Calculateur de déduction de la courbure, formules et graphiques
Vous êtes-vous déjà demandé comment la tôle est transformée en formes complexes ? La déduction du pliage, un concept crucial dans la fabrication de la tôle, en est la clé. Dans cet article de blog, nous allons nous plonger dans les subtilités de la déduction de pliage, en explorant ses formules, ses calculateurs et ses applications pratiques. Rejoignez-nous pour découvrir les secrets de la création de pièces de tôlerie précises et esthétiques.
La déduction de pliage est un concept crucial dans le domaine de la fabrication de tôles, en particulier dans le processus de pliage. Elle est communément appelée "quantité de recul" et joue un rôle important dans la détermination des dimensions exactes d'une pièce pliée.
Définition
La déduction de pliage (DR) est le montant soustrait de la longueur totale de la tôle plate pour obtenir les dimensions finales souhaitées après le pliage. Elle tient compte de la matière déplacée au cours du processus de pliage.
Importance du pliage de la tôle
La déduction de pliage est essentielle pour calculer avec précision le modèle plat d'une pièce de tôle avant qu'elle ne soit pliée. Elle garantit que les dimensions finales de la pièce pliée correspondent aux spécifications de la conception. Si la déduction de pliage n'est pas prise en compte, la pièce peut se retrouver avec des dimensions incorrectes, ce qui peut entraîner des problèmes d'assemblage et de fonctionnalité.
Facteurs influençant la déduction de la courbure
Plusieurs facteurs peuvent influencer la valeur de la déduction de la courbure, notamment
Type de matériau: Les différents matériaux ont des propriétés de flexion variables.
Épaisseur: Les matériaux plus épais nécessitent des déductions différentes de celles des matériaux plus fins.
Angle de courbure: L'angle de la courbure affecte la quantité de matériau déplacé.
Rayon de courbure: Un rayon de courbure plus grand nécessite une déduction différente par rapport à un rayon plus petit.
Application pratique
Dans la pratique, la déduction de la courbure est déterminée à l'aide de données empiriques, de directives du fabricant ou d'un logiciel spécialisé qui tient compte des propriétés spécifiques du matériau et du processus de courbure. Des calculs précis de la déduction de la courbure sont essentiels pour garantir que le produit final répond aux exigences de la conception et fonctionne correctement dans l'application prévue.
3. Formule de déduction des courbures
