Calculateur d'allocation de flexion (en ligne et gratuit)
Avez-vous déjà eu du mal à calculer la bonne surépaisseur de pliage pour vos projets de tôlerie ? Dans cet article de blog, nous allons plonger dans le monde des surépaisseurs de pliage et explorer comment utiliser un calculateur de surépaisseur de pliage pour rationaliser votre flux de travail. En tant qu'ingénieur mécanicien expérimenté, je partagerai mes idées et expliquerai les concepts qui sous-tendent cet outil pratique. Préparez-vous à apprendre comment réaliser des pliages précis et gagner du temps sur votre prochain projet !
La surépaisseur de pliage est un concept fondamental dans la fabrication des tôles, essentiel pour obtenir des dimensions précises dans les pièces métalliques pliées. Elle tient compte de l'allongement du matériau qui se produit au cours du processus de pliage, garantissant que les dimensions finales de la pièce correspondent aux spécifications de la conception.
Définition de l'indemnité de pliage
La surépaisseur de pliage correspond à la longueur de l'axe neutre entre le début et la fin du pliage. L'axe neutre est une ligne imaginaire à l'intérieur du matériau qui ne subit ni compression ni allongement pendant le pliage. Ce calcul est essentiel pour déterminer la disposition du motif plat d'une pièce de tôle, car il tient compte de la déformation du matériau lorsqu'il est plié.
Importance de la conception de la tôle
Le calcul précis de la surépaisseur de pliage est essentiel pour plusieurs raisons. Tout d'abord, il permet de s'assurer que les dimensions finales de la pièce pliée correspondent aux spécifications de la conception. En outre, il permet de minimiser le gaspillage de matériau en prédisant avec précision la quantité de matériau nécessaire. Cette réduction des déchets permet de réaliser des économies dans le processus de fabrication en réduisant le risque d'erreurs et de retouches.
Facteurs influençant la tolérance au pliage
Plusieurs facteurs influencent la surépaisseur de pliage. L'épaisseur du matériau (T) joue un rôle important, car les matériaux plus épais ont des caractéristiques de pliage différentes de celles des matériaux plus minces. L'angle de pliage (θ), généralement mesuré comme l'angle complémentaire, affecte l'étirement du matériau. Le rayon intérieur (r) de la courbure à l'intérieur du matériau a également une incidence sur le calcul. Enfin, le facteur K (K), une constante spécifique au matériau représentant le rapport entre l'épaisseur du matériau et l'axe neutre, est crucial.
Formule de calcul de l'indemnité de flexion
La marge de pliage peut être calculée à l'aide de la formule suivante :
Où ?
( BA ) est la surépaisseur de pliage.
( θ ) est l'angle de courbure en degrés.
( π/180 ) est un facteur de conversion pour convertir les degrés en radians.
( r ) est le rayon intérieur.
( K ) est le facteur K.
( T ) est l'épaisseur du matériau.
Exemple pratique
Considérons une pièce en tôle ayant les propriétés suivantes :
Angle de courbure (( θ )) = 90
Rayon intérieur (( r )) = 5 mm
Épaisseur du matériau (( T )) = 2 mm
Facteur K (( K )) = 0,33
En utilisant la formule de la marge de pliage :
Ce calcul fournit la marge de pliage nécessaire pour développer avec précision le modèle plat de la pièce de tôle.
I. Calculateur de la tolérance au pliage
Pour les nouveaux presse plieuse Pour les opérateurs qui ne sont pas familiarisés avec les subtilités du calcul de la surépaisseur de pliage, une calculatrice de surépaisseur de pliage peut s'avérer un outil inestimable. Ce calculateur simplifie le processus, garantit des résultats précis et rend le travail quotidien plus efficace.
Les calculateurs de surépaisseur de pliage en ligne simplifient le processus en permettant aux utilisateurs de saisir des paramètres tels que l'épaisseur du matériau, l'angle de pliage, le rayon intérieur et le facteur K. Ces calculateurs calculent ensuite la surépaisseur de pliage et parfois la déduction de pliage. Ces calculateurs calculent ensuite la surépaisseur de pliage et parfois la déduction de pliage, garantissant ainsi une fabrication précise de la tôle. En utilisant ces outils, les fabricants peuvent gagner du temps et réduire le risque d'erreurs dans leurs calculs.
