Pliage de tôle de précision avec Solidworks Bend Allowance (tolérance de pliage)
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie ne s'assemblent pas toujours parfaitement ? La clé réside dans la compréhension de la surépaisseur de pliage. Ce concept garantit un pliage précis et réduit le gaspillage de matériau. Dans cet article, vous apprendrez à maîtriser la surépaisseur de pliage dans SOLIDWORKS, ce qui rendra vos conceptions précises et efficaces. Préparez-vous à transformer votre processus de fabrication de tôles !
La surépaisseur de pliage est un paramètre crucial dans la fabrication de tôles qui détermine la longueur précise de matériau plat nécessaire pour obtenir les dimensions souhaitées après le pliage. Elle représente la longueur de l'arc de pliage mesurée le long de l'axe neutre du matériau - une ligne imaginaire dans la zone de pliage où le matériau ne s'étire ni ne se comprime pendant le processus de pliage.
Le calcul de la surépaisseur de pliage est influencé par de nombreux facteurs, notamment l'épaisseur de la tôle, le rayon de pliage, les propriétés du matériau et l'angle de pliage. Dans SOLIDWORKS, les utilisateurs peuvent définir et manipuler les valeurs de surépaisseur de pliage pour exercer un contrôle précis sur le développement des pièces de tôlerie, garantissant ainsi la précision des étapes de conception et de fabrication.
Importance de la marge de flexion
Le calcul et l'application précis de la surépaisseur de pliage sont essentiels pour produire des pièces de tôle pliées avec précision. Cela permet de s'assurer que la taille développée (à plat) de la pièce correspond à l'intention de la conception et garantit que les plis seront réalisés aux angles et positions corrects. Cette précision permet de réduire considérablement les erreurs, le gaspillage de matériaux et les reprises dans le processus de fabrication, ce qui améliore en fin de compte l'efficacité et la rentabilité de la production.
La compréhension et l'application des valeurs appropriées de la tolérance au pliage permettent aux concepteurs et aux fabricants de.. :
Prévoir le comportement du matériau pendant la flexion, en tenant compte du retour élastique et d'autres caractéristiques de déformation.
Éviter les problèmes courants liés à la tôle, tels que le pliage excessif, le pliage insuffisant et la distorsion.
Optimiser l'utilisation des matériaux en calculant avec précision les modèles plats.
Améliorer la précision des simulations de contraintes et de déformations dans les logiciels d'IAO.
Améliorez la conception de pièces de tôlerie complexes avec des courbes multiples et des caractéristiques d'intersection.
Dans SOLIDWORKS, l'utilisation correcte de la surépaisseur de pliage facilite des simulations plus précises, rationalise le passage de la conception à la fabrication et permet de créer des pièces de tôlerie plus complexes et plus précises. Elle permet également une meilleure intégration avec les cintreuses à commande numérique et d'autres processus de fabrication automatisés, ce qui améliore encore les capacités et la cohérence de la production.
Facteurs influençant l'indemnité de courbure
Propriétés des matériaux
Les propriétés des matériaux ont un impact significatif sur les calculs de surépaisseur de pliage dans SolidWorks. Chaque métal présente des caractéristiques de déformation élastique et plastique uniques, ce qui affecte directement son comportement lors du pliage. Par exemple, les alliages d'aluminium ont généralement une limite d'élasticité plus faible et une élasticité plus élevée que l'acier, ce qui se traduit par des effets de retour élastique et des valeurs de surépaisseur de pliage différents. Les nuances d'acier inoxydable, connues pour leurs propriétés d'écrouissage, doivent faire l'objet d'une attention particulière afin d'éviter un cintrage excessif ou insuffisant. Le module d'Young, la limite d'élasticité et le coefficient d'écrouissage du matériau sont des paramètres essentiels que SolidWorks utilise pour déterminer avec précision la surépaisseur de pliage.