La déduction de pliage (BD) est un facteur critique dans la fabrication des tôles, utilisé pour calculer la longueur du modèle plat d'une pièce de tôle. Elle tient compte de la matière déplacée au cours du processus de pliage. Cette valeur est essentielle pour garantir la précision des dimensions finales de la pièce pliée.
Termes clés et notations
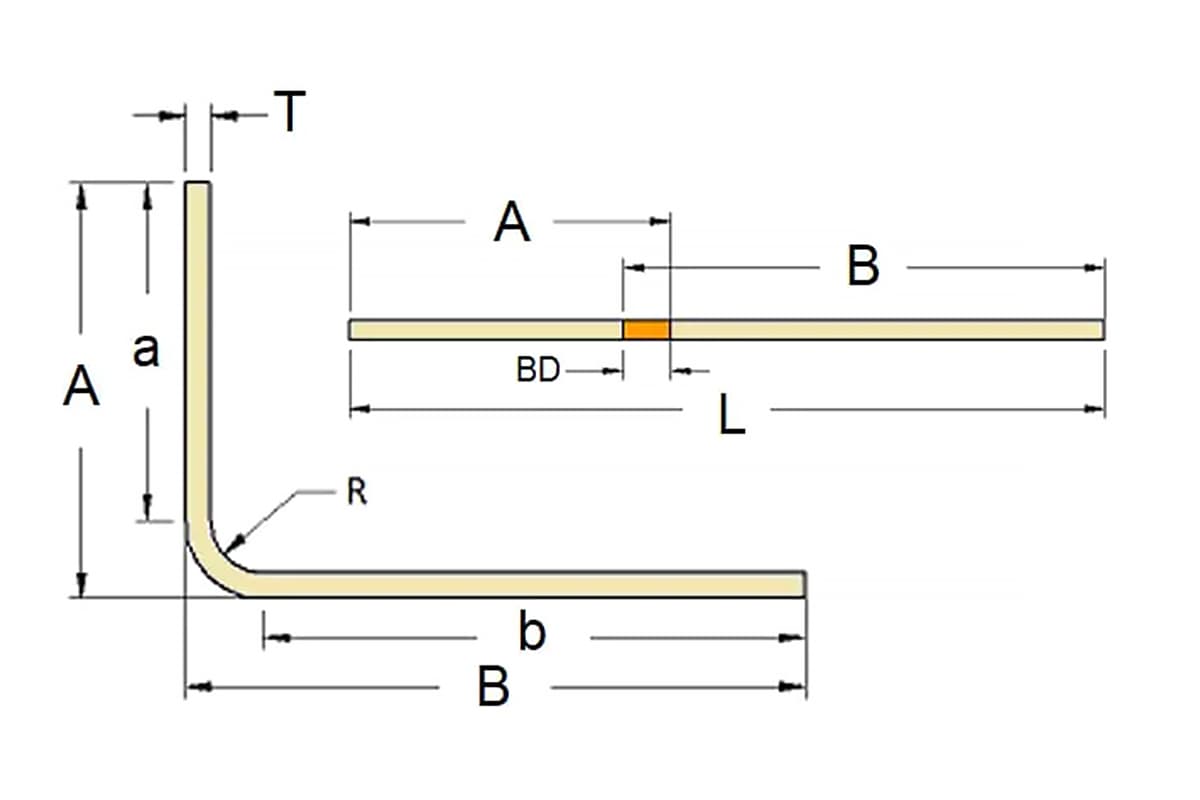
Lt: Longueur totale dépliée de la pièce de tôle.
A et B: Longueurs des deux brides adjacentes au coude.
BD: Valeur de la déduction de la courbure.
Calcul de la déduction de la courbure
La formule de déduction du pliage est utilisée pour déterminer la longueur à plat d'une pièce de tôle avant qu'elle ne soit pliée. La formule est la suivante :
Lt=A+B-BD
Où ?
BD est la valeur de la déduction de la courbure, qui est soustraite de la longueur totale pour tenir compte du matériau déplacé par la courbure.
A et B sont les longueurs entre le bord de la pièce et les points tangents de la courbure.
La déduction de pliage dans Solidworks n'est utilisée que pour le calcul des plis à 90 degrés dans la tôle.
Toutefois, il peut également être utilisé pour le calcul du dépliage de tôles à 90 degrés, mais la valeur de la déduction pour le pliage à 90 degrés doit être utilisée conformément au tableau des coefficients de flexion.
Chaque fabricant dispose d'un tableau différent et il peut y avoir des erreurs. Certaines usines de tôlerie n'utilisent pas souvent le pliage à 90 degrés.
Aujourd'hui, je vais partager la méthode de calcul de la déduction de la flexion à 90 degrés que je connais.
La déduction pour pliage est un facteur crucial dans la fabrication de tôles, en particulier lors de l'utilisation de machines telles que le presses plieuses. Elle représente la quantité de matière consommée au cours du processus de pliage. Un calcul précis des déductions de cintrage est essentiel pour obtenir des dimensions de pièces exactes et une utilisation efficace des matériaux. Cet article présente trois méthodes courantes de calcul des déductions de cintrage.
Méthode 1 : Facteur de multiplication simple
La méthode la plus simple utilise un facteur de multiplication basé sur l'épaisseur du matériau :
Règle générale : Déduction pour flexion = 1,7 × épaisseur du matériau
Pour l'aluminium : déduction de la flexion ≈ 1,6 × l'épaisseur du matériau
Pour l'acier inoxydable : Déduction pour flexion ≈ 1.8 × l'épaisseur du matériau
Cette méthode est rapide et facile mais manque de précision. Elle convient pour les applications dont les exigences en matière de précision sont moindres ou pour les premières estimations.