Paramètres requis pour le calcul
Pour utiliser efficacement le calculateur de l'indemnité de pliage, les opérateurs doivent saisir les paramètres suivants :
Epaisseur du matériau: L'épaisseur du matériau influe sur le rayon de courbure et la surépaisseur de courbure totale.
Rayon intérieur : Le rayon de courbure sur la surface intérieure du matériau.
K-Factor : Un rapport qui aide à déterminer l'emplacement de l'axe neutre pendant la flexion.
Angle de courbure: L'angle auquel le matériau est plié.
La surépaisseur de pliage est la longueur de matériau supplémentaire requise lors du pliage de la tôle pour obtenir les dimensions finales souhaitées après le formage. Elle compense l'étirement et la compression qui se produisent dans le matériau au cours du processus de pliage. La surépaisseur de pliage varie en fonction de plusieurs facteurs :
Propriétés des matériaux : Les différents matériaux ont une élasticité et une plasticité différentes, qui influencent l'étirement ou la compression du matériau lors du pliage.
L'épaisseur de la tôle : Les tôles plus épaisses nécessitent généralement une marge de pliage plus importante que les tôles plus fines du même matériau.
Méthode de pliage et outillage : Le type de processus de cintrage (par exemple, cintrage à l'air, cintrage par le bas, cintrage par le haut) et la conception de la matrice de cintrage peuvent influencer la surépaisseur de cintrage.
Rayon de courbure intérieur : Un rayon de courbure intérieur plus serré nécessite généralement une marge de courbure plus petite qu'un rayon plus grand.
Les valeurs de surépaisseur de pliage sont généralement déterminées par une combinaison de données empiriques, de calculs mathématiques et d'expérience pratique. Des concepteurs et des ingénieurs expérimentés en tôlerie ont mis au point des tableaux et des formules de surépaisseur de pliage après des années d'essais et de vérifications répétés.
En utilisant la formule de surépaisseur de pliage appropriée ou en se référant à des tableaux de surépaisseur de pliage fiables, les concepteurs peuvent calculer avec précision les dimensions du modèle plat d'une pièce de tôlerie qui produira les dimensions de pliage finales souhaitées. Cela est essentiel pour créer des modèles plats précis et garantir que la pièce pliée s'adapte et fonctionne comme prévu.
III. Formule de calcul de l'indemnité de flexion
Les calculs de la surépaisseur de pliage et de la déduction de pliage sont des méthodes essentielles utilisées pour déterminer la longueur des matériaux bruts en tôle dans leur forme plate, afin de garantir que la taille souhaitée de la pièce pliée est atteinte. La compréhension de ces calculs est cruciale pour la précision de la fabrication des tôles.
Méthode de calcul de la tolérance au pliage:
La marge de pliage (BA) est la quantité de matériau ajoutée à la longueur totale de la tôle plate pour tenir compte du matériau qui sera utilisé dans le pliage.
L'équation suivante permet de déterminer la longueur totale d'aplatissement lorsque la valeur de la surépaisseur de pliage est utilisée :
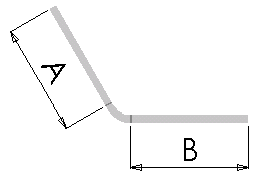
Lt = A + B + BA
Où ?
𝐿𝑡 est la longueur totale de l'appartement.
𝐴 et 𝐵 sont les longueurs des deux sections droites de la tôle avant le pli (comme indiqué sur la figure).
𝐵𝐴 est la valeur de la surépaisseur de pliage.
Méthode de calcul de la déduction de la courbure:
La déduction pour pliage (BD) est la quantité de matériau qui est soustraite de la longueur totale de la tôle plate pour tenir compte du matériau qui sera utilisé dans le pliage.
L'équation suivante permet de déterminer la longueur totale d'aplatissement lors de l'utilisation de la valeur de déduction de la courbure :
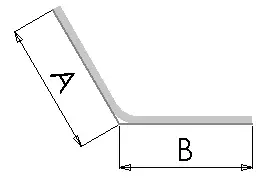
Lt = A + B - BD
Où ?
