
Calculateur du facteur Y
Comment plier avec précision une pièce de tôle sans essais et erreurs ? Le facteur Y en est la clé. Cet article explique le facteur Y, une constante cruciale utilisée pour calculer la...
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant de la surépaisseur de pliage - un concept crucial dans la fabrication de la tôle. En tant qu'ingénieur mécanicien expérimenté, je vais partager mes connaissances et expliquer comment la surépaisseur de pliage permet aux concepteurs de créer des modèles plats précis pour les opérations de pliage. À la fin de cet article, vous aurez acquis une solide compréhension de la surépaisseur de pliage et de son importance pour la production de pièces de tôlerie de haute qualité.

La surépaisseur de pliage est un concept essentiel dans la fabrication de tôles, en particulier dans la conception et la fabrication de pièces pliées à la presse. Il s'agit de la longueur supplémentaire de matériau nécessaire pour accueillir un pli dans la tôle. Cette surépaisseur garantit que les dimensions finales de la pièce pliée correspondent aux spécifications de conception après le pliage.
La marge de pliage n'est pas une simple donnée statistique ; elle est dérivée de mesures et de calculs empiriques accumulés par des concepteurs de moules expérimentés au cours d'années de pratique. Ces données sont essentielles pour déterminer avec précision les dimensions dépliées ou planes des pièces de tôle avant le pliage. En intégrant la surépaisseur de pliage dans leurs calculs, les concepteurs de moules peuvent prévoir les dimensions finales d'une pièce avec une grande précision.
L'un des plus grands défis de la fabrication de tôles est d'assurer la précision des dimensions dépliées après le pliage. Il faut pour cela tenir compte de divers facteurs tels que le type de matériau, l'épaisseur, le rayon de courbure et l'angle de courbure. Il est essentiel de calculer avec précision la surépaisseur de pliage pour éviter les écarts entre les pièces conçues et les pièces fabriquées.
La surépaisseur de pliage est un outil fondamental pour les concepteurs de moules dans l'industrie de la tôle. Elle permet de calculer avec précision les dimensions dépliées des pièces pliées à la presse, garantissant ainsi que le produit final répond aux spécifications de conception et aux normes de qualité. En comprenant et en appliquant correctement la surépaisseur de pliage, les concepteurs peuvent surmonter les difficultés liées au pliage et obtenir une grande précision dans leur travail.
La surépaisseur de pliage (BA) est cruciale dans la fabrication de tôles, car elle mesure la longueur de l'arc de l'axe neutre entre les lignes de pliage. Ce calcul permet de déterminer la longueur exacte de matériau nécessaire pour un pli. La formule de la surépaisseur de pliage est la suivante
Voici un exemple avec les paramètres suivants :
Conversion de l'angle de courbure en radians:
Calculer le terme
Appliquer la formule de la surépaisseur de pliage:
Ce calcul indique que la surépaisseur de pliage pour les paramètres donnés est d'environ 2,945 mm.
Tenir compte de la variabilité des propriétés des matériaux et des processus de pliage. Des facteurs tels que l'outillage, la méthode de pliage et le type de matériau affectent le facteur K et la tolérance de pliage. Effectuez des validations expérimentales ou consultez les fiches techniques des matériaux pour obtenir des valeurs précises du facteur K.
Après avoir appris ce qu'est la surépaisseur de pliage, l'étape suivante consiste à la calculer. La surépaisseur de pliage est un facteur essentiel dans la fabrication de tôles, car elle détermine la quantité de matériau nécessaire pour tenir compte d'un pli. Elle garantit que les dimensions finales de la pièce sont exactes après le pliage.
L'une des façons les plus simples de calculer l'indemnité de courbure est d'utiliser un Calculateur de l'indemnité de pliage. Ces calculateurs sont conçus pour calculer rapidement et avec précision la tolérance de pliage en fonction des paramètres d'entrée tels que le type de matériau, l'épaisseur, l'angle de pliage et le rayon de pliage.
En plus d'un calculateur dédié à la surépaisseur de pliage, le calculateur ci-dessus peut également aider à calculer divers paramètres liés au pliage des tôles, notamment :
Pour ceux qui souhaitent mieux comprendre comment calculer manuellement la marge de flexion, nous avons une analyse détaillée disponible dans l'un de nos articles de blog. Cet article couvre les éléments suivants méthode de calcul de la marge de flexion étape par étapey compris les formules et les facteurs impliqués.