Méthode 2 : Formule standard de l'industrie
Une approche plus raffinée développée par l'industrie de la tôle :
Déduction pour flexion = 2 × l'épaisseur du matériau + 1/3 × l'épaisseur du matériau
Cette formule tient compte de l'allongement du matériau pendant la flexion. Elle est dérivée de : Longueur dépliée = Longueur A + Longueur B - Déduction pour flexion
Lorsque la déduction pour flexion tient compte à la fois de l'épaisseur du matériau et de l'allongement.
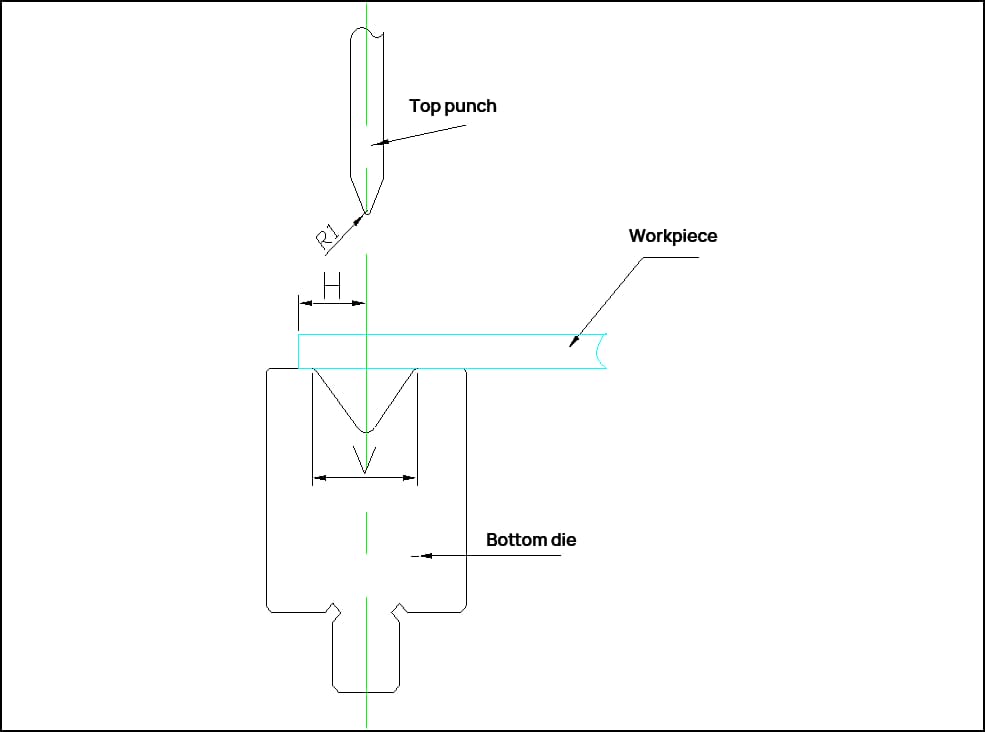
Méthode 3 : Formule avancée tenant compte de la largeur de la filière
Une formule plus sophistiquée dérivée d'études empiriques :
Déduction pour flexion = 2 × t - (0,72t - 0,075V - 0,01)
Où ?
t = épaisseur réelle du matériau (mesurée et non nominale)
V = Largeur de la fente du moule inférieur (généralement 6 à 8 fois l'épaisseur du matériau)
Cette formule tient compte de l'influence de la largeur inférieure de la matrice sur la déduction pour pliage. Elle est particulièrement précise pour les plaques d'acier au carbone, mais a donné de bons résultats avec d'autres matériaux comme l'aluminium lorsque la largeur de la matrice est environ 4 fois supérieure à l'épaisseur du matériau.
Considérations importantes
L'épaisseur du matériau (t) doit être l'épaisseur réelle mesurée et non la valeur nominale.
