Comment calculer le rayon de courbure de la tôle ?
Attention à tous les fabricants et concepteurs de tôles ! Vous avez du mal à déterminer le rayon de courbure optimal pour vos projets ? Ne cherchez plus ! Dans cet article de blog, nous allons nous pencher sur les facteurs qui influencent le rayon de courbure et fournir des conseils pratiques pour vous aider à réaliser des courbures précises et cohérentes. En vous appuyant sur l'expertise de professionnels chevronnés, vous obtiendrez des informations et des techniques précieuses qui vous permettront d'améliorer vos compétences en matière de fabrication de tôles. Préparez-vous à plier en toute confiance !
Comment calculer le rayon de courbure d'une tôle ?
Les rayon de courbure de la tôle est une valeur critique dans l'emboutissage des tôles qui peut être difficile à déterminer pendant l'usinage.
Ce rayon dépend de l'épaisseur du matériau, de la pression de la presse plieuse et de la largeur de la matrice de pliage. filière inférieure groove.
Une méthode simple et approximative pour déterminer le rayon de courbure est la suivante :
Si l'épaisseur de la plaque est inférieure à 6 mm, la rayon de courbure peut être égale à l'épaisseur de la plaque.
Si l'épaisseur de la plaque est comprise entre 6 et 12 mm, le rayon de courbure est généralement de 1,25 à 1,5 fois l'épaisseur de la plaque.
Si l'épaisseur de la plaque est supérieure ou égale à 12 mm, le rayon de courbure est généralement de 2 à 3 fois l'épaisseur de la plaque.
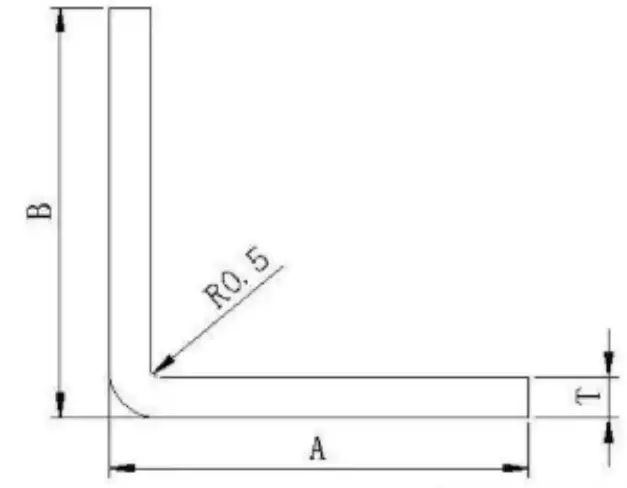
Expérience en situation réelle tôle montre que lorsque l'épaisseur de la tôle ne dépasse généralement pas 6 mm, le rayon intérieur du pliage de la tôle peut directement utiliser l'épaisseur de la tôle comme rayon.
Lorsque le rayon de courbure est r = 0,5, l'épaisseur générale de la tôle t est égale à 0,5 mm.
Si un rayon de courbure différent de l'épaisseur de la plaque est nécessaire, une matrice spéciale doit être utilisée pour le traitement.
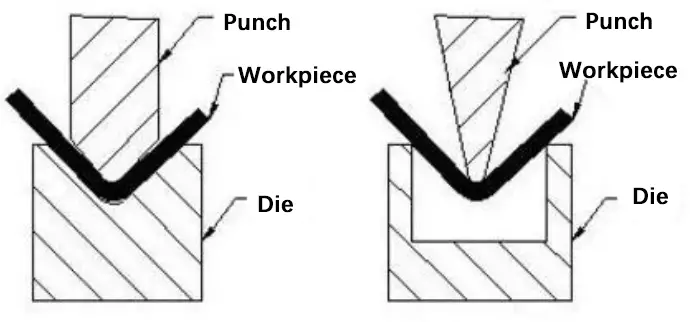
Lorsque le dessin de tôle Pour un pliage à 90 degrés avec un rayon de courbure particulièrement faible, la tôle doit d'abord être rainurée, puis pliée.
Spécial presse plieuse L'outillage, tel que les poinçons et les matrices, peut également être utilisé.
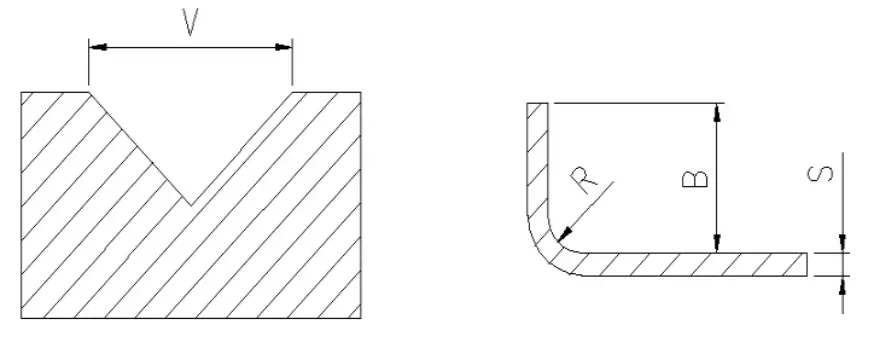
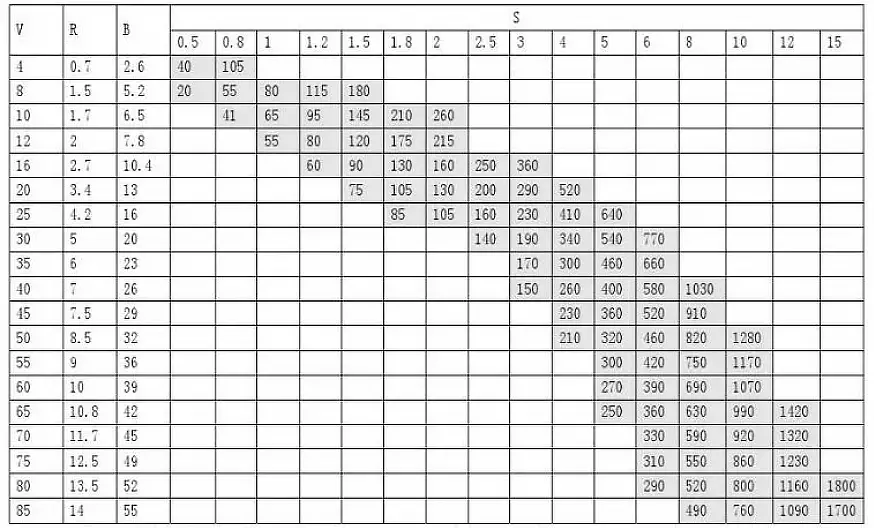
La relation entre le rayon de courbure de la tôle et la largeur de la rainure inférieure de la matrice de la machine à coudre. matrice de pliage a été établie grâce à de nombreuses expériences dans le domaine de la transformation des tôles.
Par exemple, lorsqu'une plaque de 1,0 mm est pliée avec une largeur de rainure de 8 mm, le rayon de courbure idéal est R1.
Si la largeur de la rainure est portée à 20 mm, la profondeur de la plaque étirée augmente, ce qui se traduit par une plus grande surface de traction et un angle R plus important.
Pour éviter d'endommager le presse plieuse et pour maintenir le rayon de cintrage souhaité, il est recommandé de cintrer avec une rainure étroite, en respectant le rapport standard de 1:8 entre l'épaisseur de la plaque et la largeur de la rainure.
Le rapport minimum recommandé est de 1:6 et le cintrage avec un rapport inférieur à 1:4 n'est pas recommandé.
Suggestion : Si la résistance le permet, il est préférable de rainurer d'abord et de plier ensuite afin d'obtenir une petite surface d'appui. pliage de tôles rayon.
La figure suivante est un tableau fourni par le fabricant de presses plieusesqui montre la relation correspondante entre le rayon de courbure, la pression et la hauteur de courbure minimale.
V - largeur de l'encoche de pliage
R - rayon de courbure
B - hauteur de pliage minimale
S - épaisseur de la tôle
Note : Les données en gris dans le tableau représentent la pression de flexion requise P (KN/m), et la pression de flexion maximale P (KN/m), et la pression de flexion maximale P (KN/m). force de flexion de la machine à plier est de 1700KN. Il y a cinq bords de couteau de pliage disponibles : V = 12, 16, 25, 40 et 50.
Veuillez vous référer à la lame de couteau disponible et à la longueur de pliage pour déterminer le rayon de courbure, ce qui vous aidera à calculer la longueur exacte du matériau à déplier.
