipement contrôlé et émettre le résultat de l'exécution du programme ;
4) Interface de communication :
Échange d'informations avec le moniteur, l'imprimante et d'autres équipements par l'intermédiaire de l'interface de communication ;
5) Alimentation électrique.
3. quels sont les types d'interfaces de sortie des commutateurs PLC ? Quelles sont les caractéristiques de chacune d'entre elles ?
Type de sortie thyristor :
En général, il ne peut supporter qu'une charge en courant alternatif, avec une vitesse de réponse rapide et une fréquence d'action élevée ;
Ttype de sortie à résistance :
En général, il ne peut supporter qu'une charge en courant continu, avec une vitesse de réponse rapide et une fréquence d'action élevée ;
Type de sortie relais :
En général, il peut supporter des charges en courant alternatif et en courant continu, mais son temps de réponse est long et sa fréquence d'action est faible.
4. Selon le type de structure, quels sont les types de PLC ? Quelles sont les caractéristiques de chacun ?
1) Intégrale :
L'unité centrale, l'alimentation et les composants d'entrée/sortie sont tous concentrés dans un seul châssis, qui présente une structure compacte et un prix peu élevé. En général, les petits automates adoptent cette structure ;
2) Modulaire :
Chaque partie de l'automate est divisée en plusieurs modules distincts, et différents modules peuvent être sélectionnés en fonction des besoins pour former un système. Il présente les caractéristiques suivantes : configuration flexible, facilité d'extension et de maintenance. En général, cette structure est adoptée pour les automates de moyenne et grande taille.
L'automate modulaire est composé d'un cadre ou d'une plaque de base et de divers modules, qui sont installés sur le socle du cadre ou de la plaque de base.
3) Type de pile :
Combinées aux caractéristiques de l'intégral et du modulaire, l'unité centrale, l'alimentation et l'interface I/O de l'automate empilé sont également des modules indépendants, mais ils sont reliés par des câbles, ce qui rend le système non seulement flexible en termes de configuration, mais aussi peu volumineux.
5. Quel est le cycle de balayage de l'automate ? Quelle est son influence principale ?
Le processus de numérisation de l'automate comprend cinq étapes : le traitement interne, le service de communication, le traitement des entrées, l'exécution du programme et le traitement des sorties.
Le temps nécessaire à la numérisation au cours de ces cinq étapes est appelé cycle de numérisation.
Le cycle de balayage est lié à la vitesse de fonctionnement de l'unité centrale, à la configuration matérielle de l'automate et à la longueur du programme utilisateur.
6. Comment l'automate exécute-t-il le programme utilisateur ? Quelles sont les étapes de l'exécution du programme utilisateur ?
L'automate exécute le programme utilisateur au moyen d'un balayage cyclique.
Le processus d'exécution du programme utilisateur comprend une phase d'échantillonnage d'entrée, une phase d'exécution du programme et une phase de rafraîchissement de la sortie.
Schéma de la structure d'un interrupteur à bouton
1. Capuchon de bouton
2. Ressort de rappel
3. Contact mobile
4. Contact statique normalement fermé
5. Contact statique normalement ouvert
7. Quels sont les avantages du système de contrôle PLC par rapport au système de contrôle à relais ?
1) Méthode de contrôle :
Le PLC adopte le mode programme pour réaliser le contrôle, ce qui est facile à modifier ou à augmenter les exigences de contrôle, et le contact du PLC est illimité ;
2) Mode de travail :
Le PLC adopte un mode de fonctionnement en série pour améliorer la capacité anti-interférence du système ;
3) Vitesse de contrôle :
Le contact de l'automate est en fait un déclencheur, et le temps d'exécution des instructions est de l'ordre de la microseconde ;
4) Chronométrage et comptage :
L'automate utilise un circuit intégré à semi-conducteur comme minuterie, l'impulsion d'horloge est fournie par un oscillateur à cristal, avec une grande précision de retard et une large gamme.
L'automate programmable a une fonction de comptage que le système à relais n'a pas ;
5) Fiabilité et maintenabilité :
Le PLC adopte une technologie microélectronique de haute fiabilité, et sa fonction d'auto-inspection peut être détectée à temps.
8. Pourquoi l'automate produit-il un retard de réponse en sortie ? Comment améliorer la vitesse de réponse des entrées-sorties ?
L'automate adopte un mode de balayage circulaire avec échantillonnage centralisé et sortie centralisée. Cela signifie que l'état de l'entrée ne peut être lu que pendant la phase d'échantillonnage de l'entrée de chaque cycle de balayage, et que le résultat de l'exécution du programme ne peut être envoyé que pendant la phase de rafraîchissement de la sortie.
En outre, le délai d'entrée et de sortie de l'automate, ainsi que la longueur du programme utilisateur, peuvent entraîner un décalage dans la réponse de sortie.
Pour améliorer la réponse des E/S, plusieurs options sont disponibles, notamment l'échantillonnage direct des entrées, le rafraîchissement des sorties, l'interruption des entrées et des sorties et l'interface E/S intelligente.