𝐿𝑡 est la longueur totale de l'appartement.
𝐴 et 𝐵 sont les longueurs des deux sections droites de la tôle avant le pli (comme indiqué sur la figure).
𝐵𝐷 est la valeur de la déduction de la courbure.
Autres méthodes de calcul
Outre les méthodes de déduction et de surépaisseur de pliage, d'autres techniques peuvent être utilisées pour déterminer la longueur à plat des matériaux bruts en tôle. Il s'agit notamment des techniques suivantes
Tableau des tolérances de pliage: Un tableau pré-calculé qui fournit des valeurs de surépaisseur de pliage pour différents matériaux et angles de pliage.
Facteur K: Un rapport qui représente l'emplacement de l'axe neutre par rapport à l'épaisseur du matériau. Il est utilisé pour des calculs de flexion plus précis.
Calculs de flexion: Elles impliquent des formules et des considérations plus complexes, telles que les propriétés des matériaux, le rayon de courbure et l'épaisseur, afin d'obtenir des résultats précis.
IV. Tableau de tolérance au pliage
1. Tableau de surépaisseur de pliage pour SPCC (acier doux)
Matériau
Épaisseur
Angle de flexion
V ouverture
Rayon intérieur
Indemnité de coude
SPCC
0.5
90
V4
0.5
0.95
100
0.73
135
0.3
175
0.03
SPCC
0.5
90
V5
0.5
1.03
100
0.79
135
0.33
175
0.03
SPCC
0.5
90
V6
0.5
1.1
100
0.85
135
0.35
175
0.03
SPCC
0.6
90
V4
0.5
1.08
100
0.83
135
0.35
175
0.03
SPCC
0.6
90
V5
0.5
1.15
100
0.89
135
0.37
175
0.03
SPCC
0.6
90
V6
0.5
1.23
100
0.95
135
0.39
175
0.03
SPCC
0.8
90
V6
0.5
1.49
120
0.73
135
0.47
150
0.25
SPCC
0.8
90
V8
0
1.64
120
0.81
135
0.52
150
0.27
SPCC
0.8
90
V10
0
1.79
120
0.88
135
0.57
150
0.3
SPCC
1
90
V10
0
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SPCC
1
90
V8
0
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SPCC
1
90
V6
0
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SPCC
1.2
90
V10
1.4
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SPCC
1.2
90
V8
1.4
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SPCC
1.2
90
V6
1.4
2
100
1.55
120
0.98
135
0.64
175
0.05
SPCC
1.5
90
V6
1.7
2.36
100
1.82
120
1.16
135
0.75
175
0.06
SPCC
1.5
90
V12
1.7
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SPCC
1.5
90
V10
1.7
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SPCC
1.5
90
V8
1.7
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SPCC
2
90
V10
2
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SPCC
2
90
V12
2
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SPCC
2.5
90
V18
3.03
4.6
100
3.56
120
2.26
135
1.47
175
0.12
SPCC
2.5
90
V12
3.03
4.15
100
3.21
120
2.04
135
1.32
175
0.11
SPCC
2.5
90
V10
3.03
4
100
3.09
120
1.97
135
1.28
175
0.11
SPCC
3
90
V18
3.133.13
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SPCC
3
90
V12
3.13
4.78
100
3.69
120
2.35
135
1.52
175
0.13
SPCC
3
90
V10
3.13
4.63
100
3.58
120
2.28
135
1.48
175
0.13
2. Tableau de surépaisseur de pliage pour l'acier inoxydable (SUS)
Matériau
Épaisseur
Angle de flexion
V ouverture
Rayon intérieur
Indemnité de coude
SUS
0.5
90
4
0.6
1.04
100
0.79
120
0.48
135
0.3
175
0.04
SUS
0.5
90
5
0.6
1.15
100
0.88
120
0.54
135
0.33
175
0.04
SUS
0.5
90
6
0.6
1.27
100
1.13
120
0.59
135
0.37
175
0.04
SUS
0.6
90
4
0.6
1.16
100
0.88
120
0.54
135
0.34
175
0.04
SUS
0.6
90
5
0.6
1.27
100
0.97
120
0.59
135
0.37
175
0.04
SUS
0.6
90
6
0.6
1.38
100
1.05
120
0.64
135
0.4
175
0.05
SUS
0.8
90
4
1.1
1.4
100
1.06
120
0.65
135
0.4
175
0.05
SUS
0.8
90
5
1.1