Les informations ci-dessus concernent les paramètres de pression et la largeur de l'outil de pliage d'une seule presse plieuse.
Les calculs réels doivent être basés sur la pression et la matrice de flexion de votre propre entreprise. transformation de la tôle l'installation.
Tableau des rayons de courbure pour l'acier doux, l'acier inoxydable et l'aluminium
Lorsqu'il s'agit d'examiner conception de tôlesIl est donc important de comprendre comment le rayon de courbure influe sur le choix des matériaux. Dans cette section, nous aborderons quelques matériaux courants, tels que l'acier doux, l'acier inoxydable et l'acier inoxydable. alliages d'aluminium.
(1) Tableau des rayons de courbure pour l'acier doux
L'acier doux est un matériau polyvalent pour la fabrication de tôles en raison de sa formabilité et de sa rentabilité. Lorsque vous pliez de l'acier à faible teneur en carbone, vous devez viser un rayon de pliage minimum égal ou supérieur à l'épaisseur de la tôle. Voici quelques épaisseurs courantes et leurs rayons de courbure minimaux respectifs :
Épaisseur
Courbe minimale
Rayon de courbure
(0.02″ | 0.51mm )
0.75″ | 19.05mm
0.605″ | 15.37mm
(0.02″ | 0.51mm )
0.2″ | 5.08mm
0.05″ | 1.27mm
(0.03″ | 0.76mm )
0.2″ | 5.08mm
0.05″ | 1.27mm
(0.25″ | 6.35mm )
1.375″ | 34.92mm
0.17″ | 4.32mm
(0.25″ | 6.35mm )
1.375″ | 34.92mm
0.25″ | 6.35mm
(0.25″ | 6.35mm )
1.5″ | 38.10mm
0.35″ | 8.89mm
(0.25″ | 6.35mm )
1.5″ | 38.10mm
0.25″ | 6.35mm
Jauge 11 (0.12″ | 3.05mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
Jauge 11 (0.12″ | 3.05mm )
0.75″ | 19.05mm
0.16″ | 4.06mm
Jauge 11 (0.12″ | 3.05mm )
0.5″ | 12.70mm
0.115″ | 2.92mm
Jauge 11 (0.12″ | 3.05mm )
0.5″ | 12.70mm
0.085″ | 2.16mm
Jauge 11 (0.12″ | 3.05mm )
0.5″ | 12.70mm
0.06″ | 1.52mm
Jauge 11 (0.12″ | 3.05mm )
0.5″ | 12.70mm
0.06″ | 1.52mm
Jauge 11 (0.12″ | 3.05mm )
0.5″ | 12.70mm
0.045″ | 1.14mm
Calibre 12 (0.105″ | 2.67mm )
0.5″ | 12.70mm
0.085″ | 2.16mm
Calibre 12 (0.105″ | 2.67mm )
0.5″ | 12.70mm
0.07″ | 1.78mm
Calibre 12 (0.105″ | 2.67mm )
0.5″ | 12.70mm
0.065″ | 1.65mm
Calibre 12 (0.105″ | 2.67mm )
0.5″ | 12.70mm
0.05″ | 1.27mm
13 gauge (0.09″ | 2.29mm )
0.375″ | 9.52mm
0.045″ | 1.14mm
13 gauge (0.09″ | 2.29mm )
0.375″ | 9.52mm
0.04″ | 1.02mm
13 gauge (0.09″ | 2.29mm )
1.375″ | 34.92mm
0.28″ | 7.11mm
13 gauge (0.09″ | 2.29mm )
0.375″ | 9.52mm
0.055″ | 1.40mm
13 gauge (0.09″ | 2.29mm )
0.5″ | 12.70mm
0.065″ | 1.65mm
13 gauge (0.09″ | 2.29mm )
0.5″ | 12.70mm
0.08″ | 2.03mm
13 gauge (0.09″ | 2.29mm )
0.5″ | 12.70mm
0.075″ | 1.90mm
13 gauge (0.09″ | 2.29mm )
0.375″ | 9.52mm
0.06″ | 1.52mm
13 gauge (0.09″ | 2.29mm )
0.375″ | 9.52mm
0.05″ | 1.27mm
13 gauge (0.09″ | 2.29mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
13 gauge (0.09″ | 2.29mm )
0.5″ | 12.70mm
0.08″ | 2.03mm
13 gauge (0.09″ | 2.29mm )
0.5″ | 12.70mm
0.06″ | 1.52mm
14 gauge (0.075″ | 1.90mm )
0.375″ | 9.52mm
0.04″ | 1.02mm
14 gauge (0.075″ | 1.90mm )
0.3″ | 7.62mm
0.062″ | 1.57mm
14 gauge (0.075″ | 1.90mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
14 gauge (0.075″ | 1.90mm )
0.275″ | 6.98mm
0.062″ | 1.57mm
14 gauge (0.075″ | 1.90mm )
0.3″ | 7.62mm
0.04″ | 1.02mm
14 gauge (0.075″ | 1.90mm )
0.3″ | 7.62mm
0.06″ | 1.52mm
14 gauge (0.075″ | 1.90mm )
0.5″ | 12.70mm
0.08″ | 2.03mm
14 gauge (0.075″ | 1.90mm )
0.375″ | 9.52mm
0.06″ | 1.52mm
14 gauge (0.075″ | 1.90mm )
0.3″ | 7.62mm
0.045″ | 1.14mm
14 gauge (0.075″ | 1.90mm )
0.3″ | 7.62mm
0.055″ | 1.40mm
14 gauge (0.075″ | 1.90mm )
0.5″ | 12.70mm
0.1″ | 2.54mm
14 gauge (0.075″ | 1.90mm )
0.5″ | 12.70mm
0.125″ | 3.18mm
Calibre 16 (0.06″ | 1.52mm )
0.2″ | 5.08mm
0.045″ | 1.14mm
Calibre 16 (0.06″ | 1.52mm )
0.3″ | 7.62mm
0.06″ | 1.52mm
Calibre 16 (0.06″ | 1.52mm )
1.5″ | 38.10mm
0.995″ | 25.27mm
Calibre 16 (0.06″ | 1.52mm )
0.375″ | 9.52mm
0.075″ | 1.90mm
Calibre 16 (0.06″ | 1.52mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
Calibre 16 (0.06″ | 1.52mm )
0.265″ | 6.73mm
0.05″ | 1.27mm
Calibre 16 (0.06″ | 1.52mm )
0.5″ | 12.70mm
0.24″ | 6.10mm
Calibre 16 (0.06″ | 1.52mm )
0.265″ | 6.73mm
0.055″ | 1.40mm
Calibre 16 (0.06″ | 1.52mm )
0.265″ | 6.73mm
0.062″ | 1.57mm
Calibre 16 (0.06″ | 1.52mm )
0.375″ | 9.52mm
0.065″ | 1.65mm
Calibre 16 (0.06″ | 1.52mm )
0.5″ | 12.70mm
0.08″ | 2.03mm
Calibre 16 (0.06″ | 1.52mm )
0.3″ | 7.62mm
0.055″ | 1.40mm
Calibre 16 (0.06″ | 1.52mm )
0.5″ | 12.70mm
0.125″ | 3.18mm
Calibre 16 (0.06″ | 1.52mm )
1.5″ | 38.10mm
0.985″ | 25.02mm
Calibre 16 (0.06″ | 1.52mm )
0.55″ | 13.97mm
0.03″ | 0.76mm
Calibre 16 (0.06″ | 1.52mm )
0.3″ | 7.62mm
0.062″ | 1.57mm
Calibre 16 (0.06″ | 1.52mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
Jauge 18 (0.048″ | 1.22mm )
0.3″ | 7.62mm
0.06″ | 1.52mm
Jauge 18 (0.048″ | 1.22mm )
0.265″ | 6.73mm
0.05″ | 1.27mm
Jauge 18 (0.048″ | 1.22mm )
0.2″ | 5.08mm
0.03″ | 0.76mm
Jauge 18 (0.048″ | 1.22mm )
0.375″ | 9.52mm
0.05″ | 1.27mm
Jauge 18 (0.048″ | 1.22mm )
0.265″ | 6.73mm
0.065″ | 1.65mm
Jauge 18 (0.048″ | 1.22mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
Jauge 18 (0.048″ | 1.22mm )
1.5″ | 38.10mm
1.1″ | 27.94mm
Jauge 18 (0.048″ | 1.22mm )
0.375″ | 9.52mm
0.125″ | 3.18mm
Jauge 18 (0.048″ | 1.22mm )
0.55″ | 13.97mm
0.03″ | 0.76mm
Jauge 18 (0.048″ | 1.22mm )
0.265″ | 6.73mm
0.062″ | 1.57mm