Angle de courbure
L'angle de pliage est un facteur critique dans le calcul de la surépaisseur de pliage. Au fur et à mesure que l'angle augmente, la surépaisseur augmente généralement de manière non linéaire en raison des relations complexes entre la contrainte et la déformation du matériau. Par exemple, un coude à 90 degrés nécessite généralement une surépaisseur plus importante qu'un coude à 45 degrés, mais pas exactement deux fois plus. SolidWorks utilise des algorithmes avancés qui prennent en compte cette relation non linéaire, en tenant compte de facteurs tels que le déplacement de l'axe neutre et l'amincissement du matériau au niveau du coude. Le logiciel permet aux concepteurs d'affiner les angles de pliage et de recalculer automatiquement les surépaisseurs, garantissant ainsi la précision des assemblages de tôle complexes.
Epaisseur du matériau
L'épaisseur du matériau joue un rôle essentiel dans la détermination de la surépaisseur de pliage. Les matériaux plus épais nécessitent non seulement des surépaisseurs de pliage plus importantes, mais présentent également un comportement de pliage plus complexe. Avec l'augmentation de l'épaisseur, l'emplacement de l'axe neutre se déplace, ce qui affecte la géométrie globale du pli. SolidWorks intègre des modèles sophistiqués qui tiennent compte de ce déplacement, ce qui garantit la précision des calculs de surépaisseur sur une large gamme d'épaisseurs. En outre, le logiciel prend en compte le facteur k (un rapport représentant l'emplacement de l'axe neutre) qui varie en fonction de l'épaisseur du matériau et de la méthode de pliage. Cela permet de modéliser avec précision les matériaux de faible épaisseur utilisés dans les boîtiers électroniques ainsi que les plaques épaisses utilisées dans les composants de machines lourdes.
Différenciation de la déduction pour flexion et de la déduction pour flexion
Définition de la déduction de la courbure
La déduction de la courbure, ou BD, est une terminologie utilisée dans les domaines suivants fabrication de tôles. Il s'agit de la différence entre la surépaisseur de pliage et deux fois le retrait extérieur du matériau. Cette valeur est essentielle pour déterminer la longueur totale à plat des pièces de tôle pendant le processus de pliage. Elle aide les fabricants à créer des pièces de tôle précises qui respectent les dimensions souhaitées.
Allocation de pliage et déduction de pliage
Lorsqu'ils travaillent avec SOLIDWORKS, les concepteurs ont la possibilité de choisir entre les valeurs de surépaisseur de pliage et de déduction de pliage dans leurs conceptions de tôlerie. Ces deux types de valeurs sont utiles pour déterminer le modèle plat final de la pièce de tôle et sont essentiels pour une fabrication précise.
Allocation de pliage est la longueur de l'arc du pliage mesurée le long de l'axe neutre du matériau. Elle représente la longueur de la tôle étirée ou comprimée pendant le processus de pliage. L'axe neutre désigne la région du matériau où il n'y a ni contrainte ni déformation.
Paramètres
Description
Tolérance de courbure
Longueur de l'arc de la courbure le long de l'axe neutre du matériau
Déduction pour courbure
Différence entre la marge de courbure et le double de la marge de recul extérieure
BD
Abréviation de la déduction de la courbure
Lorsque vous utilisez SOLIDWORKS, il est essentiel de saisir la valeur correcte de la surépaisseur de pliage ou de la déduction de pliage, en fonction de la méthode sélectionnée. Cela permet de s'assurer que la pièce de tôle finale aura les dimensions souhaitées et s'adaptera correctement aux assemblages.
Les deux méthodes ont leurs avantages et leurs inconvénients. Les calculs de la surépaisseur de pliage donnent une représentation plus précise du processus de pliage et prennent en compte le comportement du matériau pendant le pliage. La déduction de pliage simplifie le processus de calcul et est plus facile à comprendre pour les novices en la matière. conception de tôles.
En conclusion, il est essentiel de comprendre les différences entre la surépaisseur de pliage et la déduction de pliage pour concevoir des tôles avec précision dans SOLIDWORKS. La saisie précise de ces valeurs garantit que le composant de tôlerie final respecte les spécifications de conception et s'intègre parfaitement dans l'assemblage souhaité.
Vous vous demandez peut-être ce qu'est exactement une allocation de pliage si vous n'avez jamais travaillé avec des tôle avant.
Lorsqu'une feuille est pliée dans un presse plieuseLa partie de la feuille proche du poinçon et en contact avec lui s'allonge pour compenser la courbure.
Si vous comparez la longueur de cette pièce avant et après le pliage, vous constaterez qu'elle est différente.
