Vous êtes-vous déjà demandé pourquoi vos pliages de tôle ne donnaient pas les résultats escomptés ? Pour maîtriser l'art du pliage sur presse plieuse, il faut comprendre les nuances qui peuvent faire ou défaire votre travail. Cet article propose sept conseils d'experts pour améliorer la précision, éviter les déformations et garantir des résultats constants. En suivant ces conseils, vous améliorerez vos techniques de pliage et obtiendrez à chaque fois des pliages de qualité professionnelle. Plongez dans cet article pour découvrir des conseils pratiques et des solutions aux problèmes de pliage les plus courants.
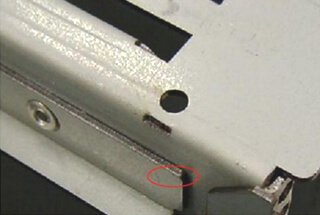
(1) Après avoir plié la tôle des deux côtés de l'angle, le matériau métallique dépasse en raison de l'extrusion. Cela entraîne une augmentation de la largeur par rapport à la taille d'origine, et la taille de la saillie dépend de l'épaisseur du matériau utilisé. Plus le matériau est épais, plus le point saillant est important.
Pour éviter ce phénomène, un demi-cercle peut être tracé de part et d'autre de la ligne de démarcation. ligne de pliage au préalable. Le diamètre du demi-cercle doit de préférence être égal à 1,5 fois l'épaisseur du matériau.
La même méthode est appliquée pour replier les matériaux restants.
(2) Lors de l'utilisation d'un machine de presse plieuse pour plier des tôles, il est préférable que l'angle R interne soit supérieur ou égal à la moitié de l'épaisseur du matériau.
Si l'angle R n'est pas formé initialement, l'angle droit disparaîtra progressivement après plusieurs coups de poing et l'angle R se formera naturellement. Par la suite, la longueur de l'un ou des deux côtés de l'angle R s'allongera légèrement.
(3) La tôle se déforme facilement lorsqu'elle est pliée.
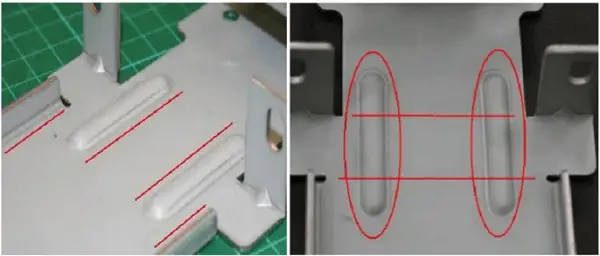
Pour éviter les déformations, une quantité appropriée de nervures de renforcement à 45 degrés peut être ajoutée aux coudes pour augmenter leur résistance, sans interférer avec d'autres pièces.
(4) En général, il est difficile de maintenir la rectitude d'une pièce de tôle étroite et allongée, et elle est susceptible de se déformer sous l'effet d'une contrainte. Pour maintenir sa résistance et sa rectitude, un côté peut être plié en forme de L ou deux côtés peuvent être pliés en forme de 冂.
Cependant, il n'est souvent pas possible de relier les formes L et 冂 du début à la fin. Que faire alors si elles sont interrompues pour une raison ou une autre ?
Dans ce cas, l'ajout d'une quantité appropriée de nervures peut contribuer à augmenter la résistance de la pièce de tôle.
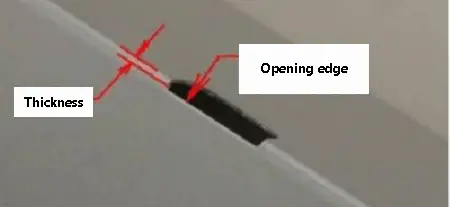
(5) Il est préférable d'avoir des ouvertures étroites dans le pliage entre la surface plane et la surface de pliage, ou le bord de l'ouverture doit être rétracté après le pliage, sinon des bavures peuvent se produire.
La largeur de l'ouverture doit être au moins 1,5 fois supérieure à l'épaisseur de la feuille.
En outre, il est essentiel de marquer l'angle R lors de la réalisation des dessins, et d'éviter toute négligence ou paresse à cet égard.
Les moules mâles et femelles à angle droit ou à angle aigu sont susceptibles de se fissurer, ce qui peut entraîner des frais supplémentaires de suspension et de réparation à l'avenir.
(6) Sauf exigence spécifique d'un angle de 90 degrés, veuillez traiter l'angle du tôle métallique à un angle R approprié.