Jauge 18 (0.048″ | 1.22mm )
0.2″ | 5.08mm
0.045″ | 1.14mm
Jauge 18 (0.048″ | 1.22mm )
0.5″ | 12.70mm
0.12″ | 3.05mm
Jauge 18 (0.048″ | 1.22mm )
0.3″ | 7.62mm
0.04″ | 1.02mm
Jauge 18 (0.048″ | 1.22mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
Jauge 18 (0.048″ | 1.22mm )
0.5″ | 12.70mm
0.105″ | 2.67mm
Jauge 20 (0.036″ | 0.91mm )
0.5″ | 12.70mm
0.11″ | 2.79mm
Jauge 20 (0.036″ | 0.91mm )
0.265″ | 6.73mm
0.055″ | 1.40mm
Jauge 20 (0.036″ | 0.91mm )
0.2″ | 5.08mm
0.05″ | 1.27mm
Jauge 20 (0.036″ | 0.91mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
Jauge 20 (0.036″ | 0.91mm )
0.2″ | 5.08mm
0.035″ | 0.89mm
Jauge 20 (0.036″ | 0.91mm )
0.375″ | 9.52mm
0.07″ | 1.78mm
Jauge 20 (0.036″ | 0.91mm )
0.55″ | 13.97mm
0.03″ | 0.76mm
Jauge 20 (0.036″ | 0.91mm )
0.265″ | 6.73mm
0.065″ | 1.65mm
Jauge 20 (0.036″ | 0.91mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
22 gauge (0.03″ | 0.76mm )
0.5″ | 12.70mm
0.09″ | 2.29mm
22 gauge (0.03″ | 0.76mm )
0.2″ | 5.08mm
0.05″ | 1.27mm
22 gauge (0.03″ | 0.76mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
22 gauge (0.03″ | 0.76mm )
0.265″ | 6.73mm
0.055″ | 1.40mm
22 gauge (0.03″ | 0.76mm )
0.265″ | 6.73mm
0.065″ | 1.65mm
22 gauge (0.03″ | 0.76mm )
0″ | 0.00mm
0.025″ | 0.64mm
22 gauge (0.03″ | 0.76mm )
0.265″ | 6.73mm
0.07″ | 1.78mm
22 gauge (0.03″ | 0.76mm )
0.375″ | 9.52mm
0.085″ | 2.16mm
Gardez à l'esprit que des courbes plus serrées peuvent entraîner des fissures ou des déformations du matériau. Les tôles plus épaisses peuvent également nécessiter une force plus importante au cours de l'opération de pliage. processus de pliage.
(2) Tableau des rayons de courbure pour l'acier inoxydable
L'acier inoxydable est connu pour sa résistance à la corrosion et sa durabilité. Pour la plupart des nuances d'acier inoxydableSi vous utilisez de l'acier inoxydable, vous aurez besoin d'un rayon de courbure plus important que pour de l'acier à faible teneur en carbone. Le rapport entre le rayon de courbure et l'épaisseur de la tôle varie généralement entre 1:1 et 2:1, en fonction de facteurs tels que le type, la dureté et l'épaisseur de l'acier inoxydable. Voici quelques lignes directrices concernant les rayons de courbure minimaux :
Épaisseur
Courbe minimale
Rayon de courbure
(0.12″ | 3.05mm )
0.75″ | 19.05mm
0.22″ | 5.59mm
(0.12″ | 3.05mm )
1.5″ | 38.10mm
1.05″ | 26.67mm
(0.12″ | 3.05mm )
0.75″ | 19.05mm
0.2″ | 5.08mm
(0.125″ | 3.18mm )
0.5″ | 12.70mm
0.09″ | 2.29mm
(0.125″ | 3.18mm )
0.5″ | 12.70mm
0.08″ | 2.03mm
(0.125″ | 3.18mm )
0.5″ | 12.70mm
0.125″ | 3.18mm
(0.125″ | 3.18mm )
0.5″ | 12.70mm
0.1″ | 2.54mm
Calibre 12 (0.109″ | 2.77mm )
0.5″ | 12.70mm
0.06″ | 1.52mm
Calibre 12 (0.109″ | 2.77mm )
0.5″ | 12.70mm
0.095″ | 2.41mm
Calibre 12 (0.109″ | 2.77mm )
0.75″ | 19.05mm
0.18″ | 4.57mm
Calibre 12 (0.109″ | 2.77mm )
0.5″ | 12.70mm
0.095″ | 2.41mm
Calibre 12 (0.109″ | 2.77mm )
0.75″ | 19.05mm
0.22″ | 5.59mm
14 gauge (0.078″ | 1.98mm )
0.275″ | 6.98mm
0.062″ | 1.57mm
14 gauge (0.078″ | 1.98mm )
1.375″ | 34.92mm
0.4″ | 10.16mm
14 gauge (0.078″ | 1.98mm )
0.3″ | 7.62mm
0.05″ | 1.27mm
14 gauge (0.078″ | 1.98mm )
0.275″ | 6.98mm
0.075″ | 1.90mm
14 gauge (0.078″ | 1.98mm )
0.375″ | 9.52mm
0.07″ | 1.78mm
14 gauge (0.078″ | 1.98mm )
0.5″ | 12.70mm
0.11″ | 2.79mm
14 gauge (0.078″ | 1.98mm )
0.5″ | 12.70mm
0.12″ | 3.05mm
14 gauge (0.078″ | 1.98mm )
0.5″ | 12.70mm
0.13″ | 3.30mm
14 gauge (0.078″ | 1.98mm )
0.5″ | 12.70mm
0.09″ | 2.29mm
14 gauge (0.078″ | 1.98mm )
0.275″ | 6.98mm
0.05″ | 1.27mm
14 gauge (0.078″ | 1.98mm )
0.5″ | 12.70mm
0.115″ | 2.92mm
14 gauge (0.078″ | 1.98mm )
0.75″ | 19.05mm
0.26″ | 6.60mm
14 gauge (0.078″ | 1.98mm )
0.375″ | 9.52mm
0.105″ | 2.67mm
14 gauge (0.078″ | 1.98mm )
1.5″ | 38.10mm
1.125″ | 28.58mm
14 gauge (0.078″ | 1.98mm )
0.3″ | 7.62mm
0.055″ | 1.40mm
Calibre 16 (0.063″ | 1.60mm )
0.5″ | 12.70mm
0.25″ | 6.35mm
Calibre 16 (0.063″ | 1.60mm )
0.5″ | 12.70mm
0.04″ | 1.02mm
Calibre 16 (0.063″ | 1.60mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
Calibre 16 (0.063″ | 1.60mm )
0.3″ | 7.62mm
0.05″ | 1.27mm
Calibre 16 (0.063″ | 1.60mm )
0.5″ | 12.70mm
0.12″ | 3.05mm
Calibre 16 (0.063″ | 1.60mm )
0.3″ | 7.62mm
0.055″ | 1.40mm
Calibre 16 (0.063″ | 1.60mm )
0.3″ | 7.62mm
0.08″ | 2.03mm
Calibre 16 (0.063″ | 1.60mm )
0.265″ | 6.73mm
0.055″ | 1.40mm
Calibre 16 (0.063″ | 1.60mm )
0.375″ | 9.52mm
0.07″ | 1.78mm
Calibre 16 (0.063″ | 1.60mm )
0.2″ | 5.08mm
0.05″ | 1.27mm
Calibre 16 (0.063″ | 1.60mm )
0.265″ | 6.73mm
0.075″ | 1.90mm
Calibre 16 (0.063″ | 1.60mm )
0.2″ | 5.08mm
0.05″ | 1.27mm
Calibre 16 (0.063″ | 1.60mm )
0.265″ | 6.73mm
0.08″ | 2.03mm
Calibre 16 (0.063″ | 1.60mm )
0.5″ | 12.70mm
0.1″ | 2.54mm
Calibre 16 (0.063″ | 1.60mm )
0.2″ | 5.08mm
0.035″ | 0.89mm
Calibre 16 (0.063″ | 1.60mm )
0.5″ | 12.70mm
0.105″ | 2.67mm
Jauge 18 (0.05″ | 1.27mm )
0.2″ | 5.08mm
0.05″ | 1.27mm
Jauge 18 (0.05″ | 1.27mm )
0.5″ | 12.70mm
0.04″ | 1.02mm
Jauge 18 (0.05″ | 1.27mm )
0.5″ | 12.70mm
0.12″ | 3.05mm
Jauge 18 (0.05″ | 1.27mm )
0.5″ | 12.70mm
0.115″ | 2.92mm
Jauge 18 (0.05″ | 1.27mm )
0.3″ | 7.62mm
0.07″ | 1.78mm
Jauge 18 (0.05″ | 1.27mm )
0.375″ | 9.52mm
0.1″ | 2.54mm
Jauge 18 (0.05″ | 1.27mm )
0.3″ | 7.62mm
0.06″ | 1.52mm
Jauge 18 (0.05″ | 1.27mm )
0.2″ | 5.08mm
0.045″ | 1.14mm