En tant qu'ingénieur, si vous ne compensez pas cette variation, le produit final n'aura pas des dimensions exactes.
Ceci est d'autant plus important pour les pièces pour lesquelles vous devez respecter une tolérance ou une précision plus stricte.
Dans ce billet, j'aborde quelques-uns des problèmes et principes de base auxquels vous êtes régulièrement confrontés lorsque vous travaillez avec de la tôle.
Avant de commencer, je voudrais faire une remarque : il n'existe pas vraiment de méthode ou de formule scientifique pour déterminer le calcul exact de la surépaisseur de pliage, car de nombreux facteurs entrent en jeu lors de la production de votre pièce de tôle.
Par exemple, l'épaisseur réelle du matériau, une variété infinie de conditions d'outillage, méthodes de formageet ainsi de suite.
Les variables sont nombreuses et, en réalité, de nombreuses méthodes sont utilisées pour calculer la marge de pliage.
Le tâtonnement est probablement la méthode la plus populaire, tandis que les tables de pliage sont une autre technique couramment utilisée.
Les tables de pliage sont généralement disponibles auprès des fournisseurs de métaux, des fabricants et des manuels d'ingénierie. Certaines entreprises développent leurs propres tables de cintrage sur la base de leurs formules standard.
Revenons maintenant à Solidworks. Comment Solidworks calcule-t-il exactement la surépaisseur de pliage ? Solidworks utilise deux méthodes : la surépaisseur de pliage et la déduction de pliage.
Tolérance de flexion
Je vais vous expliquer ce que sont ces méthodes et vous montrer comment elles sont utilisées dans Solidworks.
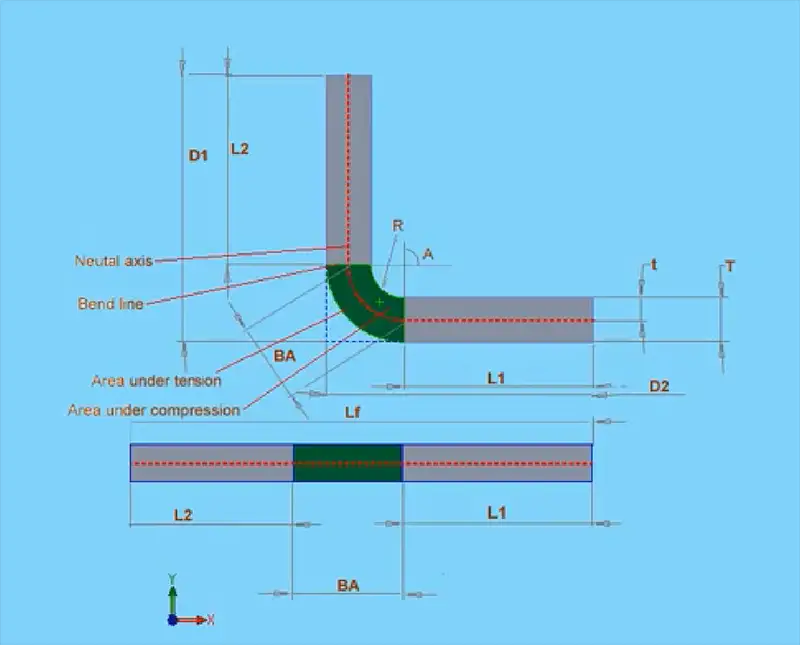
La méthode de la tolérance au pliage est basée sur la formule qui apparaît dans mon diagramme.
Lf = L1 + L2 + BA
BA = tolérance de courbure
La longueur totale de la tôle aplatie est égale à la somme de L1 (la première longueur), L2 et la marge de pliage.
La zone de surépaisseur de pliage est représentée en vert sur mon diagramme. C'est la région où toute la déformation se produit pendant le processus de pliage.
En règle générale, la marge de pliage sera différente pour chaque combinaison de type et d'épaisseur de matériau, rayon de courbureLa liste des variables potentielles est longue. La liste des variables potentielles est longue.