Les tableaux de surépaisseur de pliage fournissent des valeurs spécifiques pour la surépaisseur de pliage en fonction du type de matériau, de l'épaisseur, de l'angle de pliage et du rayon intérieur. Ces tableaux simplifient le processus de calcul et garantissent la précision des coudes.
| Matériau | Épaisseur | Déduction | A l'intérieur R | Angle | Mourir | Guignol | ||
|---|---|---|---|---|---|---|---|---|
| R | V Largeur | R | Angle | |||||
| Tôle d'acier | 0.8 | 1.5 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° |
| 0.9 | 1.7 | 1.3 | 90° | 0.5 | 6 | 0.2 | 88° | |
| 1 | 1.8 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.2 | 1.91 | 1 | 90° | 0.4 | 6 | 0.2 | 88° | |
| 1.2 | 2.1 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.5 | 2.5 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| Laminés à froid Assiette | 1.6 | 2.65 | 1.3 | 90° | 0.5 | 8 | 0.6 | 88° |
| 1.8 | 3.4 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2 | 3.5 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.3 | 3.75 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.5 | 4.2 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3 | 5.05 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 4 | 6.9 | 4 | 90° | 0.8 | 25 | 0.6 | 88° | |
| Laminés à chaud Assiette | 2.3 | 3.77 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° |
| 3.2 | 5.2 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 4.2 | 7.4 | 4 | 90° | 0.8 | 25 | 0.6 | 88° | |
| 4.8 | 8.1 | 4 | 90° | 0.8 | 25 | 0.6 | 88° | |
| Plaque d'aluminium | 0.8 | 1.5 | 1.3 | 90° | 0.5 | 6 | 0.2 | 88° |
| 1 | 1.6 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.2 | 2.1 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.5 | 2.45 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.6 | 2.7 | 1.3 | 90° | 0.5 | 8 | 0.6 | 88° | |
| 1.6 | 2.4 | 1.3 | 90° | 0.6 | 10 | 0.6 | 88° | |
| 2 | 3.25 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.3 | 3.6 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 2.5 | 4.2 | 2.6 | 90° | 0.5 | 16 | 0.6 | 88° | |
| 3 | 4.7 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.2 | 5 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.5 | 5.9 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
| 4 | 6.8 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
| 5 | 8.1 | 4 | 90° | 0.8 | 25 | 3.2 | 88° | |
| Plaque de cuivre | 0.8 | 1.6 | 1.3 | 90° | 0.5 | 6 | 0.2 | 88° |
| 1 | 1.9 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.2 | 2.15 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 1.5 | 2.55 | 1.3 | 90° | 0.5 | 8 | 0.2 | 88° | |
| 2 | 3.5 | 2 | 90° | 0.8 | 12 | 0.6 | 88° | |
| 2.5 | 4.2 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3 | 5 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.2 | 5.1 | 2.6 | 90° | 0.8 | 16 | 0.6 | 88° | |
| 3.5 | 6 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
| 4 | 7 | 4 | 90° | 0.8 | 25 | 1.5 | 88° | |