Jauge 18 (0.05″ | 1.27mm )
0.265″ | 6.73mm
0.08″ | 2.03mm
Jauge 18 (0.05″ | 1.27mm )
0.5″ | 12.70mm
0.12″ | 3.05mm
Jauge 18 (0.05″ | 1.27mm )
0.375″ | 9.52mm
0.125″ | 3.18mm
Jauge 18 (0.05″ | 1.27mm )
0.5″ | 12.70mm
0.24″ | 6.10mm
Jauge 18 (0.05″ | 1.27mm )
0.265″ | 6.73mm
0.085″ | 2.16mm
Jauge 18 (0.05″ | 1.27mm )
1.375″ | 34.92mm
0.4″ | 10.16mm
Jauge 18 (0.05″ | 1.27mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
Jauge 18 (0.05″ | 1.27mm )
0.265″ | 6.73mm
0.06″ | 1.52mm
Jauge 18 (0.05″ | 1.27mm )
0.375″ | 9.52mm
0.09″ | 2.29mm
Jauge 18 (0.05″ | 1.27mm )
0.3″ | 7.62mm
0.08″ | 2.03mm
Jauge 20 (0.038″ | 0.97mm )
0.3″ | 7.62mm
0.06″ | 1.52mm
Jauge 20 (0.038″ | 0.97mm )
0.5″ | 12.70mm
0.125″ | 3.18mm
Jauge 20 (0.038″ | 0.97mm )
0.5″ | 12.70mm
0.11″ | 2.79mm
Jauge 20 (0.038″ | 0.97mm )
0.5″ | 12.70mm
0.1″ | 2.54mm
Jauge 20 (0.038″ | 0.97mm )
0.375″ | 9.52mm
0.095″ | 2.41mm
Jauge 20 (0.038″ | 0.97mm )
0.2″ | 5.08mm
0.05″ | 1.27mm
Jauge 20 (0.038″ | 0.97mm )
0.3″ | 7.62mm
0.07″ | 1.78mm
Jauge 20 (0.038″ | 0.97mm )
0.265″ | 6.73mm
0.07″ | 1.78mm
Jauge 20 (0.038″ | 0.97mm )
0.5″ | 12.70mm
0.4″ | 10.16mm
22 gauge (0.031″ | 0.79mm )
0.55″ | 13.97mm
0.03″ | 0.76mm
22 gauge (0.031″ | 0.79mm )
0.265″ | 6.73mm
0.08″ | 2.03mm
22 gauge (0.031″ | 0.79mm )
0.375″ | 9.52mm
0.08″ | 2.03mm
22 gauge (0.031″ | 0.79mm )
0.3″ | 7.62mm
0.08″ | 2.03mm
22 gauge (0.031″ | 0.79mm )
0.5″ | 12.70mm
0.09″ | 2.29mm
22 gauge (0.031″ | 0.79mm )
0.3″ | 7.62mm
0.075″ | 1.90mm
22 gauge (0.031″ | 0.79mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
22 gauge (0.031″ | 0.79mm )
0.2″ | 5.08mm
0.05″ | 1.27mm
24 gauge (0.024″ | 0.61mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
24 gauge (0.024″ | 0.61mm )
0.265″ | 6.73mm
0.08″ | 2.03mm
24 gauge (0.025″ | 0.64mm )
0.5″ | 12.70mm
0.1″ | 2.54mm
N'oubliez pas de tenir compte de la qualité et des propriétés de l'acier inoxydable que vous avez choisi pour déterminer le rayon de courbure approprié à votre application.
(3) Tableau des rayons de courbure pour les alliages d'aluminium
Les alliages d'aluminium offrent des options légères, solides et résistantes à la corrosion pour la fabrication de tôles. Comme pour l'acier à faible teneur en carbone, le rayon de courbure minimal des alliages d'aluminium est généralement égal à l'épaisseur de la tôle. Toutefois, certains alliages spécifiques peuvent présenter une meilleure ou une moins bonne formabilité. Voici un guide général des rayons de courbure minimaux pour quelques alliages d'aluminium courants :
Épaisseur
Courbe minimale
Rayon de courbure
(0.032″ | 0.81mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
(0.032″ | 0.81mm )
0.2″ | 5.08mm
0.035″ | 0.89mm
(0.1285″ | 3.26mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
(0.25″ | 6.35mm )
1.375″ | 34.92mm
0.16″ | 4.06mm
(0.25″ | 6.35mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
(0.25″ | 6.35mm )
0.75″ | 19.05mm
0.125″ | 3.18mm
Jauge 10 (0.102″ | 2.59mm )
0.5″ | 12.70mm
0.078″ | 1.98mm
Jauge 10 (0.102″ | 2.59mm )
0.5″ | 12.70mm
0.045″ | 1.14mm
Jauge 10 (0.102″ | 2.59mm )
0.5″ | 12.70mm
0.125″ | 3.18mm
Jauge 10 (0.102″ | 2.59mm )
1.5″ | 38.10mm
1.063″ | 27.00mm
Jauge 10 (0.102″ | 2.59mm )
0.5″ | 12.70mm
0.04″ | 1.02mm
Jauge 10 (0.102″ | 2.59mm )
1.5″ | 38.10mm
1.125″ | 28.58mm
Jauge 10 (0.102″ | 2.59mm )
0.5″ | 12.70mm
0.04″ | 1.02mm
Jauge 10 (0.102″ | 2.59mm )
0.5″ | 12.70mm
0.07″ | 1.78mm
11 gauge (0.091″ | 2.31mm )
0.5″ | 12.70mm
0.05″ | 1.27mm
11 gauge (0.091″ | 2.31mm )
0.75″ | 19.05mm
0.24″ | 6.10mm
11 gauge (0.091″ | 2.31mm )
0.375″ | 9.52mm
0.04″ | 1.02mm
11 gauge (0.091″ | 2.31mm )
0.375″ | 9.52mm
0.04″ | 1.02mm
11 gauge (0.091″ | 2.31mm )
1.375″ | 34.92mm
0.24″ | 6.10mm
11 gauge (0.091″ | 2.31mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
11 gauge (0.091″ | 2.31mm )
0.375″ | 9.52mm
0.05″ | 1.27mm
11 gauge (0.091″ | 2.31mm )
0.5″ | 12.70mm
0.045″ | 1.14mm
11 gauge (0.091″ | 2.31mm )
0.5″ | 12.70mm
0.125″ | 3.18mm
11 gauge (0.091″ | 2.31mm )
0.375″ | 9.52mm
0.062″ | 1.57mm
11 gauge (0.091″ | 2.31mm )
0.5″ | 12.70mm
0.05″ | 1.27mm
11 gauge (0.091″ | 2.31mm )
0.375″ | 9.52mm
0.045″ | 1.14mm
11 gauge (0.091″ | 2.31mm )
0.5″ | 12.70mm
0.04″ | 1.02mm
Jauge 11 (0.0914″ | 2.32mm )
0.375″ | 9.52mm
0.04″ | 1.02mm
Calibre 12 (0.081″ | 2.06mm )
0.3″ | 7.62mm
0.0622″ | 1.58mm
Calibre 12 (0.081″ | 2.06mm )
0.5″ | 12.70mm
0.045″ | 1.14mm
Calibre 12 (0.081″ | 2.06mm )
0.375″ | 9.52mm
0.04″ | 1.02mm
Calibre 12 (0.081″ | 2.06mm )
0.5″ | 12.70mm
0.04″ | 1.02mm
Calibre 12 (0.081″ | 2.06mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
Calibre 12 (0.081″ | 2.06mm )
1.5″ | 38.10mm
1.1″ | 27.94mm
Calibre 12 (0.081″ | 2.06mm )
1.5″ | 38.10mm
1″ | 25.40mm
Calibre 12 (0.081″ | 2.06mm )
0.275″ | 6.98mm
0.04″ | 1.02mm
Calibre 12 (0.081″ | 2.06mm )
0.5″ | 12.70mm
0.125″ | 3.18mm
Calibre 12 (0.081″ | 2.06mm )
0.3″ | 7.62mm
0.04″ | 1.02mm
Calibre 12 (0.081″ | 2.06mm )
0.5″ | 12.70mm
0.055″ | 1.40mm
Calibre 12 (0.081″ | 2.06mm )
0.275″ | 6.98mm
0.062″ | 1.57mm
Calibre 12 (0.081″ | 2.06mm )
0.75″ | 19.05mm
0.24″ | 6.10mm
14 gauge (0.064″ | 1.63mm )
1.5″ | 38.10mm
1.2″ | 30.48mm
14 gauge (0.064″ | 1.63mm )
0.3″ | 7.62mm
0.035″ | 0.89mm
14 gauge (0.064″ | 1.63mm )
0.55″ | 13.97mm
0.03″ | 0.76mm