1.51
100
1.15
120
0.7
135
0.44
175
0.05
SUS
0.8
90
6
1.1
1.62
100
1.23
120
0.75
135
0.47
175
0.06
SUS
1
90
6
1.9
1.87
100
1.42
120
0.87
135
0.54
175
0.07
SUS
1
90
8
1.9
2.1
100
1.6
120
0.98
135
0.61
175
0.07
SUS
1.2
90
6
1.6
2.1
100
1.59
120
0.97
135
0.61
175
0.07
SUS
1.2
90
8
1.6
2.32
100
1.76
120
1.08
135
0.67
175
0.08
SUS
1.2
90
10
1.6
2.54
100
1.93
120
1.18
135
0.74
175
0.09
SUS
1.5
90
8
2.1
2.68
100
2.03
120
1.24
135
0.77
175
0.09
SUS
1.5
90
10
2.1
2.9
100
2.2
120
1.35
135
0.84
175
0.1
SUS
2
90
10
3.49
100
2.65
120
1.62
135
1.01
175
0.12
SUS
2
90
12
3.7
100
2.82
120
1.72
135
1.07
175
0.13
3. Tableau de surépaisseur de pliage pour SPHC (acier inoxydable)
Matériau
Épaisseur
Angle de flexion
V ouverture
Rayon intérieur
Indemnité de coude
SPHC
1
90
V10
1.86
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SPHC
1
90
V8
1.86
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SPHC
1
90
V6
1.86
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SPHC
1.2
90
V10
1.44
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SPHC
1.2
90
V8
1.44
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SPHC
1.2
90
V6
1.44
2
100
1.55
120
0.98
135
0.64
175
0.05
SPHC
1.5
90
V12
1.74
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SPHC
1.5
90
V10
1.74
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SPHC
1.5
90
V8
1.74
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SPHC
2
90
V12
2.01
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SPHC
2
90
V10
2.01
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SPHC
2.5
90
V18
3
4.6
100
3.25
120
2.26
135
1.47
175
0.12
SPHC
2.5
90
V12
3
4.15
100
3.21
120
2.04
135
1.32
175
0.11
SPHC
2.5
90
V10
3
4
100
3.09
120
1.97
135
1.28
175
0.11
SPHC
3
90
V18
3.1
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SPHC
3
90
V12
3.1
4.78
100
3.69
120
2.35
135
1.52
175
0.13
SPHC
3
90
V10
3.1
4.63
100
3.58
120
2.28
135
1.48
175
0.13
4. Tableau de surépaisseur de pliage pour SECC (tôle d'acier galvanisée)
Matériau
Épaisseur
Angle de flexion
V ouverture
Rayon intérieur
Indemnité de coude
SECC
1
90
V10
1.9
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SECC
1
90
V8
1.9
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SECC
1
90
V6
1.9
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SECC
1.2
90
V10
1.4
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SECC
1.2
90
V8
1.4
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SECC
1.2
90
V6
1.4
2
100
1.55
120
0.98
135
0.64
175
0.05
SECC
1.5
90
V12
1.7
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SECC
1.5
90
V10
1.7
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SECC
1.5
90
V8
1.7
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SECC
2
90
V12
2
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SECC
2
90
V10
2
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SECC
2.5
90
V18
3.03
4.6
100
3.56
120
2.26
135
1.47
175
0.12
SECC
2.5
90
V12
3.03
4.15
100
3.21
120
2.01
135
1.32
175
0.11
SECC
2.5
90
V10
3.03
4
100
3.09
120
1.97
135
1.28
175
0.11
SECC
3
90
V18
3.13
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SECC
3
90
V12
3.13
1.78
100
3.69
120
2.35
135
1.52
175
0.13
SECC
3
90
V10
3.13
4.63
100
3.58
120
2.28
135
1.48
175
0.13
5. Tableau de surépaisseur de pliage pour les tôles d'aluminium
Matériau
Épaisseur
Angle de flexion
V ouverture
Rayon intérieur
Indemnité de coude
AL
0.8
90
4
0.6