La largeur de la matrice (V) affecte de manière significative la déduction de pliage et doit être déterminée avec précision en fonction de l'outillage spécifique utilisé.
Bien qu'il existe des méthodes plus complexes basées sur la théorie de l'axe neutre, les trois méthodes présentées ici offrent un équilibre entre praticité et précision pour la plupart des applications de fabrication de tôles.
Conclusion
Le choix de la méthode de calcul de la déduction pour flexion dépend de la précision requise, du type de matériau et des informations disponibles sur l'outillage. Pour les travaux de haute précision, la formule avancée (méthode 3) est recommandée, tandis que les méthodes plus simples peuvent être utiles pour des estimations rapides ou des applications moins critiques.
4. Tableau de déduction des courbures
(1) Tôle Tableau de déduction du cintrage des matériaux
V
Largeur de la matrice w
Rayon de courbure
T
30°
45°
60°
90°
120°
150°
180°
Couche extérieure à double courbure 90
Taille minimale de pliage H
Taille minimale du coude en Z (Z)
8.0
12.0
R1
0.6
0.2
0.5
0.9
1.0
0.7
0.2
0.3
1.9
6.0
10.0
0.8
0.3
0.6
1.0
1.6
0.8
0.3
0.4
2.2
1
0.3
0.7
1.1
1.7
0.9
0.3
0.5
2.5
1.2
0.4
0.8
1.3
2.2
1.1
0.4
0.6
2.8
R2
0.6
0.2
0.5
0.9
1.6
0.7
0.2
0.3
1.9
0.8
0.3
0.6
1.2
1.8
0.8
0.3
0.4
2.2
1
0.3
0.7
1.2
2.0
0.9
0.3
0.5
2.5
1.2
0.4
0.8
1.4
2.3
1.1
0.4
0.6
2.8
10.0
14.0
R1
1.5
0.7
1.2
1.6
2.5
1.3
0.5
0.7
3.2
7.0
11.0
R2
1.5
0.6
1.0
1.5
2.7
1.3
0.5
0.7
3.5
12.0
16.0
R1
2
0.6
1.3
2.0
3.4
1.7
0.6
0.9
4.4
8.5
13.0
R2
2
0.9
1.4
2.0
3.6
1.7
0.6
0.9
4.5
16.0
26.0
R1
2.5
0.7
1.5
2.4
4.3
2.2
0.8
1.1
5.6
12.0
20.0
3
0.8
1.7
2.8
5.1
2.8
0.8
1.3
5.8
R2
2.5
0.8
1.6
2.5
4.8
2.3
0.9
1.1
6.2
3
1.0
2.0
3.0
5.2
2.8
1.0
1.3
6.4
22.0
32.5
R1
4
1.0
2.4
3.5
6.5
3.3
1.1
16.0
26.0
R2
4
1.2
2.6
4.0
6.8
3.5
1.1
32.0
50.0
R1
5
1.2
3.2
4.8
8.6
4.6
1.4
24.0
38.0
6
1.5
3.5
4.5
9.5
5.0
1.8
R2
5
1.5
3.4
5.0
8.8
4.5
1.6
6
1.8
3.8
5.5
9.8
5.2
2.0
Explication :
T : Epaisseur du matériau ; V : Filière inférieure largeur de la rainure ; W : Largeur inférieure de la matrice ; α : Angle interne après pliage ; H : Distance minimale entre le centre de pliage de la matrice et le bord du matériau ; Z : Taille minimale du coude en Z.