14 gauge (0.064″ | 1.63mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
14 gauge (0.064″ | 1.63mm )
0.265″ | 6.73mm
0.04″ | 1.02mm
14 gauge (0.064″ | 1.63mm )
0.265″ | 6.73mm
0.035″ | 0.89mm
14 gauge (0.064″ | 1.63mm )
0.3″ | 7.62mm
0.04″ | 1.02mm
14 gauge (0.064″ | 1.63mm )
0.5″ | 12.70mm
0.125″ | 3.18mm
14 gauge (0.064″ | 1.63mm )
1.5″ | 38.10mm
0.7″ | 17.78mm
14 gauge (0.064″ | 1.63mm )
0.3″ | 7.62mm
0.062″ | 1.57mm
14 gauge (0.064″ | 1.63mm )
0.2″ | 5.08mm
0.045″ | 1.14mm
14 gauge (0.064″ | 1.63mm )
0.2″ | 5.08mm
0.035″ | 0.89mm
14 gauge (0.064″ | 1.63mm )
1.5″ | 38.10mm
1.225″ | 31.12mm
14 gauge (0.064″ | 1.63mm )
0.375″ | 9.52mm
0.06″ | 1.52mm
14 gauge (0.064″ | 1.63mm )
0.5″ | 12.70mm
0.22″ | 5.59mm
14 gauge (0.064″ | 1.63mm )
0.5″ | 12.70mm
0.045″ | 1.14mm
14 gauge (0.064″ | 1.63mm )
0.375″ | 9.52mm
0.04″ | 1.02mm
14 gauge (0.064″ | 1.63mm )
0.5″ | 12.70mm
0.05″ | 1.27mm
14 gauge (0.064″ | 1.63mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
14 gauge (0.064″ | 1.63mm )
0.265″ | 6.73mm
0.062″ | 1.57mm
14 gauge (0.064″ | 1.63mm )
0.5″ | 12.70mm
0.04″ | 1.02mm
14 gauge (0.064″ | 1.63mm )
0.2″ | 5.08mm
0.035″ | 0.89mm
14 gauge (0.064″ | 1.63mm )
1.5″ | 38.10mm
1.13″ | 28.70mm
Calibre 16 (0.051″ | 1.30mm )
1.5″ | 38.10mm
1.2″ | 30.48mm
Calibre 16 (0.051″ | 1.30mm )
0.375″ | 9.52mm
0.04″ | 1.02mm
Calibre 16 (0.051″ | 1.30mm )
0.265″ | 6.73mm
0.035″ | 0.89mm
Calibre 16 (0.051″ | 1.30mm )
0.3″ | 7.62mm
0.04″ | 1.02mm
Calibre 16 (0.051″ | 1.30mm )
0.5″ | 12.70mm
0.125″ | 3.18mm
Calibre 16 (0.051″ | 1.30mm )
0.3″ | 7.62mm
0.062″ | 1.57mm
Calibre 16 (0.051″ | 1.30mm )
0.55″ | 13.97mm
0.03″ | 0.76mm
Calibre 16 (0.051″ | 1.30mm )
0.5″ | 12.70mm
0.23″ | 5.84mm
Calibre 16 (0.051″ | 1.30mm )
0.2″ | 5.08mm
0.035″ | 0.89mm
Calibre 16 (0.051″ | 1.30mm )
0.5″ | 12.70mm
0.04″ | 1.02mm
Calibre 16 (0.051″ | 1.30mm )
0.2″ | 5.08mm
0.045″ | 1.14mm
Calibre 16 (0.051″ | 1.30mm )
0.375″ | 9.52mm
0.05″ | 1.27mm
Calibre 16 (0.051″ | 1.30mm )
0.265″ | 6.73mm
0.05″ | 1.27mm
Calibre 16 (0.051″ | 1.30mm )
0.5″ | 12.70mm
0.05″ | 1.27mm
Calibre 16 (0.051″ | 1.30mm )
1.375″ | 34.92mm
0.4″ | 10.16mm
Calibre 16 (0.051″ | 1.30mm )
0.265″ | 6.73mm
0.062″ | 1.57mm
Calibre 16 (0.051″ | 1.30mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
Jauge 18 (0.04″ | 1.02mm )
0.375″ | 9.52mm
0.045″ | 1.14mm
Jauge 18 (0.04″ | 1.02mm )
0.375″ | 9.52mm
0.04″ | 1.02mm
Jauge 18 (0.04″ | 1.02mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
Jauge 18 (0.04″ | 1.02mm )
0.2″ | 5.08mm
0.035″ | 0.89mm
Jauge 18 (0.04″ | 1.02mm )
1.375″ | 34.92mm
0.45″ | 11.43mm
Jauge 18 (0.04″ | 1.02mm )
0.5″ | 12.70mm
0.125″ | 3.18mm
Jauge 18 (0.04″ | 1.02mm )
0.265″ | 6.73mm
0.04″ | 1.02mm
Jauge 18 (0.04″ | 1.02mm )
0.265″ | 6.73mm
0.05″ | 1.27mm
Jauge 18 (0.04″ | 1.02mm )
0.55″ | 13.97mm
0.04″ | 1.02mm
Jauge 18 (0.04″ | 1.02mm )
0.5″ | 12.70mm
0.06″ | 1.52mm
Jauge 18 (0.04″ | 1.02mm )
0.3″ | 7.62mm
0.07″ | 1.78mm
Jauge 18 (0.04″ | 1.02mm )
0.265″ | 6.73mm
0.062″ | 1.57mm
Jauge 18 (0.04″ | 1.02mm )
0.2″ | 5.08mm
0.045″ | 1.14mm
Jauge 18 (0.04″ | 1.02mm )
0.5″ | 12.70mm
0.04″ | 1.02mm
Jauge 18 (0.04″ | 1.02mm )
0.5″ | 12.70mm
0.24″ | 6.10mm
Jauge 18 (0.04″ | 1.02mm )
0.3″ | 7.62mm
0.04″ | 1.02mm
Jauge 20 (0.032″ | 0.81mm )
0.5″ | 12.70mm
0.06″ | 1.52mm
Jauge 20 (0.032″ | 0.81mm )
0.375″ | 9.52mm
0.055″ | 1.40mm
Jauge 20 (0.032″ | 0.81mm )
1.375″ | 34.92mm
0.4″ | 10.16mm
Jauge 20 (0.032″ | 0.81mm )
0.2″ | 5.08mm
0.035″ | 0.89mm
Jauge 20 (0.032″ | 0.81mm )
0.265″ | 6.73mm
0.062″ | 1.57mm
Jauge 20 (0.032″ | 0.81mm )
0.3″ | 7.62mm
0.045″ | 1.14mm
Jauge 20 (0.032″ | 0.81mm )
0.2″ | 5.08mm
0.04″ | 1.02mm
Jauge 20 (0.032″ | 0.81mm )
0.55″ | 13.97mm
0.03″ | 0.76mm
Jauge 20 (0.032″ | 0.81mm )
0.3″ | 7.62mm
0.07″ | 1.78mm
Jauge 20 (0.032″ | 0.81mm )
0.265″ | 6.73mm
0.05″ | 1.27mm
Jauge 20 (0.032″ | 0.81mm )
0.3″ | 7.62mm
0.04″ | 1.02mm
Jauge 20 (0.032″ | 0.81mm )
0.265″ | 6.73mm
0.04″ | 1.02mm
Jauge 20 (0.032″ | 0.81mm )
0.5″ | 12.70mm
0.04″ | 1.02mm
Jauge 5 (0.188″ | 4.78mm )
0.75″ | 19.05mm
0.12″ | 3.05mm
Jauge 5 (0.188″ | 4.78mm )
1.375″ | 34.92mm
0.355″ | 9.02mm
Jauge 5 (0.188″ | 4.78mm )
1.5″ | 38.10mm
0.375″ | 9.52mm
Jauge 5 (0.188″ | 4.78mm )
1.375″ | 34.92mm
0.125″ | 3.18mm
Jauge 5 (0.188″ | 4.78mm )
1.375″ | 34.92mm
0.22″ | 5.59mm
Jauge 5 (0.188″ | 4.78mm )
1.375″ | 34.92mm
0.16″ | 4.06mm
Jauge 5 (0.188″ | 4.78mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
Jauge 8 (0.1285″ | 3.26mm )
1.375″ | 34.92mm
0.225″ | 5.72mm
Jauge 8 (0.1285″ | 3.26mm )
0.5″ | 12.70mm
0.06″ | 1.52mm
Jauge 8 (0.1285″ | 3.26mm )
0.5″ | 12.70mm
0.04″ | 1.02mm
Jauge 8 (0.1285″ | 3.26mm )
0.5″ | 12.70mm
0.065″ | 1.65mm
Jauge 8 (0.1285″ | 3.26mm )
0.75″ | 19.05mm
0.125″ | 3.18mm
Jauge 8 (0.1285″ | 3.26mm )
1.375″ | 34.92mm
0.375″ | 9.52mm
Jauge 8 (0.1285″ | 3.26mm )
0.5″ | 12.70mm
0.125″ | 3.18mm
Jauge 8 (0.1285″ | 3.26mm )
0.5″ | 12.70mm
0.045″ | 1.14mm
Jauge 8 (0.1285″ | 3.26mm )
1.5″ | 38.10mm
1″ | 25.40mm
Jauge 8 (0.1285″ | 3.26mm )
1.5″ | 38.10mm
1.05″ | 26.67mm
Tenez compte des propriétés spécifiques de l'alliage lors de la planification de votre projet. Un rayon de courbure inapproprié peut endommager le matériau ou nécessiter des processus supplémentaires de post-pliage pour corriger les distorsions.