| T | Tôle d'acier laminée à froid SPCC (tôle électro-galvanisée SECC) | ||||||||||||||
| V | Angle | 0.6 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | Dimension minimale | Note |
| V4 | 90 | 0.9 | 1.4 | 2.8 | |||||||||||
| 120 | 0.7 | ||||||||||||||
| 150 | 0.2 | ||||||||||||||
| V6 | 90 | 1.5 | 1.7 | 2.15 | 4.5 | ||||||||||
| 120 | 0.7 | 0.86 | 1 | ||||||||||||
| 150 | 0.2 | 0.3 | 0.4 | ||||||||||||
| V7 | 90 | 1.6 | 1.8 | 2.1 | 2.4 | 5 | |||||||||
| 120 | 0.8 | 0.9 | 1 | ||||||||||||
| 150 | 0.3 | 0.3 | 0.3 | ||||||||||||
| V8 | 90 | 1.6 | 1.9 | 2.2 | 2.5 | 5.5 | |||||||||
| 30 | 0.3 | 0.34 | 0.4 | 0.5 | |||||||||||
| 45 | 0.6 | 0.7 | 0.8 | 1 | |||||||||||
| 60 | 1 | 1.1 | 1.3 | 1.5 | |||||||||||
| 120 | 0.8 | 0.9 | 1.1 | 1.3 | |||||||||||
| 150 | 0.3 | 0.3 | 0.2 | 0.5 | |||||||||||
| V10 | 90 | 2.7 | 3.2 | 7 | |||||||||||
| 120 | 1.3 | 1.6 | |||||||||||||
| 150 | 0.5 | 0.5 | |||||||||||||
| V12 | 90 | 2.8 | 3.65 | 4.5 | 8.5 | ||||||||||
| 30 | 0.5 | 0.6 | 0.7 | ||||||||||||
| 45 | 1,0 | 1.3 | 1.5 | ||||||||||||
| 60 | 1.7 | 2 | 2.4 | ||||||||||||
| 120 | 1.4 | 1.7 | 2 | ||||||||||||
| 150 | 0.5 | 0.6 | 0.7 | ||||||||||||
| V14 | 90 | 4.3 | 10 | ||||||||||||
| 120 | 2.1 | ||||||||||||||
| 150 | 0.7 | ||||||||||||||
| V16 | 90 | 4.5 | 5 | 11 | |||||||||||
| 120 | 2.2 | ||||||||||||||
| 150 | 0.8 | ||||||||||||||
| V18 | 90 | 4.6 | 13 | ||||||||||||
| 120 | 2.3 | ||||||||||||||
| 150 | 0.8 | ||||||||||||||
| V20 | 90 | 4.8 | 5.1 | 6.6 | 14 | ||||||||||
| 120 | 2.3 | 3.3 | |||||||||||||
| 150 | 0.8 | 1.1 | |||||||||||||
| V25 | 90 | 5.7 | 6.4 | 7 | 17.5 | ||||||||||
| 120 | 2.8 | 3.1 | 3.4 | ||||||||||||
| 150 | 1 | 1 | 1.2 | ||||||||||||
| V32 | 90 | 7.5 | 8.2 | 22 | |||||||||||
| 120 | 4 | ||||||||||||||
| 150 | 1.4 | ||||||||||||||
| V40 | 90 | 8.7 | 9.4 | 28 | |||||||||||
| 120 | 4.3 | 4.6 | |||||||||||||
| 150 | 1.5 | 1.6 | |||||||||||||
| T | Tôle d'aluminium L2Y2 | ||||||||||||||
| V | Angle | 0.6 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | Dimension minimale | Note |
| V4 | 1.4 | 2.8 | |||||||||||||
| V6 | 1.6 | 4.5 | |||||||||||||
| V7 | 1.6 | 1.8 | 5 | ||||||||||||
| V8 | 1.8 | 2.4 | 3.1 | 5.5 | |||||||||||
| V10 | 2.4 | 3.2 | 7 | ||||||||||||
| V12 | 2.4 | 3.2 | 8.5 | ||||||||||||
| V14 | 3.2 | 10 | |||||||||||||
| V16 | 3.2 | 4 | 4.8 | 11 | |||||||||||
| V18 | 4.8 | 13 | |||||||||||||
| V20 | 4.8 | 14 | |||||||||||||
| V25 | 4.8 | 5.4 | 6 | 17.5 | |||||||||||
| V32 | 6.3 | 6.9 | 22 | ||||||||||||
| T | Feuille de cuivre | ||||||||||||||
| V | Angle | 0.6 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | Dimension minimale | Note |
| 90 | 3.6 | 5.2 | 6.8 | 8.4 | 28 | ||||||||||
| 120 | |||||||||||||||
| 150 | |||||||||||||||
Note : (Pour les profilés en C d'une épaisseur de 2,0, le coefficient V12 est de 3,65, tandis que les autres matériaux en tôle de 2,0 ont un coefficient de 3,5). Le coefficient de tolérance à la flexion pour les tôles 2.0 avec ourlet est de 1,4.