1.15
100
0.81
120
0.5
135
0.36
175
0.03
AL
0.8
90
5
0.6
1.2
100
0.85
120
0.52
135
0.37
175
0.03
AL
0.8
90
6
0.6
1.25
100
0.88
120
0.54
135
0.39
175
0.03
AL
1
90
6
0.6
1.49
100
1.05
120
6.5
135
0.46
175
0.04
AL
1
90
8
0.6
1.59
100
1.13
120
0.69
135
0.5
175
0.04
AL
1.2
90
6
0.9
1.73
100
1.22
120
0.75
135
0.54
175
0.04
AL
1.2
90
8
0.9
1.82
100
1.29
120
0.79
135
0.57
175
0.05
AL
1.5
90
8
1.2
2.18
100
1.54
120
0.95
135
0.68
175
0.06
AL
1.5
90
10
1.2
2.28
100
1.61
120
0.99
135
0.71
175
0.06
AL
1.5
90
12
1.2
2.38
100
1.68
120
1.03
135
0.74
175
0.06
AL
2
90
14
1.6
3.07
100
2.17
120
1.3
135
0.93
175
0.08
AL
2
90
12
1.6
2.98
100
2.11
120
1.34
135
0.95
175
0.08
AL
2
90
18
1.6
3.25
100
2.3
120
1.42
135
1.01
175
0.08
AL
2.5
90
18
2.4
3.89
100
2.75
120
1.7
135
1.21
175
0.1
AL
3
90
18
2.5
4.5
100
3.18
120
1.96
135
1.4
175
0.1
AL
3.2
90
18
2.5
4.74
100
3.35
120
2.06
135
1.47
175
0.12
AL
4
90
40
4.6
6.77
100
4.79
120
2.95
135
2.11
175
0.17
AL
6.8
90
800
9.4
12.09
100
8.55
120
5.27
135
3.76
175
0.31
V. Importance du facteur K
Définition et rôle du facteur K
Le facteur K est un coefficient crucial dans la fabrication des tôles, représentant la position relative de l'axe neutre dans l'épaisseur du matériau. L'axe neutre est le plan imaginaire à l'intérieur du matériau où aucune compression ou tension ne se produit pendant le processus de pliage. Le facteur K est calculé comme le rapport entre la distance entre la surface intérieure et l'axe neutre et l'épaisseur totale du matériau. Il est essentiel de comprendre le facteur K pour calculer avec précision la surépaisseur de pliage, ce qui garantit la précision des dimensions finales des pièces pliées.
Influence sur la tolérance au pliage
Le facteur K influence directement la surépaisseur de pliage, qui est la longueur supplémentaire de matériau nécessaire pour accommoder le pli. La formule de la surépaisseur de pliage, qui comprend généralement l'angle de pliage, le rayon intérieur, l'épaisseur du matériau et le facteur K, est la suivante :
où ( BA ) est la surépaisseur de pliage, ( θ ) est l'angle de pliage en radians, ( r ) est le rayon intérieur, ( K ) est le facteur K et ( T ) est l'épaisseur du matériau. Cette formule met en évidence l'importance du facteur K pour garantir que la surépaisseur de pliage est calculée avec précision, ce qui est essentiel pour obtenir des dimensions de pièces précises et réduire le gaspillage de matériau.
Dépendance à l'égard des matériaux et des processus
Le facteur K n'est pas une valeur constante et varie en fonction de plusieurs facteurs, notamment les propriétés du matériau, la méthode de pliage, le rayon de courbure et l'angle de courbure. Des matériaux et des conditions de pliage différents se traduiront par des valeurs de facteur K différentes, généralement comprises entre 0,3 et 0,5. Par exemple, un matériau très ductile peut avoir un facteur K différent de celui d'un matériau plus fragile, ce qui influe sur la surépaisseur de pliage et, par conséquent, sur les dimensions finales de la pièce.
VI. Application pratique : Guide étape par étape
Étape 1 : Collecte des paramètres nécessaires
Pour calculer avec précision la marge de pliage et la déduction de pliage, il faut commencer par recueillir les paramètres suivants :
Épaisseur du matériau (T) : Mesurez l'épaisseur de la tôle, généralement en millimètres (mm) ou en pouces (in).