Rayon interne de la pièce
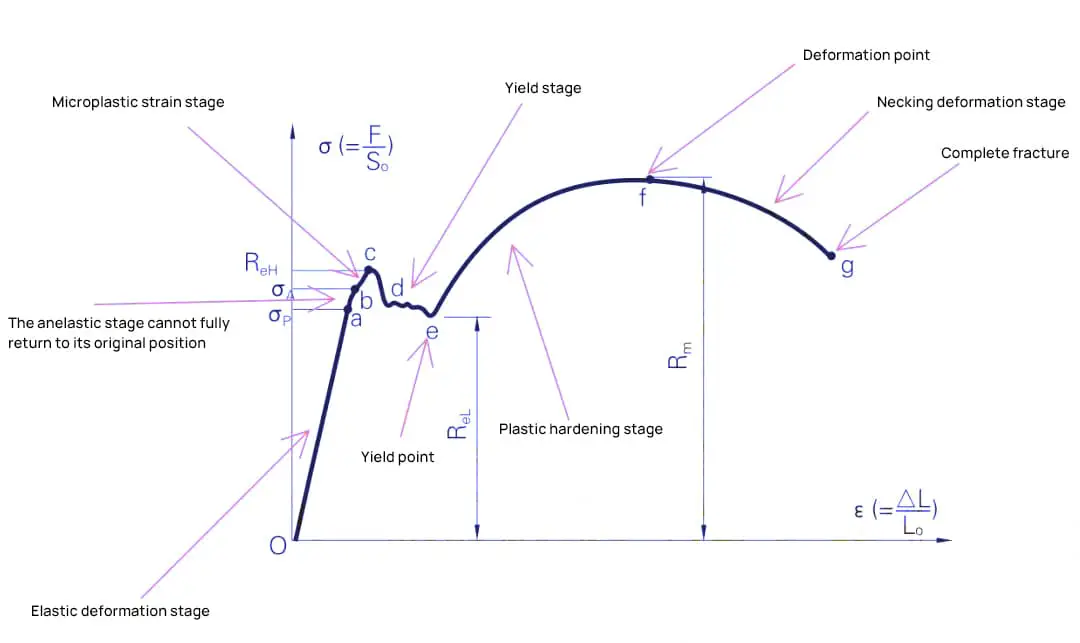
Avant d'aborder les rayons internes (angles R) des pièces, il est utile de comprendre les caractéristiques des matériaux métalliques.
Comme l'illustre la courbe contrainte-déformation ci-dessous, la partie initiale représente la phase de déformation élastique, au cours de laquelle le matériau peut revenir à sa position initiale après que la force de traction a été relâchée.
Si l'on continue à appliquer une force au-delà de la limite d'élasticité, le matériau entre dans la phase d'écrouissage, où une force de traction supplémentaire provoque une déformation plastique permanente. Pour induire une déformation plastique plus importante, il faut augmenter la force.
Après avoir atteint la contrainte maximale, la poursuite de la force de traction entraîne la formation d'un collet et, finalement, la rupture complète. Au cours du processus de pliage, la déformation de la tôle se produit principalement dans la phase d'écrouissage, caractérisée par une exigence de contrainte accrue au fur et à mesure que la déformation augmente.
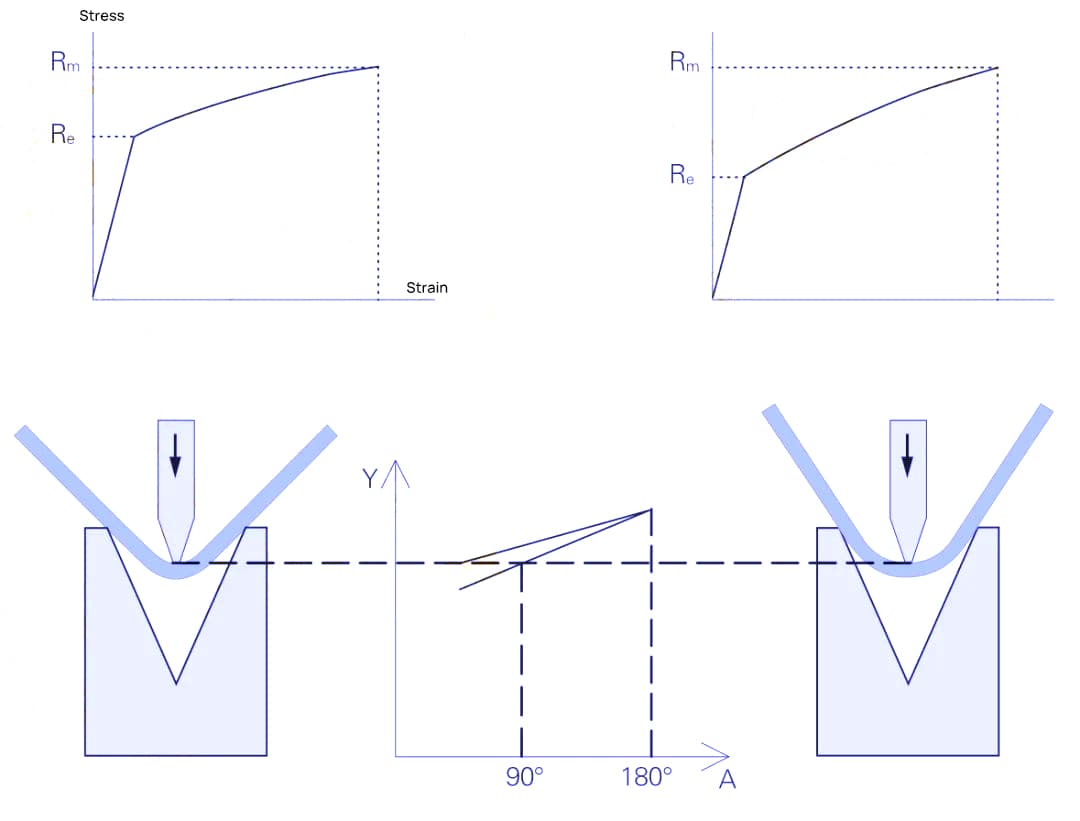
L'angle R interne d'une pièce est lié au matériau, comme le montre le graphique ci-dessous.