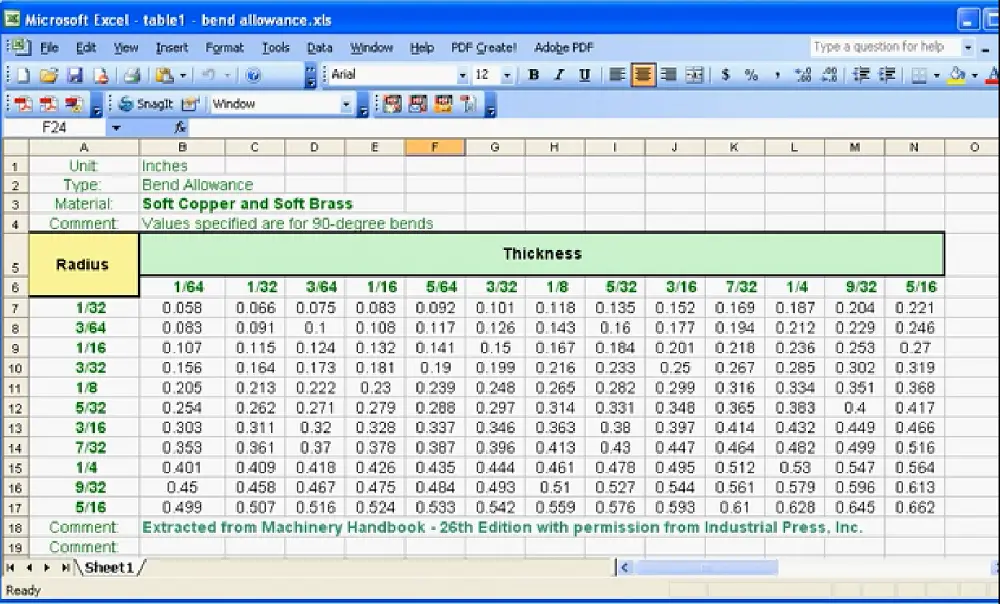
La valeur de la marge de pliage indiquée par les fournisseurs de tôles, les fabricants et les manuels d'ingénierie est fournie dans des tableaux de pliage. Un tableau de pliage ressemble à la feuille de calcul Excel suivante.
L'approche de la table de pliage est probablement la méthode la plus précise pour calculer la marge de pliage.
Vous pouvez saisir manuellement vos données dans une matrice de l'angle de courbure et de l'angle d'inclinaison. rayon de courbure. Si vous n'êtes pas sûr de la valeur de la surépaisseur de pliage, vous pouvez effectuer quelques tests.
Vous avez besoin d'un morceau de la même tôle que celle que vous utiliserez pour fabriquer votre pièce, puis vous la pliez en utilisant les mêmes procédés que ceux que vous utiliserez lors de l'usinage. Il vous suffit de prendre quelques mesures avant et après le pliage et, sur la base de ces mêmes informations, vous pouvez ajuster la surépaisseur de pliage nécessaire.
Déduction pour courbure
Une autre méthode utilisée par Solidworks est la méthode de déduction de la courbure.
La formule est la suivante :
Lf = D1 + D2 - BD
BD = Déduction pour courbure
La longueur aplatie des pièces, Lf, est égale à D1 plus D2 moins la déduction de la courbure.
Comme la marge de flexion, la déduction de la flexion provient des mêmes sources : les tableaux et les tests manuels.
Comme vous pouvez le constater, il est facile de comprendre comment ces valeurs sont liées les unes aux autres sur la base des informations fournies par ces formules.
L1 + L2 + BA = D1 + D2 - BD
Facteur K
Une autre méthode de calcul de la tolérance à la flexion utilise le facteur K.
K représente le décalage de l'axe neutre.
Le principe général de cette formule est le suivant : l'axe neutre (en rouge sur mon schéma) ne change pas au cours de l'année. processus de pliage. Au cours du processus de pliage, le matériau situé à l'intérieur de l'axe neutre se comprime et le matériau situé à l'extérieur de l'axe neutre s'étire. L'axe neutre sera plus proche du pli intérieur (indiqué en bleu dans le diagramme). Plus la pièce se plie, plus l'axe neutre sera proche de l'intérieur de la pièce.