Un angle droit sur le bord de la tôle peut créer des pointes acérées qui peuvent couper le personnel.
La pointe à angle droit de la matrice est susceptible de se fissurer en raison de la concentration des contraintes.
La pointe du poinçon supérieur est également susceptible de se fissurer, ce qui entraîne une réparation du moule et des retards de production.
En outre, même si le moule ne se fissure pas, l'angle R s'use avec le temps, ce qui entraîne des bavures sur le produit et des articles défectueux.
Il y a deux les types de pliageIl existe deux types de pliage : unilatéral et bilatéral. Pour une plus grande précision, il est recommandé d'utiliser la flexion bilatérale qui offre une meilleure précision.
Il est conseillé de veiller à ce que la hauteur du bord plié soit supérieure à 3 mm (avec une tolérance de T : 1,0 ~ 1,2 mm), car elle est insuffisante. serrage peut entraîner des dimensions instables.
Lors du pliage des bords, veillez à ce que les parties des parois latérales ou les saillies internes ne soient pas trop proches de la surface inférieure. Il est recommandé de maintenir une distance de plus de 10 mm. En effet, si la distance est trop faible, les rayon de courbure des coins sous les saillies sera plus grand que le rayon des côtés gauche et droit, car il n'y aura pas de poinçon.
Il peut en résulter une forme irrégulière qui affecte l'aspect général. Il est donc essentiel de maintenir un angle R constant tout au long du processus de pliage.
Solution :
Avant le pliage, il est possible de faire une entaille d'une longueur appropriée sur la ligne de pliage, ce qui en améliorera l'aspect.
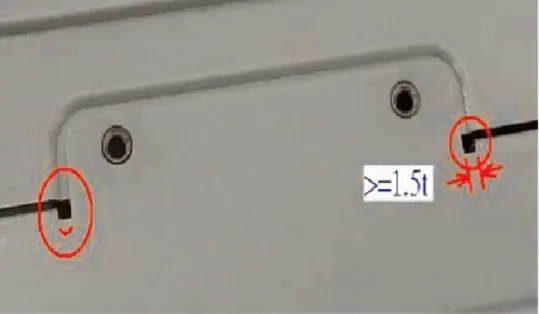
Lors du pliage des bords, il est important de veiller à ce que les ouvertures des parois latérales ne soient pas trop proches de la surface inférieure. Idéalement, il devrait y avoir une distance de 3 mm ou plus entre les deux afin d'éviter toute déformation des ouvertures pendant le processus de pliage.
Solution
Avant le pliage, un long trou d'une longueur égale à 1,5 fois l'épaisseur du matériau est percé le long de la ligne de pliage. Le but de ce trou est de permettre d'enlever facilement l'excédent de matériau sans affecter l'aspect de l'ouverture.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avis à tous les passionnés du travail des métaux ! Êtes-vous fatigué de deviner le tonnage approprié pour votre presse plieuse ? Ne cherchez plus ! Dans cet article de blog, nous allons plonger dans le monde de la presse...
Les opérateurs de presses plieuses jouent un rôle crucial dans le façonnement du monde qui nous entoure, mais leur travail n'est pas sans risques. Dans cet article, nous allons explorer les conseils de sécurité essentiels de l'industrie...
Vos outils de presse-plieuse s'usent-ils trop rapidement ? Cet article présente les techniques de réparation essentielles pour prolonger la durée de vie de votre outillage et garantir des performances optimales dans votre...
Vous êtes-vous déjà interrogé sur l'origine du terme "presse plieuse" ? Dans cet article de blog captivant, nous allons entreprendre un voyage fascinant à travers l'histoire pour découvrir les raisons...
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Dans le vaste monde de la fabrication, une machine s'impose : la presse plieuse. Avec sa capacité à plier et à façonner le métal avec précision et puissance, elle est devenue...
Vous êtes-vous déjà demandé ce qui permettait à une presse plieuse à commande numérique de fonctionner en douceur ? La réponse se trouve dans l'huile hydraulique. Ce fluide essentiel garantit les performances optimales et la longévité de la machine. Notre article...
Réparer correctement le cylindre hydraulique d'une presse plieuse est essentiel pour maintenir les performances et la sécurité de la machine. Le cylindre hydraulique se compose généralement d'un piston, d'un manchon, d'une tige de piston et d'une vis.....
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Faites passer votre entreprise à la vitesse supérieure