La relation entre le rayon interne d'une pièce et les propriétés du matériau
Les matériaux à faible écrouissage présentent des angles R internes plus petits, tandis que ceux à fort écrouissage présentent des angles R internes plus grands. L'angle R interne est également influencé par l'ouverture de la matrice du moule inférieur ; plus l'ouverture est petite, plus l'angle R interne est faible, comme l'indique le tableau ci-dessous.
Tableau : Relation entre le rayon interne de la pièce et l'ouverture de la matrice
La plage de sélection pour l'ouverture de la matrice inférieure de pliage est typiquement :
Pour les tôles d'une épaisseur inférieure à 4 mm, l'ouverture de la matrice doit être 6 à 8 fois supérieure à l'épaisseur du matériau ;
Pour les tôles de plus de 4 mm d'épaisseur, l'ouverture de la matrice doit être 8 à 12 fois supérieure à l'épaisseur du matériau.
Par conséquent, l'angle R interne souhaité pour une pièce pliée peut être obtenu en tenant compte des propriétés du matériau en conjonction avec le choix de l'ouverture de la matrice.
Exigences relatives au moule supérieur : Tant que l'angle R du moule supérieur ne dépasse pas l'angle R standard, il n'a pratiquement aucun effet sur l'angle R interne de la pièce pliée.
Si l'angle R interne requis de la pièce à usiner est supérieur à la norme, le rayon R de la pointe du moule supérieur doit être augmenté ;
Si l'angle R interne requis est inférieur à la norme, il est possible d'utiliser le rainurage de la tôle ou le pliage par le bas, et le rayon R de la pointe du moule supérieur doit être réduit.
Pour certains matériaux peu ductiles, un rayon R plus important à l'extrémité du moule peut également être nécessaire pour plier un angle R interne plus important afin d'éviter la fracture du matériau.
Comprendre le rayon de courbure de la tôle
Le rayon de courbure de la tôle est un aspect essentiel à prendre en compte lors de la fabrication ou de la conception de pièces. Il a un impact significatif sur la qualité et la fonctionnalité du produit final.
Dans cette section, vous apprendrez ce qu'est le rayon de courbure, les facteurs qui l'influencent et les lignes directrices pour sélectionner le rayon de courbure minimal approprié.
Facteurs influençant le rayon de courbure
Le rayon de courbure dépend de plusieurs facteurs, tels que
Matériau: Différents métaux ont des réactions différentes au pliage. Par exemple, l'aluminium peut être plié dans un rayon plus étroit que l'acier en raison de sa flexibilité.
Épaisseur: Lorsque l'épaisseur de la tôle augmente, le rayon de courbure minimal augmente également.
Direction du grain: Le pliage dans le sens du grain nécessite un rayon plus grand que le pliage transversal.
Angle de courbure: Lorsque l'angle de courbure augmente, il peut être nécessaire d'augmenter le rayon de courbure pour éviter la concentration de contraintes ou la fissuration.
Outillage: La matrice et le poinçon utilisés dans une presse plieuse influencent également le rayon de courbure.
La compréhension de ces facteurs et de leur impact sur le rayon de courbure peut vous aider à prendre des décisions éclairées au cours du processus de conception et à améliorer la qualité et la durabilité de vos pièces.
Lignes directrices concernant le rayon de courbure minimal
Pour éviter la formation de fissures ou la déformation des pièces lors du cintrage, il est essentiel de respecter les directives relatives au rayon de cintrage minimal. Ces directives peuvent varier en fonction du matériau et de ses propriétés :
Acier doux: Pour les matériaux d'une épaisseur allant jusqu'à 1,2 mm, un rayon de courbure minimal de 0,8T (T = épaisseur du matériau) est recommandé.
Aluminium: Un rayon de courbure minimal de 2T est généralement suggéré pour les matériaux d'une épaisseur inférieure à 4 mm.
Acier inoxydable: Pour les épaisseurs jusqu'à 3 mm, un rayon de courbure minimum de 1,5T est proposé.
Il s'agit de lignes directrices générales, et il est essentiel de consulter les recommandations spécifiques aux matériaux ou d'expérimenter avec vos combinaisons spécifiques de tôle et d'outillage pour obtenir le résultat souhaité. En respectant les directives relatives au rayon de courbure, vous pouvez garantir un produit final de haute qualité, avec moins de défauts, moins de déchets et une résistance accrue.
Questions fréquemment posées
Vous trouverez ci-dessous les réponses à certaines questions fréquemment posées :
Quel est le rayon de courbure minimal pour la tôle ?
Le rayon de courbure minimal des tôles est influencé par plusieurs facteurs, notamment l'épaisseur du matériau, le type et l'orientation de la courbure par rapport au grain. En général, le rayon de courbure minimum est au moins égal à l'épaisseur du matériau (1t). Toutefois, cette valeur peut varier en fonction des propriétés et des conditions spécifiques du matériau.
Par exemple, l'acier ayant certaines propriétés de résistance à la traction peut nécessiter un rayon de courbure minimal de 2 fois l'épaisseur du matériau. L'orientation du pliage joue également un rôle : un pliage en travers du grain (transversal) permet généralement d'obtenir un rayon plus petit qu'un pliage dans le sens du grain (longitudinal). Les matériaux plus souples, comme l'acier à faible teneur en carbone ou l'aluminium souple, permettent d'obtenir des rayons plus serrés, tandis que les matériaux plus durs nécessitent des rayons plus importants. Par exemple, l'aluminium 6061 dans l'état T4 peut nécessiter un rayon de 3 à 4 fois l'épaisseur, alors que dans l'état O, il peut ne nécessiter que 1 à 2 fois l'épaisseur.
Il existe également une distinction entre le rayon de courbure minimal réalisable et le rayon de courbure recommandé. Alors que le rayon de courbure minimum réalisable est le plus petit qu'il est possible d'atteindre sans que le matériau ne se casse, le rayon recommandé est généralement plus grand pour assurer la stabilité du matériau et réduire les contraintes sur l'équipement.
Dans la pratique, les lignes directrices générales suggèrent un rayon de courbure minimal égal à l'épaisseur du matériau, mais pour obtenir des résultats optimaux et éviter les défauts, il est souvent conseillé d'utiliser un rayon plus grand, par exemple 10 à 12 fois l'épaisseur du matériau.
Comment le type de matériau affecte-t-il le rayon de courbure ?
Le type de matériau a un impact significatif sur le rayon de courbure dans le pliage des tôles en raison des variations de propriétés telles que la dureté, la ductilité et la direction du grain. Les matériaux plus durs tels que l'acier et l'acier inoxydable nécessitent généralement des rayons de courbure minimaux plus importants pour éviter les fissures, par rapport aux matériaux plus tendres tels que l'aluminium. Par exemple, une tôle d'acier de 1 mm d'épaisseur peut nécessiter un rayon de courbure minimal de 1 mm, alors que l'aluminium peut souvent s'accommoder d'un rayon plus petit.
Le sens du grain joue également un rôle crucial. Le pliage en travers du grain (perpendiculaire) donne généralement des plis plus résistants avec moins de risque de fissuration, tandis que le pliage parallèle au grain augmente la probabilité de fissuration et réduit la résistance du pliage. En outre, l'épaisseur du matériau et l'angle de pliage influencent le rayon de pliage requis, les matériaux plus durs nécessitant des rayons plus importants pour un même angle de pliage.
Le facteur K, qui influe sur le calcul de la tolérance de pliage, varie en fonction de la dureté et de l'épaisseur du matériau. Les matériaux plus durs ont des facteurs K plus élevés, ce qui indique un déplacement plus important de l'axe neutre vers la surface intérieure pendant le pliage. En pratique, l'utilisation de rayons de courbure plus importants ou le recuit des matériaux avant le pliage peuvent contribuer à atténuer la fissuration, en particulier pour les matériaux à température élevée ou à faible ductilité comme l'aluminium T-6.
Il est essentiel de comprendre ces exigences spécifiques aux matériaux pour concevoir et fabriquer des composants en tôle sans défaut.
Quels sont les outils utilisés pour mesurer le rayon de courbure des tôles ?