| MATERLAL | SPCC | SUS | LY12 | SECC | ||||
| T | ΔT | ΔK | ΔT | ΔK | ΔT | ΔK | ΔT | ΔK |
| T=0.6 | 1.25 | 1.26 | ||||||
| T=0.8 | 0.18 | 1.42 | 0.15 | 1.45 | 0.09 | 1.51 | ||
| T=1.0 | 0.25 | 1.75 | 0.2 | 1.8 | 0.3 | 1.7 | 0.38 | 1.62 |
| T=1.2 | 0.45 | 1.95 | 0.25 | 2.15 | 0.5 | 1.9 | 0.43 | 1.97 |
| T=1.4 | 0.64 | 2.16 | ||||||
| T=1.5 | 0.64 | 2.36 | 0.5 | 2.5 | 0.7 | 2.3 | ||
| T=1.6 | 0.69 | 2.51 | ||||||
| T=1.8 | 0.65 | 3 | ||||||
| T=1.9 | 0.6 | 3.2 | ||||||
| T=2.0 | 0.65 | 3.35 | 0.5 | 3.5 | 0.97 | 3.03 | 0.81 | 3.19 |
| T=2.5 | 0.8 | 4.2 | 0.85 | 4.15 | 1.38 | 3.62 | ||
| T=3.0 | 1 | 5 | 5.2 | 1.4 | 4.6 | |||
| T=3.2 | 1.29 | 5.11 | ||||||
| T=4.0 | 1.2 | 6.8 | 1 | 7 | ||||
| T=5.0 | 2.2 | 7.8 | 2.2 | 7.8 | ||||
| T=6.0 | 2.2 | 9.8 | ||||||
| Épaisseur de la tôle d'aluminium | Angle de flexion | Allocation de pliage |
| AL-0.8 | 90 | 1.5 |
| AL-1.0 | 90 | 1.5 |
| 45, 135 | 0.5 | |
| AL-1.2 | 90 | 2.0 |
| 45, 135 | 0.5 | |
| AL-1.5 | 90 | 2.5 |
| 45, 135 | 0.5 | |
| 60, 120 | 1.5 | |
| AL-2.0 | 90 | 3.0 |
| 45, 135 | 1.0 | |
| 60, 120 | 2.5 | |
| Rainure à 90 degrés | 1.5 | |
| AL-2.5 | 90 | 4.0 |
| 45, 135 | 1.5 | |
| 60, 120 | 3.0 | |
| Rainure à 90 degrés | 2.0 | |
| AL-3.0 | 90 | 5.0 |
| 45, 135 | 3.0 | |
| 60, 120 | 4.5 | |
| Rainure à 90 degrés | 2.5 |
1) Le tableau des tolérances de pliage s'applique aux processus de pliage de tôles sans plaque de pression et dont la largeur de la plaque est supérieure à trois fois l'épaisseur.
2) Lorsque l'on se penche sur un machine de presse plieuseLes calculs peuvent être effectués à l'aide de ce tableau.
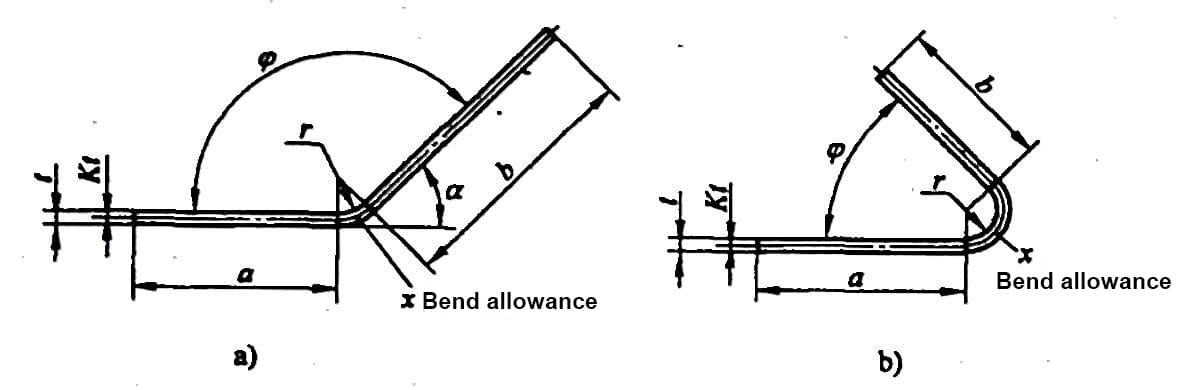
3) Selon les dimensions indiquées dans le diagramme, la formule de calcul des dimensions dépliées de la pièce pliée est la suivante :
L = a + b + x
Dans cette équation,
4) En raison des nombreux facteurs qui influencent le pliage des tôles, ce tableau de surépaisseur pour le pliage des tôles ne doit être utilisé qu'à titre de référence.