9. Quels sont les relais de sécurité internes des automates de la série Siemens ?
Relais d'entrée, relais de sortie, relais auxiliaire, registre d'état, minuterie, compteur et registre de données.
10. Comment sélectionner un automate ?
1) Sélection du modèle :
La forme structurelle, le mode d'installation, les exigences fonctionnelles, la vitesse de réponse, les exigences de fiabilité, l'unification du modèle et d'autres aspects doivent être pris en compte ;
2) Sélection de la capacité :
Les points d'entrée/sortie et la capacité de stockage de l'utilisateur doivent être pris en compte ;
3) Sélection du module I/O :
Y compris la sélection de la valeur de commutation et du module analogique I/O, ainsi que la sélection du module de fonction spéciale ;
4) Sélection du module de puissance, du programmateur et d'autres équipements.
11. BDécrivez brièvement les caractéristiques du mode de travail de l'échantillonnage centralisé et de la sortie centralisée de l'automate, et quels sont les avantages et les inconvénients de ce mode de travail ?
Échantillonnage centralisé :
Dans un cycle de balayage, l'échantillonnage de l'état d'entrée n'est effectué que dans la phase d'échantillonnage d'entrée. Lors de l'entrée dans la phase d'exécution du programme, la fin de l'entrée sera bloquée.
Sortie centralisée :
Au cours d'un cycle de balayage, l'état lié à la sortie dans le registre d'image de sortie n'est transféré au verrou de sortie que pendant l'étape de rafraîchissement de la sortie pour mettre à jour l'interface de sortie. L'état de la sortie est toujours préservé dans le registre d'image de sortie pendant les autres étapes.
Bien que ce mode de fonctionnement puisse améliorer la fiabilité du système et sa capacité à lutter contre les interférences, il peut également entraîner un retard dans la réponse de l'entrée/sortie de l'automate.
12. Quel est le mode de fonctionnement de l'automate ? Quelles en sont les caractéristiques ?
Le PLC adopte le mode de fonctionnement de l'échantillonnage centralisé, de la sortie centralisée et du balayage cyclique.
Ccaractéristiques :
L'échantillonnage centralisé désigne le processus par lequel, au cours d'un cycle de balayage, l'automate échantillonne l'état de l'entrée uniquement dans la phase d'échantillonnage de l'entrée. Une fois qu'il entre dans la phase d'exécution du programme, l'extrémité de l'entrée est bloquée.
La sortie centralisée, en revanche, implique que l'automate transfère l'état lié à la sortie dans le registre d'image de sortie vers le verrou de sortie uniquement lors de l'étape de rafraîchissement de la sortie. L'interface de sortie est ainsi rafraîchie et l'état de la sortie est sauvegardé dans le registre d'image de sortie au cours des autres étapes.
Le balayage cyclique désigne le processus au cours duquel l'automate doit effectuer plusieurs opérations dans un cycle de balayage. Pour ce faire, on utilise la méthode du balayage en temps partagé, où les opérations sont exécutées une par une dans l'ordre et répétées encore et encore.
13. Quelles sont les principales parties du contacteur électromagnétique ? BDécrire brièvement te principe de fonctionnement du contacteur électromagnétique.
Un contacteur électromagnétique se compose généralement de plusieurs éléments, dont un mécanisme électromagnétique, des contacts, un dispositif d'extinction d'arc, un mécanisme de ressort de déclenchement, un support et une base.
Le contacteur fonctionne selon le principe électromagnétique :
Lorsqu'une bobine électromagnétique est alimentée, le courant qui la traverse génère un champ magnétique. Ce champ magnétique fait que le noyau de fer stationnaire génère une attraction électromagnétique qui attire l'armature vers lui. En conséquence, l'action du contact est entraînée, et le contact normalement fermé est ouvert tandis que le contact normalement ouvert est fermé.
Ces deux actions sont interdépendantes.
Lorsque la bobine n'est plus alimentée, la force électromagnétique cesse d'exister et le ressort de déclenchement fait retomber l'armature en place, rétablissant ainsi les contacts. Cela signifie que le contact normalement ouvert redevient ouvert tandis que le contact normalement fermé est fermé.
14. Brève définition de l'automate programmable (PLC).
Un contrôleur logique programmable (CLP) est un dispositif électronique conçu pour les opérations numériques dans un environnement industriel. Il utilise une mémoire programmable pour stocker des instructions permettant d'exécuter des opérations logiques, séquentielles, temporelles, de comptage et arithmétiques. Cela lui permet de contrôler divers types de machines ou de processus de production par le biais d'entrées et de sorties numériques ou analogiques.
Lors de la conception d'un automate et de ses équipements périphériques, il est essentiel de respecter le principe selon lequel il doit être facile à intégrer au système de contrôle industriel et d'étendre ses fonctions pour former un système unifié.
15. Répondez brièvement à la différence de principe de fonctionnement entre le système PLC et le système de contacteur à relais.
Il existe différents composants, un nombre variable de contacts et des méthodes de contrôle distinctes.