La mesure du rayon de courbure de la tôle exige de la précision et des outils adéquats. L'un des outils les plus couramment utilisés est la jauge de rayon, qui se présente sous différentes formes (métal ou plastique transparent) et qui est conçue pour s'insérer directement dans le pli afin d'en déterminer le rayon. Des pieds à coulisse peuvent également être utilisés pour mesurer le rayon de courbure ; toutefois, cette méthode peut être moins précise, en particulier si le rayon s'aplatit, car elle repose sur une estimation visuelle.
Des outils de transfert constitués de fines plaques de calage en acier inoxydable et dotés d'une vis à ailettes permettent de copier et de mesurer efficacement le rayon de courbure. Ces outils sont placés sur le coude, serrés, puis ramenés pour vérification à l'aide de gabarits de cercle ou d'autres dispositifs de mesure. Pour une plus grande précision, des machines à mesurer tridimensionnelles (MMT) et des comparateurs optiques sont utilisés, bien qu'ils puissent être limités dans la capture de profils détaillés.
Les équipements de mesure avancés tels que le profilomètre optique 3D KEYENCE VR-Series offrent des mesures sans contact, capturant la forme 3D de la surface avec une grande précision et efficacité, surmontant ainsi de nombreux défis associés aux outils conventionnels. En outre, l'inspection du rayon sur le poinçon ou la consultation de l'opérateur de la presse plieuse peuvent fournir des informations précieuses, en particulier lorsque les pièces sont produites en interne. Des outils spécialisés comme le rapporteur BendPro peuvent également être utilisés pour mesurer et calculer les rayons de courbure, en particulier pour les composants tubulaires, ce qui démontre la polyvalence des principes du rapporteur dans diverses applications de cintrage des métaux. En utilisant ces outils, les fabricants peuvent garantir des mesures précises et cohérentes du rayon de courbure, ce qui est essentiel pour un travail du métal de haute qualité.
Pourquoi la surépaisseur de pliage est-elle importante dans la conception des tôles ?
La surépaisseur de pliage est essentielle dans la conception et la fabrication des tôles, car elle influence directement la précision des dimensions finales des pièces pliées. En tenant compte de la surépaisseur de pliage, les concepteurs s'assurent que les dimensions du produit fini correspondent aux spécifications, ce qui permet d'éviter les problèmes d'assemblage. En outre, des calculs corrects de la surépaisseur de pliage améliorent l'utilisation des matériaux en réduisant les déchets, car ils garantissent que la tôle est coupée à la bonne taille avant d'être pliée, ce qui favorise en fin de compte la rentabilité.
En outre, il est essentiel d'incorporer la bonne tolérance de pliage pour obtenir un ajustement correct lors de l'assemblage. Les pièces qui ne sont pas pliées aux bonnes dimensions risquent de ne pas s'aligner correctement, ce qui pose d'importants problèmes dans les processus d'assemblage. Une surépaisseur de pliage précise affecte également la répartition des contraintes à l'intérieur des composants pliés, ce qui permet de maintenir leur intégrité structurelle et d'éviter les déformations ou les fractures potentielles.
Pour calculer la surépaisseur de pliage, une formule spécifique prend en compte l'angle de pliage, le rayon de pliage intérieur, le facteur K et l'épaisseur du matériau. Ce calcul permet d'éviter les déformations au cours du processus de pliage et de garantir le respect du rayon de courbure minimal, ce qui est essentiel pour les performances du matériau. Globalement, la surépaisseur de pliage contribue à la cohérence de la fabrication, ce qui permet aux fabricants de produire des pièces de haute qualité qui répondent aux spécifications de conception tout en minimisant les erreurs et le besoin de retouches.
Comment éviter les fissures lors du pliage de la tôle ?
Pour éviter les fissures lors du pliage des tôles, plusieurs facteurs et techniques clés doivent être pris en compte. Il s'agit notamment de choisir le bon matériau avec les propriétés appropriées, de respecter le rayon de pliage minimal recommandé, de plier en travers du grain, d'effectuer un recuit avant pliage, de garantir une épaisseur uniforme, de placer soigneusement les trous et les caractéristiques, d'appliquer une contre-tension pendant le pliage, d'éviter les zones affectées par la chaleur, et d'investir dans un équipement et une maintenance de qualité. Le respect de ces lignes directrices peut réduire considérablement le risque de fissuration et garantir que vos pièces répondent aux spécifications requises et conservent leur intégrité structurelle.
Quelles sont les règles empiriques les plus courantes pour le pliage de la tôle ?
Lors du pliage de tôles, plusieurs règles empiriques sont couramment suivies pour garantir l'intégrité et la qualité des pièces pliées. En voici quelques-unes :
Rayon de courbure minimal: Le rayon de courbure minimum doit généralement être au moins égal à l'épaisseur du matériau (1t) pour éviter les fissures ou les déformations. Pour les matériaux plus durs, un rayon de courbure plus important peut être nécessaire, tel que 2t ou 3t, en fonction des propriétés et de l'épaisseur spécifiques du matériau.
Type de matériau et épaisseur: Le rayon de courbure augmente avec l'épaisseur et la dureté du matériau. Par exemple, l'acier d'une épaisseur comprise entre 0,5 et 0,8 pouce peut nécessiter un rayon de courbure minimum de 2,5 à 3,75 fois l'épaisseur du matériau. D'autres matériaux, comme l'aluminium et l'acier inoxydable, ont leurs propres exigences en matière de rayon de courbure.
Relation entre l'ouverture de la matrice et le rayon de courbure: Une règle typique est que le rayon de courbure intérieur doit être d'environ 13 à 15 % de l'ouverture de la matrice. Il est recommandé d'utiliser une ouverture de matrice correspondant à 8 à 12 fois l'épaisseur du matériau afin d'éviter une pression excessive et des dommages potentiels à l'outillage.
Sens de cintrage et orientation des grains: Le cintrage dans le sens du grain nécessite généralement un rayon de cintrage plus important que le cintrage en travers du grain afin d'éviter la rupture du matériau.
Tolérance de pliage et géométrie: La hauteur de cintrage doit être supérieure ou égale au rayon de cintrage plus deux fois l'épaisseur du matériau (H ≥ 2t + R). Cette considération permet d'obtenir des dimensions de pliage précises.
Considérations relatives à la conception: Les encoches et les plis doivent être suffisamment espacés ; par exemple, la distance entre l'encoche et le pli doit être au moins égale à 3 fois l'épaisseur de la tôle plus le rayon du pli. Les trous et les fentes doivent être placés à une distance d'au moins 2,5 à 4 fois l'épaisseur du matériau par rapport aux bords du pli pour éviter toute déformation. En outre, les fraises et les courbes ont des exigences spécifiques en matière de dégagement et de taille par rapport à l'épaisseur du matériau et au rayon de courbure.
Outillage et équipement: L'utilisation d'une presse plieuse et d'outils de pliage du métal appropriés est essentielle pour obtenir un rayon de courbure correct. Un outillage approprié permet d'assurer un pliage cohérent et précis, réduisant ainsi le risque d'endommagement du matériau.
En respectant ces règles empiriques, les fabricants peuvent assurer des opérations de pliage de tôle efficaces et de haute qualité, en minimisant le risque de défauts et en garantissant l'intégrité structurelle des pièces pliées.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé comment les différents matériaux affectent le pliage de la tôle ? Dans cet article perspicace, un ingénieur mécanicien chevronné partage son expertise sur l'impact des types de matériaux, de l'épaisseur et...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie se plient parfois maladroitement ou se fissurent ? Cet article démystifie le rôle crucial des trous de fabrication dans le pliage de la tôle. Vous apprendrez comment ces trous...
Avez-vous déjà été confronté à des difficultés lors du pliage de plaques d'acier inoxydable ? Cet article dévoile les complexités du cintrage de l'acier inoxydable, de la force requise à l'impact du retour élastique. En savoir plus...
Vous êtes-vous déjà demandé comment les structures métalliques massives des locomotives obtenaient leurs courbes précises ? Dans cet article, nous vous dévoilons les secrets de la création de grands rayons de courbure dans les pièces de tôlerie....
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie ne s'assemblent pas toujours parfaitement ? La clé réside dans la compréhension de la surépaisseur de pliage. Ce concept garantit un pliage précis et réduit le gaspillage de matériaux. Dans cette...
Vous êtes-vous déjà demandé comment les concepteurs de tôles assurent la précision de leurs dessins ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la conception de tôles et explorer...
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Faites passer votre entreprise à la vitesse supérieure