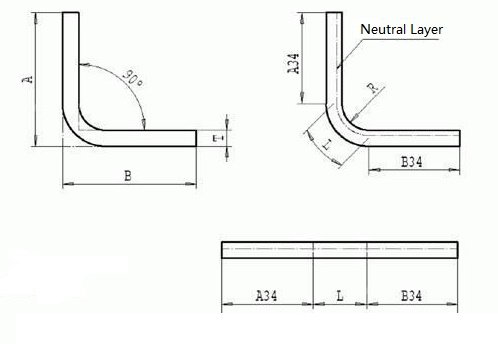
Formage du coude 0°L=A+B-0.43T, T=Épaisseur, Déduction=0.43T
Formule : L(longueur dépliée)=A(taille extérieure)+B(taille extérieure)-K(facteur K)
Le pliage à 90° se fait en fonction de la couche neutre, la distance entre la couche neutre et le côté intérieur de la feuille est de T/3, le R intérieur peut se référer au tableau ci-dessus.
La largeur de la matrice en V est de 6 à 8 fois l'épaisseur de la plaque.
Coude à 90° = 180°- Angle/90°*Déduction
La déduction est de 1,8 fois la épaisseur de la plaque d'acier et 1,6 fois la plaque d'aluminium.
Pour les plaques de moins de 2 mm, le facteur K est de 0,432, R=épaisseur de la plaque, la taille des plis peut être précise à 0,05.
En règle générale, lors de la conception du tôle les pièces, la valeur minimale de R=épaisseur/2, si elle est inférieure à cette valeur, le groove (coupe en V) sera nécessaire pour résoudre le problème.
Pour en savoir plus :
Vous trouverez ci-dessous les réponses à certaines questions fréquemment posées :
La formule de surépaisseur de pliage est utilisée pour calculer la longueur de l'axe neutre entre les lignes de pliage dans le pliage des tôles. La formule est la suivante :
Où ?
Cette formule permet de déterminer la longueur de tôle nécessaire pour obtenir les dimensions souhaitées après pliage.
Pour utiliser un tableau de surépaisseur de pliage, il faut d'abord rassembler les paramètres nécessaires : épaisseur du matériau, angle de pliage, rayon intérieur et facteur K. Repérez ces paramètres sur le tableau, qui fournit généralement des tolérances de pliage précalculées pour diverses configurations. Croisez l'épaisseur du matériau et le rayon intérieur avec l'angle de pliage pour trouver la valeur de la surépaisseur de pliage correspondante. Ajustez le tableau en fonction de votre matériau et de votre procédé en modifiant le facteur K. Utilisez la valeur de la surépaisseur de pliage pour calculer avec précision la longueur du modèle plat de la pièce de tôle avant le pliage. Cela permet d'obtenir des pliages précis et des dimensions finales exactes.
La différence entre la surépaisseur de pliage et la déduction de pliage réside dans leurs objectifs et leurs applications dans le pliage des tôles. La surépaisseur de pliage (BA) représente la longueur supplémentaire nécessaire pour tenir compte du matériau qui se plie, calculée sur la base de la longueur d'arc de l'axe neutre. Elle est ajoutée à la longueur du modèle plat pour garantir la longueur correcte du matériau pour le pliage. D'autre part, la déduction de pliage (BD) est la quantité de matériau à soustraire de la longueur totale du modèle plat pour obtenir les dimensions finales souhaitées après le pliage, en compensant le retour élastique du matériau. Essentiellement, alors que la surépaisseur de pliage ajoute de la longueur pour tenir compte du pliage, la déduction de pliage soustrait de la longueur pour tenir compte du pliage.
Pour déterminer le facteur K de votre matériau dans le pliage des tôles, vous devez généralement utiliser des méthodes empiriques impliquant des pièces d'essai. Voici comment procéder :
En suivant ces étapes, vous pouvez déterminer le facteur K spécifique à votre matériau et à votre processus de pliage, ce qui vous permettra de calculer avec précision la surépaisseur de pliage.
Pour calculer la surépaisseur de pliage dans le pliage de tôles, vous avez besoin des paramètres suivants :
Ces paramètres sont essentiels pour un calcul précis de la tolérance au pliage et doivent être soigneusement mesurés ou déterminés.

En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.