Angle de courbure (θ) : Déterminez l'angle auquel la tôle sera pliée. Les angles les plus courants sont 90°, 120°, etc.
Rayon intérieur (IR) : Mesurer le rayon de courbure à l'intérieur du matériau.
Facteur K (K) : Le facteur K représente le rapport entre l'axe neutre du matériau et son épaisseur et est essentiel pour déterminer la quantité de matériau nécessaire pour un pli. Il est généralement compris entre 0,3 et 0,5, en fonction des propriétés et de l'épaisseur du matériau.
Étape 2 : Calcul de la marge de flexion (BA)
La surépaisseur de pliage tient compte de la longueur supplémentaire de matériau nécessaire à la réalisation du pliage. La formule de calcul de la surépaisseur de pliage permet de déterminer cette valeur :
Exemple de calcul :
Matériau : Acier doux
Épaisseur (T) : 0.125 pouces
Rayon intérieur (RI) : 0,250 pouces
Angle de courbure (θ) : 90 degrés
Facteur K (K) : 0.42
1. Convertir l'angle de courbure en radian :
2. Appliquer la formule de tolérance au pliage :
Étape 3 : Calculer la marge de recul extérieure (OSSB)
Ensuite, il faut déterminer la marge de recul extérieure, qui est importante pour le calcul de la déduction pour flexion. La formule de calcul de l'OSSB est la suivante :
Exemple de calcul :
Angle de courbure (θ) : 90 degrés
Épaisseur du matériau (T) : 0.125 pouces
Rayon intérieur (RI) : 0,250 pouces
Convertir l'angle de courbure en radian :
Appliquer la formule de retrait extérieur :
Étape 4 : Calculer la déduction de la courbure (DC)
Enfin, utilisez le retrait extérieur et la marge de pliage pour déterminer la déduction de pliage, qui est cruciale pour obtenir des dimensions précises dans la fabrication de tôles :
Exemple de calcul :
Marge de recul extérieure (OSSB) : 0,375 pouces
Tolérance de pliage (BA) : 0,475 pouces
Appliquer la formule de déduction de la courbure :
Considérations pratiques
Il est essentiel de comprendre l'importance de chaque paramètre pour réussir les opérations de pliage. Le facteur K, par exemple, influence la quantité de matériau nécessaire pour le pliage, tandis que la surépaisseur de pliage garantit que le matériau s'ajustera correctement après le pliage. En outre, il est essentiel de tenir compte du retour élastique, un phénomène par lequel le métal reprend légèrement sa forme initiale après le pliage, ce qui peut nécessiter un pliage excessif du matériau.
En suivant ces étapes et en examinant attentivement chaque paramètre, vous pouvez calculer avec précision la surépaisseur de pliage et la déduction de pliage nécessaires pour une fabrication précise de la tôle.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé comment calculer avec précision la surépaisseur de pliage pour vos projets de fabrication métallique ? Dans cet article de blog, nous allons explorer le monde fascinant des formules de surépaisseur de pliage et...
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie ne s'assemblent pas toujours parfaitement ? La clé réside dans la compréhension de la surépaisseur de pliage. Ce concept garantit un pliage précis et réduit le gaspillage de matériaux. Dans cette...
Vous êtes-vous déjà demandé comment les concepteurs de tôles assurent la précision de leurs dessins ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la conception de tôles et explorer...
Vous êtes-vous déjà demandé comment calculer avec précision la force de flexion nécessaire à la fabrication de tôles ? Dans cet article de blog, nous explorerons les subtilités du calcul de la force de flexion, du dessin...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Dans cet article de blog, nous allons explorer le monde fascinant de la flexion de l'air et les diagrammes de force qui la rendent possible. Rejoignez-nous pour plonger dans la science qui se cache derrière cette...
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les...
Vous êtes-vous déjà demandé comment les pièces métalliques sont pliées pour obtenir différentes formes ? Dans cet article fascinant, nous allons nous pencher sur l'art et la science du pliage dans l'emboutissage des métaux. Notre expert...
Faites passer votre entreprise à la vitesse supérieure