Formule dépliée : L = A + B - K ; (A, B : dimensions extérieures de la pièce ; K : coefficient de flexion du matériau) ;
Taille élargie de l'aplatissement tôle d'acier: L = A + B - 0,45T ;
Extension de la taille des pas pressés : L = A + B - 0,3T ;
Taille minimale d'un coude en Z : Z = W/2 + 2T + 1 ;
Les coefficients de déduction pour les tôles d'acier laminées à froid, les tôles revêtues d'aluminium-zinc, les tôles d'acier inoxydable, les tôles électrolytiques et les tôles d'aluminium sont les mêmes ;
Selon les conditions actuelles de la filière supérieure de l'entreprise, le coefficient de flexion de la filière supérieure R1 convient aux tôles d'acier laminées à froid, aux tôles revêtues d'aluminium-zinc et aux tôles d'acier inoxydable ; le coefficient de flexion de la filière supérieure R2 convient aux tôles d'aluminium, aux tôles de cuivre, aux tôles électrolytiques, etc.
(2) Tableau de déduction du pliage de l'acier doux
Le tableau suivant indique le facteur de déduction pour chaque incrément de 5 degrés à partir de 90 degrés : (180°-n°)÷90°×(facteur de déduction à 90°).
L'intérieur rayon de courbure est uniformément fixé à R0,2, et la distance de séparation est fixée à G0,2.
Non.
Angle /Épaisseur
0.8
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
1
0
3.00
3.60
4.00
5.00
7.00
8.40
10.00
14.00
20.00
2
5
2.92
3.50
3.89
4.86
6.81
8.17
9.72
13.61
19.44
3
10
2.83
3.40
3.78
4.72
6.61
7.93
9.44
13.22
18.89
4
15
2.75
3.30
3.67
4.58
6.42
7.70
9.17
12.83
18.33
5
20
2.67
3.20
3.56
4.44
6.22
7.47
8.89
12.44
17.78
6
25
2.58
3.10
3.44
4.31
6.03
7.23
8.61
12.06
17.22
7
30
2.50
3.00
3.33
4.17
5.83
7.00
8.33
11.67
16.67
8
35
2.42
2.90
3.22
4.03
5.64
6.77
8.06
11.28
16.11
9
40
2.33
2.80
3.11
3.89
5.44
6.53
7.78
10.89
15.56
10
45
2.25
2.70
3.00
3.75
5.25
6.30
7.50
10.50
15.00
11
50
2.17
2.60
2.89
3.61
5.06
6.07
7.22
10.11
14.44
12
55
2.08
2.50
2.78
3.47
4.86
5.83
6.94
9.72
13.89
13
60
2.00
2.40
2.67
3.33
4.67
5.60
6.67
9.33
13.33
14
65
1.92
2.30
2.56
3.19
4.47
5.37
6.39
8.94
12.78
15
70
1.83
2.20
2.44
3.06
4.28
5.13
6.11
8.56
12.22
16
75
1.75
2.10
2.33
2.92
4.08
4.90
5.83
8.17
11.67
17
80
1.67
2.00
2.22
2.78
3.89
4.67
5.56
7.78
11.11
18
85
1.58
1.90
2.11
2.64
3.69
4.43
5.28
7.39
10.56
19
90
1.50
1.80
2.00
2.50
3.50
4.20
5.00
7.00
10.00
20
95
1.42
1.70
1.89
2.36
3.31
3.97
4.72
6.61
9.44
21
100
1.33
1.60
1.78
2.22
3.11
3.73
4.44
6.22
8.89
22
105
1.25
1.50
1.67
2.08
2.92
3.50
4.17
5.83
8.33
23
110
1.17
1.40
1.56
1.94
2.72
3.27
3.89
5.44
7.78
24
115
1.08
1.30
1.44
1.81
2.53
3.03
3.61
5.06
7.22
25
120
1.00
1.20
1.33
1.67
2.33
2.80
3.33
4.67
6.67