La formule de calcul de la tolérance de pliage avec le facteur K est présentée ci-dessous :
BA = 2πA(R+KT)/360
π=3.14
A=Angle (degrés)
R=Rayon de courbure
K=Décalage de l'axe neutre (facteur K) t/T
T=Épaisseur du matériau
BA=Longueur de la tolérance de pliage
Le facteur K est égal à t, qui est la distance de décalage par rapport à l'axe neutre, divisé par big T, qui est l'épaisseur du matériau.
Dans cette formule, la marge de pliage est égale à 2 fois pi multiplié par A (l'angle) multiplié par la somme de R (le rayon de courbure) et du facteur K multiplié par T (l'épaisseur du matériau). Le tout est ensuite divisé par 360.
En théorie, le facteur K peut être compris entre 0 et 1, mais dans la pratique, il se situe généralement entre 0,25 et 0,5.
Facteur K = 0 - 1 (en théorie)
Facteur K = 0,25 - 0,5 (pratique)
Par exemple, les matériaux durs comme l'acier ont un facteur K plus élevé, tel que 0,5, tandis que les matériaux tendres comme le cuivre ou le laiton ont un facteur K plus faible, proche de 0.
Ne vous inquiétez pas, c'est la dernière formule que nous aborderons dans cette leçon. Elle peut sembler un peu confuse aujourd'hui, mais avec un peu de pratique, elle deviendra une seconde nature.
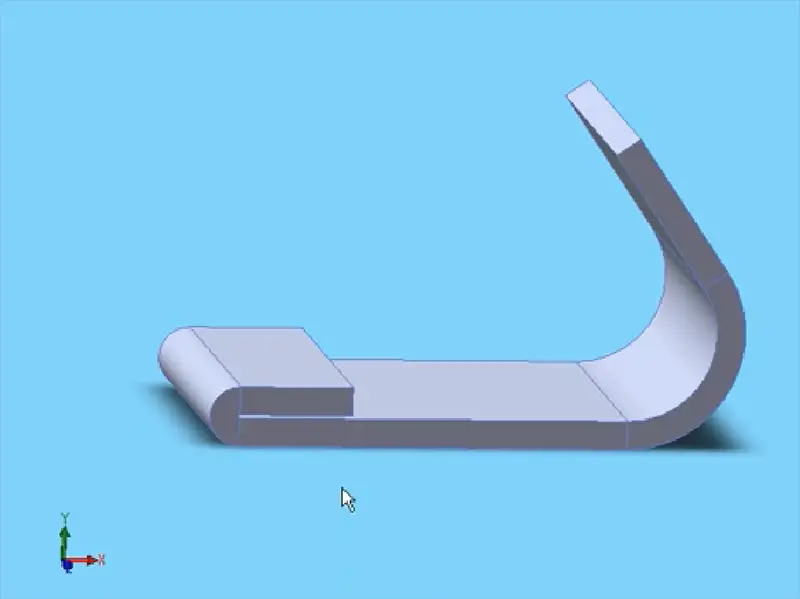
Un dernier point : regardons l'exemple. Il y a un ourlet sur cette partie qui a un facteur K d'environ 0,3. En revanche, une courbure douce, comme la courbure progressive de l'autre côté de cette pièce, a un facteur K plus élevé, de l'ordre de 0,5. Voilà qui conclut notre leçon sur la surépaisseur de courbure.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie se plient parfois maladroitement ou se fissurent ? Cet article démystifie le rôle crucial des trous de fabrication dans le pliage de la tôle. Vous apprendrez comment ces trous...
Imaginez que vous puissiez plier de la tôle sans laisser la moindre marque ou rayure. Dans cet article, nous explorons des techniques innovantes pour le pliage de tôles sans marque, en abordant des défis tels que le frottement, la dureté du matériau et...
N'avez-vous jamais pensé que le pliage de la tôle pouvait être aussi complexe ? Le pliage fermé, une technique essentielle dans le traitement des tôles, fait appel à des méthodes spécialisées pour réaliser des pliages précis et durables sans faire appel à un professionnel....
Imaginez que vous parveniez à plier des tôles de façon parfaite, sans aucune marque ni imperfection. Cet article se penche sur les techniques avancées qui garantissent une qualité de surface irréprochable dans les processus de pliage des métaux. Vous découvrirez des...
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Faites passer votre entreprise à la vitesse supérieure