26
125
0.92
1.10
1.22
1.53
2.14
2.57
3.06
4.28
6.11
27
130
0.83
1.00
1.11
1.39
1.94
2.33
2.78
3.89
5.56
28
135
0.75
0.90
1.00
1.25
1.75
2.10
2.50
3.50
5.00
29
140
0.67
0.80
0.89
1.11
1.56
1.87
2.22
3.11
4.44
30
145
0.58
0.70
0.78
0.97
1.36
1.63
1.94
2.72
3.89
31
150
0.50
0.60
0.67
0.83
1.17
1.40
1.67
2.33
3.33
32
155
0.42
0.50
0.56
0.69
0.97
1.17
1.39
1.94
2.78
33
160
0.33
0.40
0.44
0.56
0.78
0.93
1.11
1.56
2.22
34
165
0.25
0.30
0.33
0.42
0.58
0.70
0.83
1.17
1.67
35
170
0.17
0.20
0.22
0.28
0.39
0.47
0.56
0.78
1.11
36
175
0.08
0.10
0.11
0.14
0.19
0.23
0.28
0.39
0.56
37
180
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
(5) Table de déduction pour le pliage de tôles 0°-180
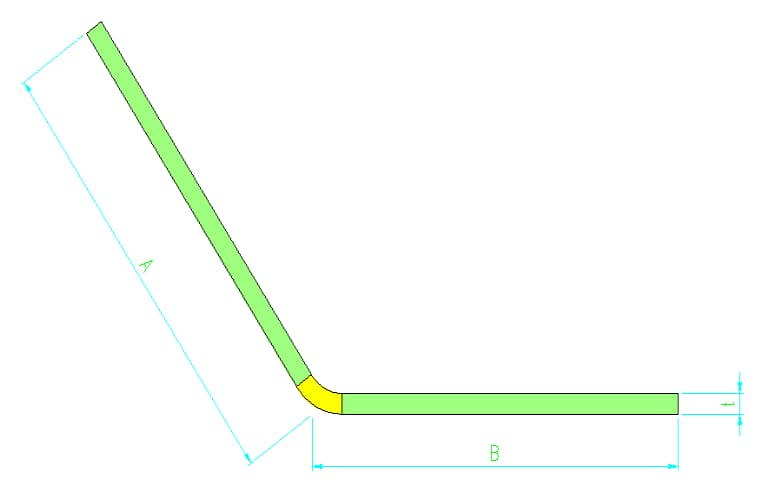
Calcul de la valeur de déduction pour la dimension non pliée d'une pièce brute pliée a) φ>90° b)≤90°
1) Le tableau de déduction pour le pliage est applicable aux processus de pliage de tôles où aucune plaque de pressage n'est utilisée et où la largeur de la tôle est supérieure à trois fois l'épaisseur (t). 2) Lors du cintrage sur la cintreuse, les calculs peuvent être effectués selon ce tableau. 3) Selon les dimensions indiquées dans le diagramme, la formule de calcul de la taille dépliée de la pièce pliée est la suivante :
L=a+b-y
Où ?
L - Taille non pliée de la pièce pliée ;
a, b - Longueurs indiquées entre la règle et le sommet de la pièce pliée dans le diagramme ;
y - Valeur de déduction de la pièce pliée (valeur de correction pour la partie R) ;
4) En raison des nombreux facteurs qui influencent le pliage de la tôle, ce tableau des valeurs de déduction pour le pliage de la tôle n'est fourni qu'à titre indicatif.
La précision dimensionnelle des pièces pliées est liée à la précision de positionnement de la butée arrière de la presse plieuse et à la précision de la tôle. machine de découpe des métaux. L'utilisation de machines fiables pour les processus de coupe et de pliage permet de résoudre ces problèmes.
Un facteur critique affectant la précision dimensionnelle des pièces pliées est la précision du développement du motif plat de la tôle. Lorsqu'une tôle plate est pliée en une pièce avec un angle spécifique, la mesure des dimensions de la pièce pliée révèle qu'elles ne sont pas égales aux dimensions de la tôle plate, comme le montre l'illustration.
Cet écart est connu sous le nom de déduction pour flexion.
Si la déduction du pliage est imprécise, la taille du modèle plat sera imprécise et, quelle que soit la précision des opérations ultérieures, la pièce finale ne répondra pas à la précision dimensionnelle requise.
Schéma de la taille de la tôle et de la taille du motif plat de la pièce à usiner
La déduction de la flexion est complexe, et une méthode rudimentaire consiste simplement à utiliser le double de l'épaisseur du matériau.
Cette approche est toutefois assez grossière. Une méthode plus raffinée consiste à appliquer la théorie de l'axe neutre de la norme DIN 6935, qui consiste à calculer un facteur "k" et à le combiner avec l'épaisseur et l'angle de la tôle à plier.
Cette formule permet d'obtenir une déduction de flexion plus précise. Cependant, même les déductions de flexion calculées selon la théorie de l'axe neutre de la norme DIN 6935 peuvent ne pas être suffisamment précises, car les déductions réelles dépendent également des caractéristiques du matériau, de l'épaisseur, de l'épaisseur de l'acier, de l'épaisseur de l'acier, de l'épaisseur de l'acier et de l'épaisseur de l'acier. angle de flexionet l'outillage utilisé.
Selon les matériaux, les épaisseurs et les méthodes de calcul, les déductions de flexion varient, comme le montre le tableau ci-dessous.
Tableau Valeur de déduction pour les dimensions de flexion correspondant à différents matériaux, épaisseurs et méthodes
Épaisseur de la plaque S/mm
Mourir
Matériau
-S × 2
DIN6935
Base de données
1.5
V12/78
DC04
-3.00
-3.00
-2.90
1.5
V08/78
DC04
-3.00
-2.80
-2.70
1.5
V1278
X5CrNi1810
-3.00
-3.00
-3.10
4
V24/78
S235JRG2
-8.00
-7.60
-7.09
4
V30/78
S235JRG2
-8.00
-7.57
-7.26
4
V24/78
X5CrNi1810
-8.00
-8.01
-7.57
4
V30/78
X5CrNi1810
-8.00
-7.90
-8.01
6
V30/78
S235JRG2
-12.00
-11.20
-10.35
6
V4078
S235JRG2
-12.00
-11.60
-10.62
6
V30/78
X5CrNi1810
-12.00
-11.20
-10.89
6
V4078
X5CrNi1810
-12.00
-11.60
-11.60
Par exemple, pour une plaque S235JRG2 de 4 mm d'épaisseur utilisant une matrice inférieure V30, la déduction pour flexion varie selon la méthode : le double de l'épaisseur du matériau donne 8 mm, la formule DIN 6935 donne 7,57 mm et la valeur empirique de la base de données donne 7,26 mm.
Il existe des écarts entre les méthodes, qui deviennent encore plus significatifs lorsque les pièces à usiner nécessitent plusieurs coudes, ce qui entraîne des écarts cumulés plus importants. Les valeurs empiriques de la base de données sont dérivées de tests pratiques approfondis et sont stockées dans la base de données, ce qui garantit une précision maximale.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les concepteurs de tôles assurent la précision de leurs dessins ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la conception de tôles et explorer...
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé comment calculer avec précision la force de flexion nécessaire à la fabrication de tôles ? Dans cet article de blog, nous explorerons les subtilités du calcul de la force de flexion, du dessin...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Avez-vous déjà eu du mal à calculer la bonne surépaisseur de pliage pour vos projets de tôlerie ? Dans cet article de blog, nous allons plonger dans le monde des surépaisseurs de pliage et explorer comment...
Vous êtes-vous déjà demandé comment calculer avec précision la surépaisseur de pliage pour vos projets de fabrication métallique ? Dans cet article de blog, nous allons explorer le monde fascinant des formules de surépaisseur de pliage et...
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie ne s'assemblent pas toujours parfaitement ? La clé réside dans la compréhension de la surépaisseur de pliage. Ce concept garantit un pliage précis et réduit le gaspillage de matériaux. Dans cette...
Vous êtes-vous déjà demandé comment une simple feuille de métal se transforme en un objet complexe et tridimensionnel ? Le pliage par presse plieuse, un processus crucial dans la fabrication des métaux, détient la clé de cette...
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Faites passer votre entreprise à la vitesse supérieure